

2.3 Определение продолжительности «окна» для выполнения работ по глубокой очистке щебня
Основные работы по глубокой очистке щебеночного балласта выполняются комплексом машин в составе: щебнеочистительная машина, состав для засорителей СЗ-240-6, ВПО-3000, ВПР-02, ПБ.
Весь лишний балласт, находящийся за пределами габарита работы выгребного устройства щебнеочистительной машины в подготовительный период убирается с перегона машиной СЗП-600. Балласт грузится в состав для засорителей из универсальных полувагонов и концевой платформы с транспортером, вывозится с перегона в места складирования или выгружается в специальные бермы.
Очистка загрязненного щебня производится щебнеочистительной машиной на глубину 40 см под шпалой. Выгребное устройство машины устраивает срез с уклоном 0,04 в сторону обочины. Очищенный щебень возвращается в путь, а засорители поступают в состав для засорителей. Засорители транспортируются к месту выгрузки в универсальных полувагонах и выгружаются в местах складирования на производственной базе.
На участках, где предусматривается разделительный слой из геотекстиля, глубина очистки под шпалой щебнеочистительной машиной составляет 45 см.
В общем виде необходимая продолжительность “окна” по глубокой очистке щебеночного балласта определяется по формуле:
То = tразв + tочистки + tсверт ,
где tразв – время, необходимое для развертывания работ, мин;
tочистки – время работы ведущей машины, мин;
tсверт – время, необходимое для свертывания работ и открытия перегона для пуска графиковых поездов, мин.
tразв = t1 + t2,
t1 – время на оформление закрытия перегона, пробег первой машины к месту работы, ограждение места производства работ и снятие напряжения с контактной сети (15 мин);
t2 – время на зарядку щебнеочистительной машины.
При выполнении работ по очистке щебня с одновременной укладкой разделительного слоя из геотекстиля используем длинную балку очистительного устройства, с шириной очистки 4680–5360 мм.
![]()
где lбалки – длина балки очистительного устройства, принимаемая равной 4680 мм;
hочистки – глубина очистки балластного слоя, см;
lфронта – фронт работ по очистке балластного слоя, м.
![]()
где Vвыработки – выработка щебнеочистительной машины, принимаемая 200 м3/час.
tсверт= t3 + t4 + t5 + t6+ t7+t8+ t9;
t3 – время на разрядку щебнеочистительной машины;
t4 – интервал времени между окончанием работ по разрядке щебнеочистительной машины и окончанием работ по поправке шпал по меткам, t4 = 3 мин.;
t5 – интервал времени между окончанием работ по поправке шпал по меткам и окончанием работ по выправке пути машиной ВПО-3000;
![]()
t6 – интервал времени между окончанием выправки пути машиной ВПО-3000 и окончанием работ по выправке пути машиной ВПР-02;
![]()
где LВПО – длина машины ВПО-3000, м;
VВПР – рабочая скорость движения выправочно-подбивочно-рихтовочной машины ВПР-02, м/мин.
VВПО – рабочая скорость движения выправочно-подбивочно-отделочной машины ВПО-3000, м/мин;
![]() – интервал времени
между окончанием работ по выправке пути
ВПР-02 и окончанием работ по стабилизации
пути ДСП, мин;
– интервал времени
между окончанием работ по выправке пути
ВПР-02 и окончанием работ по стабилизации
пути ДСП, мин;
![]() ,
,
где ![]() – скорость динамического стабилизатора
пути, м/ч.
– скорость динамического стабилизатора
пути, м/ч.
![]() – интервал времени
между окончанием работ по стабилизации
пути и окончанием работ по планировке
пути быстроходным планировщиком, мин;
– интервал времени
между окончанием работ по стабилизации
пути и окончанием работ по планировке
пути быстроходным планировщиком, мин;
![]() ,
,
где ![]() – скорость быстроходного планировщика,
м/ч
– скорость быстроходного планировщика,
м/ч
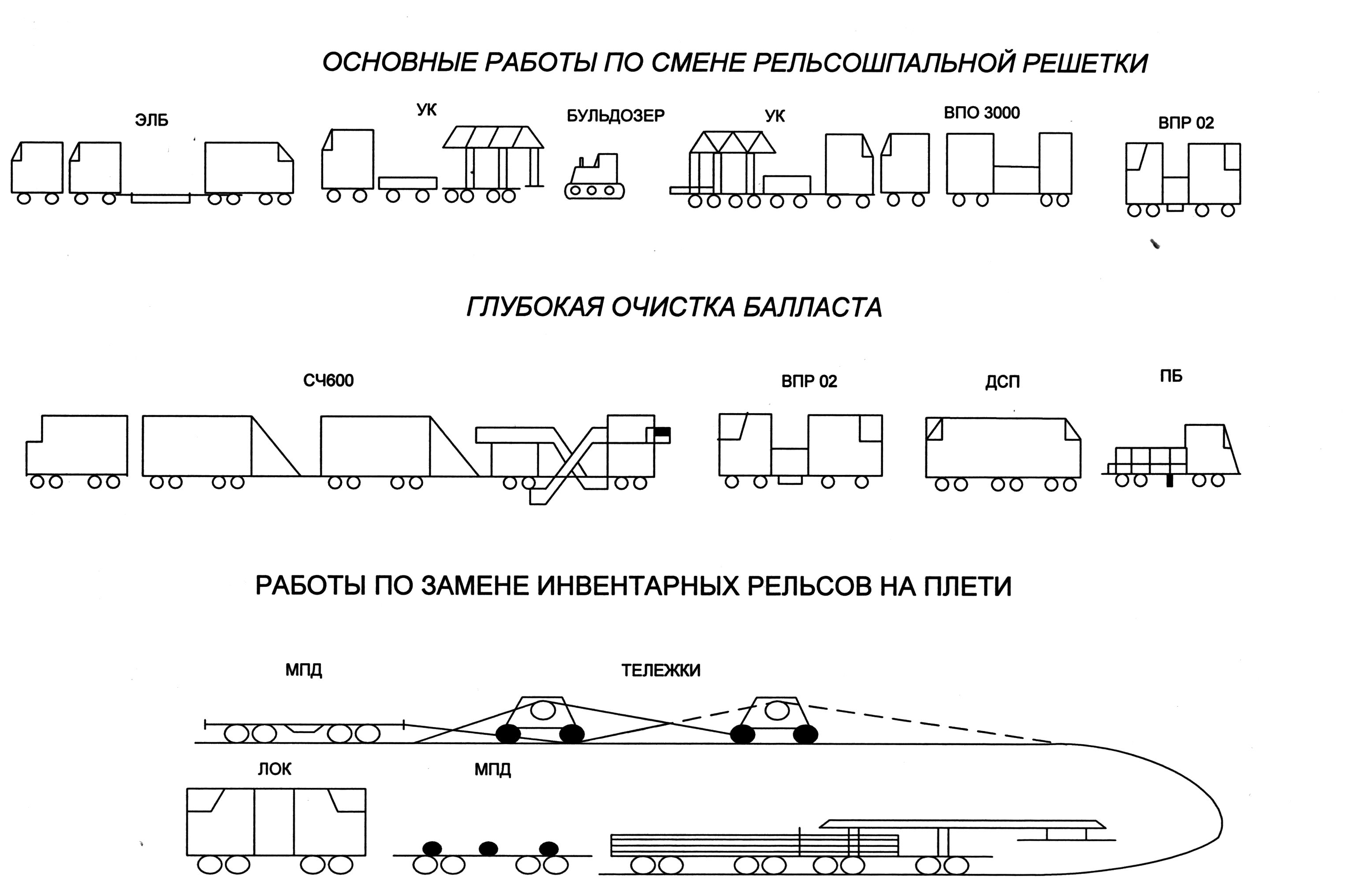

Рис. 1. Состав машинизированных комплексов при производстве ремонтных работ
а)
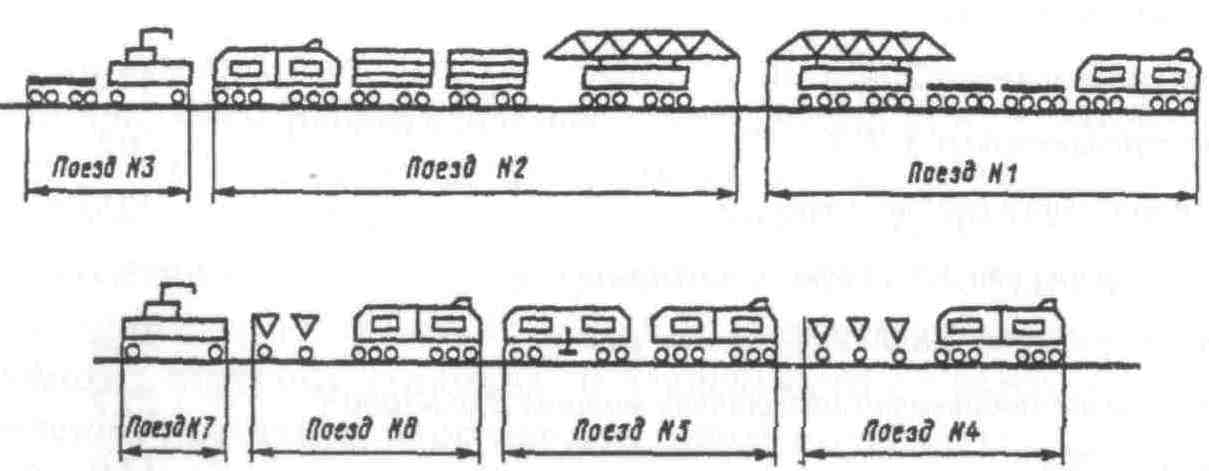
б)
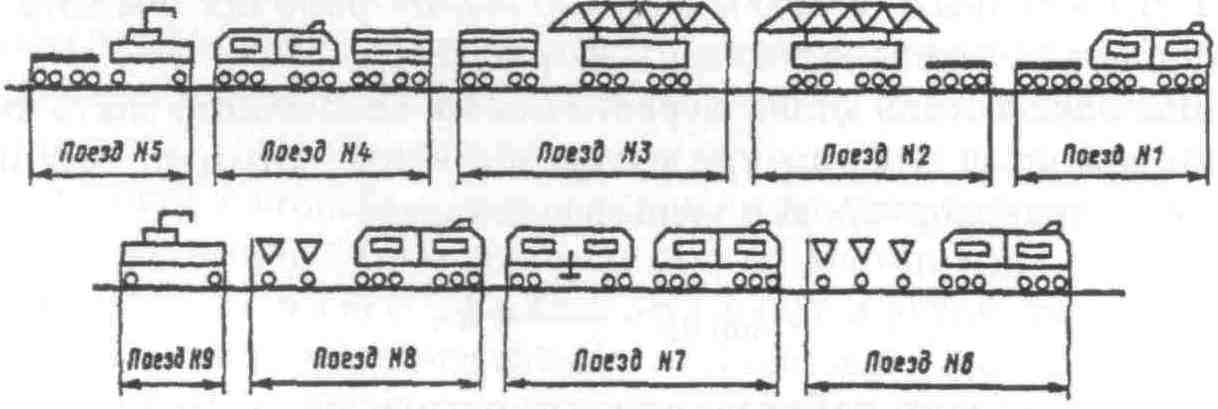

Рис. 2. Схемы формирования рабочих поездов по замене рельсошпальной решетки: а) на станции, б) на перегоне