

СЛЕСАРНО-МЕХАНИЧЕСКИЕ СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Цель работы:
Изучить восстановление деталей машин при ремонте слесарно- механическим способом:
1. Восстановление деталей под индивидуальный и ремонтный размер.
Восстановление деталей постановкой дополнительного элемента.
Способы заделки трещин.
Восстановление деталей давлением.
1. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПОД ИНДИВИДУАЛЬНЫЙ И РЕМОНТНЫЙ РАЗМЕРЫ
Восстановление детали под индивидуальный размер. При восстановлении посадки с изменением первоначальных размеров основную, наиболее ценную деталь соединения ремонтируют механической обработкой до выведения следов износа и получения правильных геометрических размеров. Вторую, соединяемую с ней, более простую деталь изготовляют заново или наращивают и при обработке подгоняют к размеру первой детали до получения необходимой посадки.
Таким способом ремонтируют проушины тяг, крестовин и грузов регуляторов и др. Изношенные отверстия развертывают под индивидуальный увеличенный размер, а пальцы или оси под эти отверстия изготовляют новые. Преимущества этого способа — простота восстановления основной детали и увеличение ее долговечности. Однако индивидуальная подгонка очень трудоемка и полностью нарушают взаимозаменяемость деталей соединения. Область применении такого способа ограничивается единичным ремонтом машин при небольшой программе ремонта.
Восстановление детали под ремонтный размер — наиболее широко применяемый способ. Сущность его заключается в том, что основную, наиболее сложную деталь обрабатывают механически не до произвольного (индивидуального), а до заранее установленного размера, отличающегося от нормального (заводского). Вторую, соединяемую деталь изготовляют под этот же размер с сохранением допусков новой детали. В связи с тем что ремонтные размеры заранее установлены и известны, вторую деталь можно изготавливать независимо от первой и даже на другом предприятии. Взаимозаменяемость деталей несколько усложняется, но в пределах ремонтных размером сохраняется. Это лает возможность использовать в ремонте приемы промышленного производства, удешевляет ремонт и повышает его качество.
Способ восстановления детали под ремонтный размер применяют при ремонте коленчатых валов. Шатунные и коренные шейки коленчатых валов шлифуют до очередного ремонтного размера.
Вкладыши же ремонтных размеров изготавливает промышленность как запасные части. Гильзы и цилиндры блоков двигателей растачивают и шлифуют под ремонтный размер, а поршни и кольца ремонтного размера поступают как запасные части. Поршневой палец изготавливают ремонтного размера, а отверстия во втулке шатуна и бобышках поршня растачивают (развертывают) под ремонтный размер.
2. Восстановление деталей постановкой дополнительного элемента
Многие детали при ремонте тракторов и автомобилей восстанавливают способом постановки дополнительного элемента. Изношенные и поврежденные части деталей удаляют, на их место устанавливают вновь изготовленные и обрабатывают под нормальный размер, тот способ применяют, восстанавливая отверстия и валы постановкой втулок, гильз или колец; ремонтируя детый сложной конфигурации удалением дефектного и установкой нового элемента: венца шестерни, шлицевой втулки или шлицевого конца вала и др.; ремонтируя плоские поверхности постановкой планок или накладок.
Ремонт гладких отверстий и валов постановкой втулок и колец — простой и распространенный способ. Этим способом восстанавливают отверстия под наружные кольца подшипников в ступицах колес, корпусах коробок передач и задних мостов, отверстия и сателлитах, чашках дифференциала, отверстия передних балок автомобилей под шкворни и др. Примером восстановления валов служит постановка колец на поддерживающие ролики и опорные катки гусеничных тракторов, цапфы кареток и наружные барабаны муфт поворота.
Перед постановкой втулок или колец изношенную поверхность протачивают до получения правильной геометрической формы и с таким расчетом, чтобы толщина стенки устанавливаемой втулки (кольца) была не менее 2 мм. Изготовленную втулку (кольцо) запрессовывают в отверстие или напрессовывают на вал с натягом и закрепляют: в отверстии штифтами и постановкой на клей, а на налу обычно приваривают, затем обрабатывают под нормальный размер.
Процесс восстановления заменой части детали несколько сложнее, его можно разделить на следующие этапы.
Удаление дефектной части и подготовка поверхности соединения. Часто сложные детали (каретки и блоки шестерен коробок передач, шлицевые, карданные валы и др.) термически обработаны (цементация или закладка), и перед удалением дефектного элемента необходим местный отпуск газосварочной горелкой или ткачи высокой частоты (ТВЧ).
Изготовление заменяемой части. Материал заменяемой части берут такой же, как и основной. Изготавливают эту часть сразу под нормальный размер без припусков на последующую обработку, за исключением случаев, когда требуется соблюдение соосности или точности взаиморасположения, фиксируемое по этой части детали. Если заменяемую часть детали требуется термически обработать, это делают до ее установки на основную деталь.
Соединение и закрепление заменяемой части выполняют посадкой на резьбе, запрессовкой и приваркой. Валы и трубчатые детали сваривают стыковой сваркой или сваркой трением. Для снятия возникших при сварке напряжений применяют нормализацию или отжиг.
Окончательная механическая обработка и контроль. При необходимости установленную часть обрабатывают под нормальный размер, проверяют соосность всей детали и взаимное расположение всех ее элементов.
3. Способы заделки трещин
В процессе эксплуатации часто появляются трещины, снижающие прочность и нарушающие герметичность детали. Во многих случаях трещины успешно устраняют слесарно-механическими способами — штифтованием, фигурными вставками и постановкой заплат.
Штифтование применяют при восстановлении герметичности корпусных деталей. Сущность его состоит в том, что трещину по всей ее длине заделывают резьбовыми штифтами. Вначале засверливают концы трещины, нарезают в них резьбу и устанавливают штифты. Затем в последовательности, указанной на рисунке 16, сверля! отверстия и устанавливают остальные штифты. Каждый штифт должен перекрывать соседний примерно до трети диаметра. Штифты изготавливают из красной меди или бронзы. После установки верхние концы штифтом расчеканивают, зачищают и иногда пропаиваю! мягким припоем.
Штифтованием заделывают трешины и корпусах коробок передач, задних мостов и трансмиссий, а также трещины водяных рубашек, блоков цилиндров и др. Несмотря на кажущуюся простоту способа, он очень трудоемок и требует достаточно высокой квалификации слесаря.
Фигурные вставки используют при ремонте корпусных деталей. Этот способ позволяет восстанавливать не только герметичность детали, но и ее прочность. Трещины ремонтируют уплотняющими и стягивающими фигурными вставками, которые изготовляют из стали 20 или Ст. 3.
Рис.
16. Схема заделки трещин штифтами.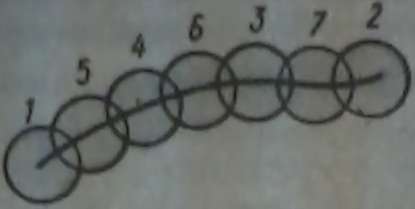
Рис.
17.
Схема
заделки трещин фигурными вставками: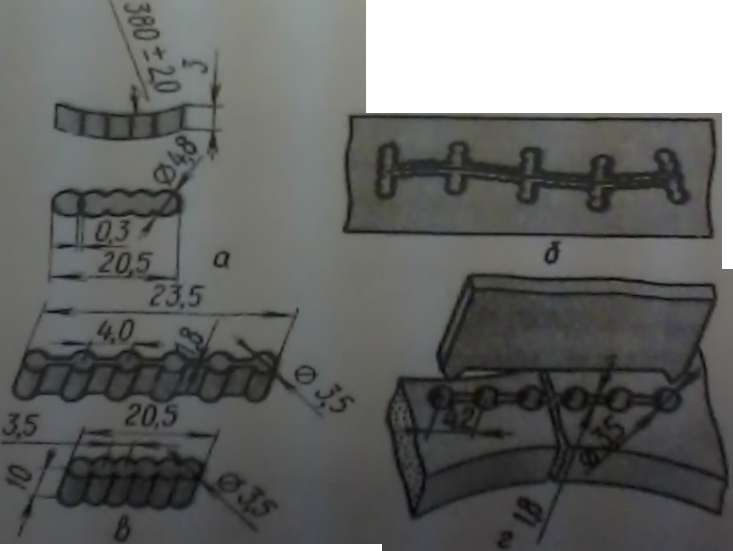
а - уплотняющая вставка; б — схема заделки трещины уплотняющими вставками; в — стягивающие вставки; г — подготовка паза под стягивающую вставку
Ремонт трещин уплотняющими фигурными вставками (рис, 17, а) заключается в следующем. Поверхность с трещиной очищают от грязи и масла. При помощи магнитного дефектоскопа ДМП-2 или другим способом определяют конфигурацию и концы трещины и обозначают их мелом. Отступив от конца трещины в сторону ее продолжения на 4...5 мм, иакериивают и просверливают отверстие диаметром 4,6 мм ма глубину 3,5 (диаметр сверла 4,5 мм). Затем с помощью специального кондуктора электродрелью или на сверлильном станке делают такие же отверстия по всей трещине, а через каждые пять отверстий — поперек ее, так, как показано на рисунке 17, б. Просверленные отверстия продувают сжатым воздухом. Поверхности фигурного паза и вставок обезжиривают техническим ацетоном. С помощью бородка и молотка устанавливают сначала поперечные, затем 1 продольные фигурные вставки. Предварительно боковые поверхности торцы вставок смазывают эпоксидным составом Отремонтированный участок зачищают заподлицо с поверхностью детали и при необходимости проверяют деталь на герметичность.
При заделке трещин в толстостенных корпусных деталях рекомендуется устанавливать фигурные вставки с заклепками диаметром 4,8 мм в два-три слоя.
Ремонт трещин стягивающими фигурными встав к а м и (рис. 17, в), почти аналогичен ремонту трещин уплотняющими вставками. Фигурный паз под стягивающую фигурную вставку изготовляют только поперек трещины. Сначала при помощи специального кондуктора сверлят шесть отверстий на глубину К) мм, располагая три с одной стороны трещины и три с другой, затем специальным пробойником (рис. 17, г) удаляют перемычки между отверстиями И полученный паз «апрессонывают фигурную вставку, предварительно обезжирив поверхности и смазав их эпоксидным составом. Стягивание трещины происходит за счет разности размеров шага между осями отверстий фигурного паза (4,2 мм) и шага фигурной вставки (4,0 мм).
Стягивающими фигурными вставками рекомендуется ремонтировать трещины в блоках цилиндров, расположенные в верхних перегородках между цилиндрами, а также трещины в головках цилиндров, расположенные в перемычках между клапанными гнездами и между клапанным гнездом и гнездом под камеру сгорания.
Постановка заплат. Этим способом восстанавливают герметичность корпусных деталей. Кроме того, заплаты используют для заимки трещин и пробоин деталей оперения, рам и др. Заплаты изготавливают из, мягкой листовой стали толщиной 1,5...2,0 мм, а иногда из листовой меди или латуни. Для ремонта оперения берут материал толщиной, равной толщине детали. Определяют границы трещины, зачищают ее и засверливают концы. При ремонте оперения иногда приходится делать правку. Размер заплаты должен быть таким, чтобы она выходила из края пробоины или трещины на 15... 20 мм. Крепят заплату винтами или заклепками на расстоянии 10... 15 мм одна от другой. Перед установкой заплату и место трещины промазывают суриком, а при восстановлении герметичности под заплату ставят прокладку из полотна и также промазывают ее суриком или герметизирующей смазкой.