

6 .3. Методы расчета размерных цепей
В зависимости от требуемой точности и масштабов производства применяются различные методы расчета размерных цепей.
Метод максимума-минимума (метод полной взаимозаменяемости);
Вероятностный метод (метод неполной взаимозаменяемости);
Метод групповой взаимозаменяемости;
Метод пригонки;
Метод регулирования.
Метод полной взаимозаменяемости
Это метод, при котором требуемая точность замыкающего звена размерной цепи достигается при включении в нее или замене в ней любого из звеньев без выбора, подбора или изменения его величины.
В размерных цепях, в которых должна быть обеспечена полная взаимозаменяемость, допуски рассчитываются по методу максимум-минимум. В этом случае поле допуска каждого звена должно быть больше поля его рассеяния, то есть
ТАi > WАi и расчет размерных цепей производится по максимуму и минимуму, учитывающим только предельные отклонения звеньев и их самые неблагоприятные сочетания. Расчет начинается с построения размерной цепи, определяющей связи сборочного соединения или поверхностей детали.
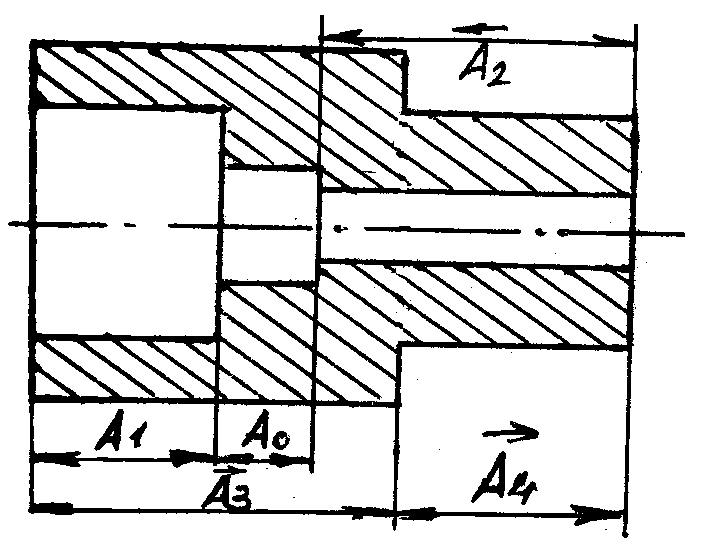
Рис. 6.4.
При решении обратной задачи используется уравнение размерной цепи, выражающее зависимость номинального размера замыкающего звена от номинальных размеров, составляющих звеньев.
![]() (по
рис.6.4.)
(по
рис.6.4.)
или в общем виде
![]() (6.1)
(6.1)
где n — число увеличивающих звеньев;
т — общее число звеньев размерной цепи.
Наибольший и наименьший предельный размер замыкающего звена:
![]()
(6.2)
![]()
Поле допуска замыкающего звена:
![]() (6.3)
(6.3)
Верхнее и нижнее отклонение замыкающего звена:
![]() ;
;
(6.4)
![]()
При решении прямой задачи по величине допуска замыкающего звена вычисляются допуски составляющих звеньев.
Сначало определяют общий допуск на все составляющие звенья, равный допуску замыкающего звена ТАо.
![]() (6.5)
(6.5)
Затем определяют величину среднего допуска на все составляющие звенья:
![]() (6.6)
(6.6)
По
величине
![]() и
номинальному
размеру
каждого
звена
и
номинальному
размеру
каждого
звена
![]() определяют
квалитет
для каждого
звена.
После
этого
устанавливают
допуски
на
все
размеры
составляющих
звеньев и
проводят
проверочный
расчет
по
максимуму-минимуму.
определяют
квалитет
для каждого
звена.
После
этого
устанавливают
допуски
на
все
размеры
составляющих
звеньев и
проводят
проверочный
расчет
по
максимуму-минимуму.
Однако
очень
часто
для
какого-то
звена
обеспечить
получение
размеров
по
данному
квалитету,
то
есть
с
выбранными
допусками,
практически
очень
сложно
или
невозможно, либо
экономически
нецелесообразно.
Тогда
в
целях
ускорения
расчетов
размерной цепи
по
этому
способу
на
все
звенья
назначаются
экономически
выгодные
и
практически достижимые
допуски,
кроме
одного,
выбранного
в
качестве
регулирующего
звена, но
чтобы
сумма
допусков была
меньше
допуска
на
замыкающее
звено.
Затем
рассчитывают допуск
на
регулирующее
звено
![]() :
:
![]() (6.7)
(6.7)
В качестве регулирующего звена рекомендуется принимать звено, точная обработка и измерение, которого наиболее просты, а размер относительно велик.
При
назначении
допусков
по
квалитетам
на
составляющие
звенья
целесообразно
назначать как
для
валов,
так
и
для
отверстий
в
тело
детали,
то
есть
для
вала
от
0 в
минус, а
для
отверстия
от
0 в
плюс.
За
вал
принимается
звено,
которое
можно охватить
губками
мерительного
инструмента;
а
за
отверстие,
если
губки
мерительного
инструмента
необходимо
заводить
внутрь
размера.
Если
звено
занимает
промежуточное положение
между
валом
и
отверстием,
то
допуск
на
это
звено
рекомендуется устанавливать
симметрично
относительно
номинального
размера,
то
есть
![]() .
.
Достоинства метода полной взаимозаменяемости:
–простота, высокая производительность и экономичность изготовления деталей и сборки изделий;
–простота и удобство нормирования сборочных операций и организации поточной сборки;
–возможность специализации и кооперации предприятий по выпуску деталей и сборочных единиц;
–сокращение простоев машин при их ремонте и упрощение процесса ремонта, благодаря быстрой замене вышедших из строя деталей и узлов новыми без пригонки и регулирования.
Недостатком метода является ужесточение допусков составляющих звеньев пропорционально их количеству. При большом количестве составляющих звеньев допуски получаются очень жесткими (маленькими) и во многих случаях экономически невыгодным и практически невыполнимы. В связи с этим расчет по максимум-минимум должен применяться для коротких цепей, имеющих не более четырёх составляющих звеньев.
Метод неполной взаимозаменяемости
(вероятностный метод)
Если число звеньев размерной цепи превышает 4-х, то расчет РЦ целесообразно вести методом неполной взаимозаменяемости с использованием вероятностного расчета.
Это метод, при котором требуемая точность замыкающего звена размерной цепи достигается не у всех объектов, а у заранее обусловленной их части при включении в нее или замене в ней любого звена без выбора, подбора или изменении его величины.
Расчет осуществляется с учетом фактического распределения истинных размеров внутри полей рассеяния и их допусков и вероятности их различных сочетаний при сборке или механической обработке.
При решении обратной задачи расчет поля рассеяния замыкающего звена производится посредством суммирования полей допусков составляющих звеньев (случайных величин). Закон распределения размеров замыкающего звена тем ближе к закону нормального распределения, чем больше составляющих звеньев.
Поле
рассеяния
замыкающего
звена
![]() или
его
допуск
или
его
допуск
![]() определяются
из
уравнения:
определяются
из
уравнения:
![]() , (6.8)
, (6.8)
где
![]() —
коэффициент
риска,
характеризующий
вероятность
выхода
отклонений
замыкающего
звена
за
пределы
допуска.
При
расчетах
значение
берут в
зависимости
от
принятой
вероятности
риска
—
коэффициент
риска,
характеризующий
вероятность
выхода
отклонений
замыкающего
звена
за
пределы
допуска.
При
расчетах
значение
берут в
зависимости
от
принятой
вероятности
риска
![]() выхода значений
размеров
за
пределы
допуска
по
таблице:
выхода значений
размеров
за
пределы
допуска
по
таблице:
-
0,1
0,2
0,27
0,5
1,0
2,0
3,0
4,0
5,0
10,0
32,0
3,29
3,12
3,0
2,8
2,57
2,33
2,17
2,06
1,96
1,65
1
При квалитетах от 9-го и грубее распределение размеров подчиняется закону нормального распределения, 7 – 8 квалитет – треугольника, 5 – 6 квалитет – равной вероятности.
При распределении размеров по закону нормального распределения для размерной цепи (m-1)>4 формула для определения рассеяния замыкающего звена будет иметь вид:
![]() (6.9)
(6.9)
При вычислении предельных значений замыкающего звена вероятностным методом имеет значение симметричность расположения размеров составляющих звеньев внутри их полей допусков или их полей рассеяния.
При
симметричном
расположении
размеров
составляющих
звеньев
Аi
координату
середины поля
рассеяния
замыкающего
звена
![]() и
координату
середины
поля
допуска
и
координату
середины
поля
допуска
![]() определяют
по
формуле:
определяют
по
формуле:
![]() (6.10)
(6.10)
Затем рассчитываются значения предельных отклонений замыкающего звена:
![]() ,
,
(6.11)
![]() .
.
Или по формулам:
![]()
(6.12)
![]() .
.
Метод групповой взаимозаменяемости
Это метод, при котором требуемая точность замыкающего звена размерной цепи достигается путем включения в нее составляющих звеньев, принадлежащих к одной из групп, на которые они предварительно рассортированы в пределах допуска.
В пределах каждой размерной группы требуемая точность достигается методом полной взаимозаменяемости.
Данный метод очень эффективен, так как позволяет при достаточно широком допуске на размеры изготавливаемых деталей обеспечить сборку узлов с заданным зазором и посадкой. Так поршневые пальцы и отверстия в поршне и шатуне сортируют на 4 размерных группы с допусками в каждой 0,0025 мм для достижения требуемой посадки 0,005 мм сопрягаемых деталей. Общий допуск на изготовление де-талей составляет 0,01 мм. Маркировку деталей по подгруппам осуществляют краской: 1-я группа – голубой, 2-я – красной, 3-я – белой, 4-я – черной.
Недостаток метода — более сложный процесс комплектования деталей по размерным группам.
Метод регулирования
Это метод, при котором требуемая точность замыкающего звена размерной цепи достигается измерением компенсирующего звена без снятия слоя материала. При сборке требуемая точность достигается путем изменения размеров одной детали размерной цепи (компенсирующего звена) с помощью группы колец, прокладок, шайб, регулировочных болтов и т.д. Так точность зазора между торцом клапана и толкателем достигается путем изменения положения регулировочных винтов в осевом направлении. Этот метод широко применяется при сборке узлов из деталей с допустимым при эксплуатации износом (распредвал и кулачки, рулевой механизм и др.). Износ деталей в этом случае регулируется установкой или снятием компенсаторов - шайб, прокладок и т.д.
Метод пригонки
Это метод, при котором требуемая точность замыкающего звена размерной цепи достигается изменением компенсирующего звена путем снятия слоя материала. (Герметичность соединения клапан-клапанное седло достигается путем притирки, подгонка зазора между деталями механической обработкой одной из них – точением, фрезерованием, шлифованием, шабрением и т.д.).