

3.3.11. Функция l
Выбор номера корректора осуществляется с помощью функции с двумя разрядами.
L 0 0: первая слева цифра означает старший разряд, вторая– номер корректора.
Старший разряд предназначен для обозначения возможности ввода коррекции.
При программировании:
1 – ввод коррекции по оси Х;
2 – ввод коррекции по оси Z;
3 – ввод коррекции по оси Х и Z одновременно.
Младший разряд предназначен для выбора номера корректора. Величина коррекции вводится с помощью декадных переключателей на пульте ЧПУ.
Величина коррекции ±9999 импульсов.
Цена импульса по координате Z – 0,01мм.
Цена импульса по координате Х – 0,005мм.
4. Режущий инструмент, применяемый на металлорежущих станках Резцы
Резец – это однолезвийный инструмент для обработки деталей с поступательным или вращательным главным движением резания и возможностью движения подачи в любом направлении.
Резец является наиболее распространенным инструментом, его применяют на токарных, револьверных, карусельных, расточных, строгальных и долбежных станках, токарных автоматах и полуавтоматах и на многих специальных станках.
В зависимости от вида станка и рода выполняемой работы применяют резцы различных типов, отличающихся по назначению, форме, конструкции и размерам.
Основные типы резцов
Резцы различают по следующим признакам:
1 По виду обработки.
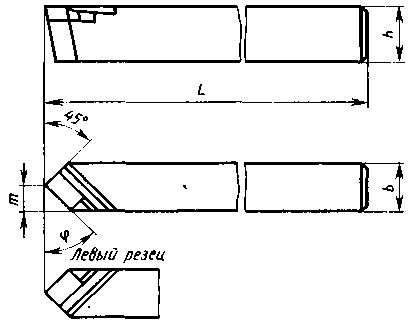
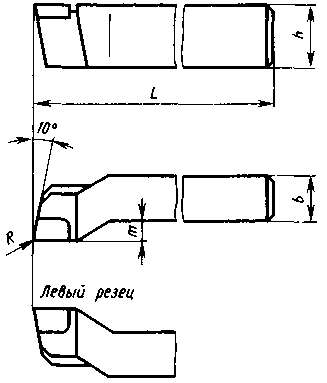
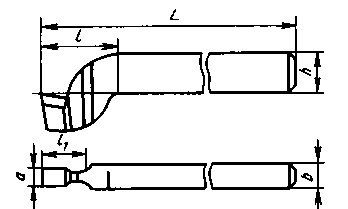
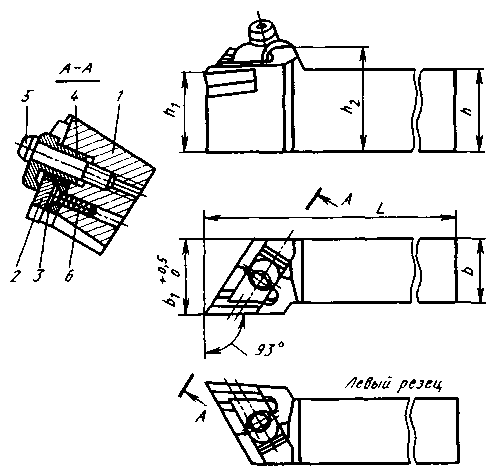
Проходные для обработки наружных цилиндрических поверхностей. Проходные резцы могут быть прямыми (рисунок 4 а) и отогнутыми (рисунок 4 б). Отогнутые резцы получили широкое распространение из-за их универсальности, позволяющей вести обработку не только цилиндрических, но и торцовых поверхностей с поперечной подачей. Проходные упорные резцы (рисунок 4 в) имеют угол в плане φ=90°, их применяют при обтачивании ступенчатых валиков и при обработке нежестких деталей.
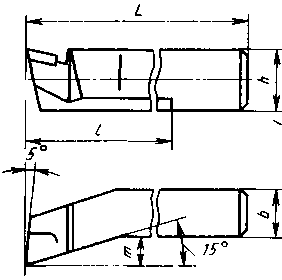
Подрезные (рисунок 4 г) предназначены для обработки торцовых поверхностей, перпендикулярных оси вращения детали, эти резцы работают с поперечной подачей.
Расточные (рисунок 4 д) предназначены для обработки отверстий.
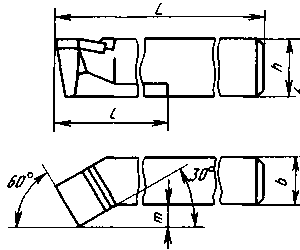
Отрезные (рисунок 4 е) для отрезки заготовок или обработанных из прутка деталей.
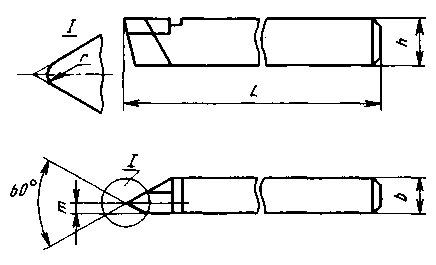
Резьбонарезные (рисунок 7.1 ж) предназначены для нарезания резьбы.
Резцы для контурного точения (рисунок 4 з) обеспечивают возможность обработки тел вращения с фасонной образующей на станках с ЧПУ и на станках с копировальными устройствами. Эти резцы имеют увеличенные вспомогательные углы в плане.
Фасонные резцы предназначенные для обработки деталей сложного профиля на токарных, револьверных станках, автоматах и полуавтоматах.
Рисунок 4
а)

в)
г)

ж)

2 По характеру обработки: черновые, чистовые, для тонкого точения.
3 По установке относительно детали: радиальные и тангенциальные.
4 По направлению подачи: правые и левые.
5 По конструкции головки: прямые, отогнутые, изогнутые и оттянутые.
6 По сечению корпуса: прямоугольные, квадратные и круглые.
7 По конструкции: цельные, составные и сборные.
8 По материалу рабочей части: из инструментальных сталей, из твердого сплава, из керамических материалов, из алмаза, сверх твердых синтетических материалов.