

2.2.1.Работа гидроусилителей моментов
Работа гидроусилителей моментов поперечного хода суппорта и продольного хода каретки осуществляется с помощью шаговых двигателей, входные валы которых посредством муфт жестко соединены с входными валами гидроусилителей. При отработке шаговым двигателем какого-то числа электрически импульсов происходит поворот входного вала и смещение следящего золотника гидроусилителя на соответствующую этому величину.
Масло под давлением через щели следящего золотника и распределительный диск воздействует на поршни ротора гидроусилителя, который поворачивает выходной вал пропорционально величине открытия щелей.
За счет энергии масла, подводимого к гидроусилителю, электрические сигналы малой мощности, поступившие на вход шагового двигателя, многократно усиливаются и преобразуются в синхронное (по отношению к валу шагового двигателя) вращение выходного вала гидроусилителя с крутящим моментом, необходимым для перемещения рабочих органов. При этом величина угла поворота выходного вала гидроусилителя определяется числом поданных импульсов, а скорость – частотой их следования.
2.3. Органы управления станка
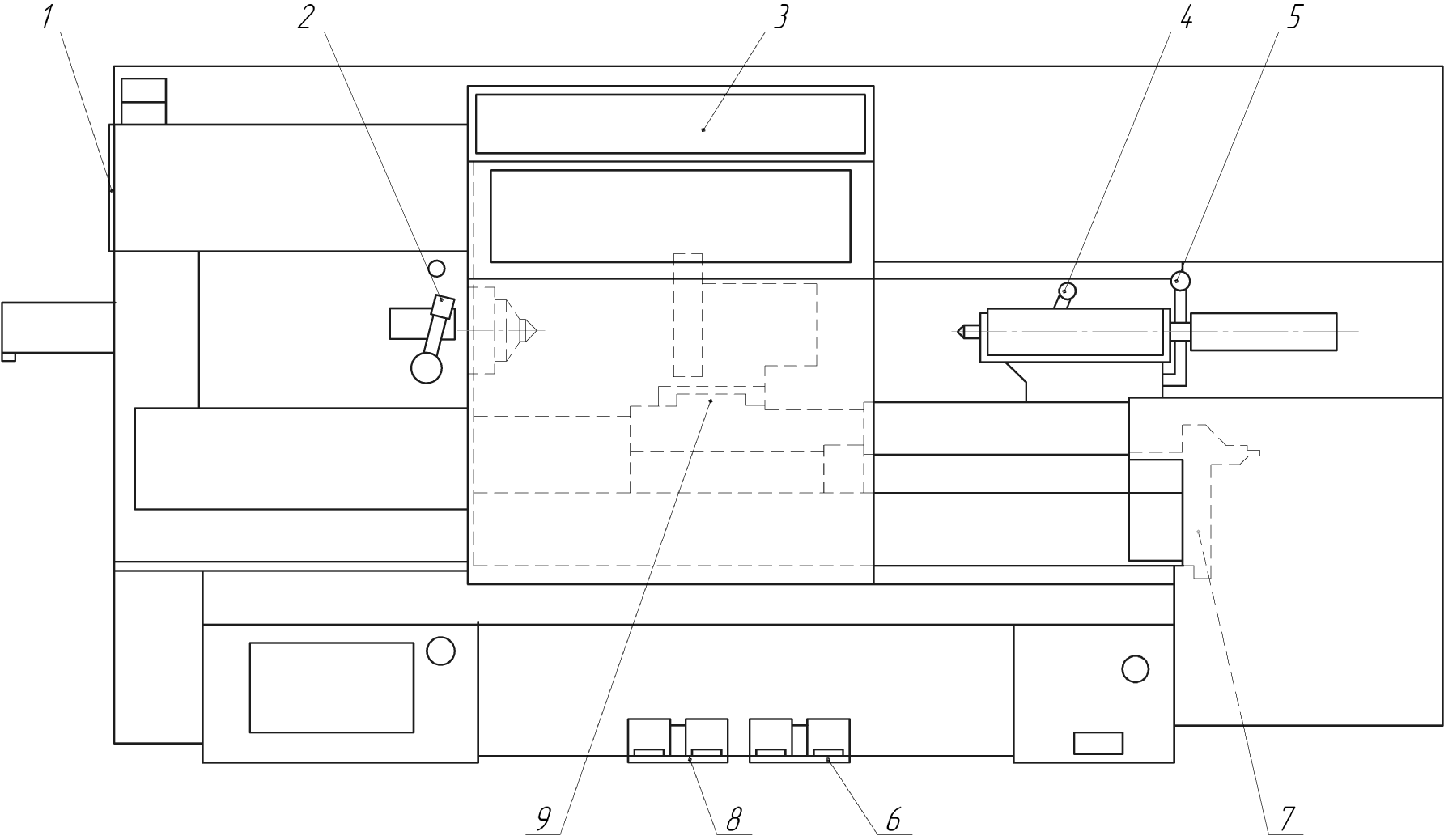
Рис.4 Органы управления станка
Таблица 1.
№ по схеме |
Органы управления и их назначение |
Способ использования |
Примечание |
1 |
2 |
3 |
4 |
1 |
Вводной автомат |
Включение и выключение производится в соответствии с символами на панели электрошкафа управления |
|
2 |
Рукоятка установки диапазона скоростей шпинделя |
Положение рукоятки: правое – I диапазон чисел оборотов шпинделя среднее - II диапазон чисел оборотов шпинделя левое -- III диапазон чисел оборотов шпинделя |
|
3 |
Пульт управления |
Включение и выключение производится в соответствии с символами на панели |
|
4 |
Рукоятка зажима пиноли бабки задней |
Поворот вправо - пиноль зажата. Поворот влево – пиноль разжата |
Зажимать при обработки детали в центрах |
1 |
2 |
3 |
4 |
5 |
Рукоятка закрепления бабки задней на направляющих станины |
Поворот от себя - закрепление бабки задней. Поворот на себя – открепление бабки задней |
Бабка задняя должна постоянно находится в закрепленном состоянии |
6 |
Педали управления электромеханическим приводом задней бабки |
Нажатием левой педали осуществляется подвод пиноли. Нажатием правой педали осуществляется отвод пиноли |
Включать, когда рукоятка 4 наход. в лев. положении |
7 |
Квадрат под ключ для ручного продольного перемещения суппорта |
Поворот по часовой стрелке - перемещение каретки вправо |
При ручном перемещении |
8 |
Педали управления электромеханическим патроном |
Нажатием правой педали осуществляется подвод кулачков к центру. Нажатием левой педали осуществляется отвод кулачков от центра. |
|
9 |
Гнездо для рукоятки ручного поперечного перемещения суппорта |
Поворот по часовой стрелке – суппорт перемещается на рабочего |
При ручном перемещении |