6.5. Напыление расточек вкладышей
В настоящее время получили широкое распространение методы плазменного и газопламенного напыления баббита для восстановления расточек вкладышей.
Напыление применяется для восстановления геометрии расточек и в случаях необходимости устранения других механических повреждений.
Перед напылением производится механическая расточка поверхности баббита на глубину 1,0... 1,5 мм для удаления промасленного слоя баббита. На очищенную и обезжиренную поверхность расточки с помощью специальной оснастки напыляется баббитовый порошок. Для повышения антифрикционных свойств поверхности расточки чаще всего производится напыление баббита в сочетании с дисульфидом молибдена.
Аналогичным способом производится восстановление упорных колодок.
6.6. Ремонт масляных уплотнений
Конструктивно масляные уплотнения представляют собой жесткие лабиринтовые уплотнения [15], рассматривавшиеся в разделе уплотнения (см. § 5.1).
Для уменьшения протечек масла по валу из корпусов подшипников масляные уплотнения выполняются с промежуточной камерой (рис. 6.18); в нижней половине из камеры в сторону внутренней полости корпуса подшипника выполнен дренаж. Со стороны цилиндра к масляным уплотнениям крепится пароотбойный щиток, предназначенный для снижения температуры масляного уплотнения под воздействием протечек пара из цилиндра и препятствия обводнению масла.
З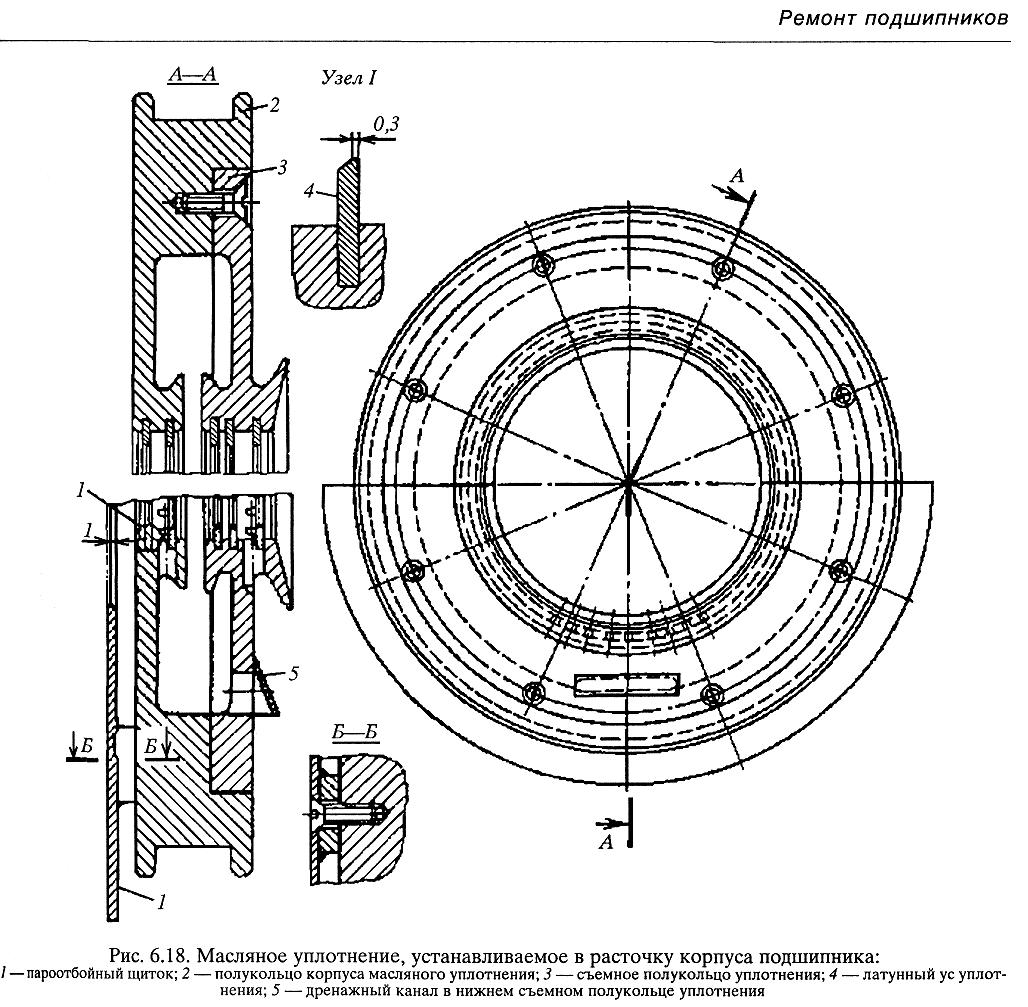 амена
гребней (усиков) уплотнений описана
также в разделе "Уплотнения" (см.
§ 5.3.5). Необходимо отметить несколько
особенностей их ремонта:
амена
гребней (усиков) уплотнений описана
также в разделе "Уплотнения" (см.
§ 5.3.5). Необходимо отметить несколько
особенностей их ремонта:
масляные уплотнения — это тонкостенные конструкции, подверженные значительным деформациям во время чеканки усов;
в связи с частой заменой усов и необходимостью постоянной пригонки горизонтальных разъемов возникает потребность время от времени восстанавливать их линейные размеры (в первую очередь это касается уплотнений, устанавливаемых в расточку корпуса подшипников). Линейные размеры колец масляных уплотнений восстанавливаются наваркой и последующей обработкой горизонтальных разъемов;
в связи с тем, что усики масляных уплотнений имеют жесткую установку, их расточка в размер (это касается уплотнений, устанавливаемых в расточку корпуса подшипников) производится эксцентрично относительно наружного диаметра расточки под установку в корпус подшипника в соответствии с замеренным положением ротора относительно масляной расточки;
— в случае значительного смещения положения оси ротора относительно масляной расточки (более 0,30 мм) установка нижней половины масляного уплотнения должна производиться с "оживлением" ротора.
Зазоры в маслоудерживающих кольцах вкладышей должны быть в пределах: снизу 0,10...0,15 мм, справа и слева 0,15...0,20 мм, сверху 0,25...0,30 мм. Внутренние кромки колец должны быть заострены, причем сторона кольца, не имеющая фаски, должна быть установлена в сторону вкладыша.
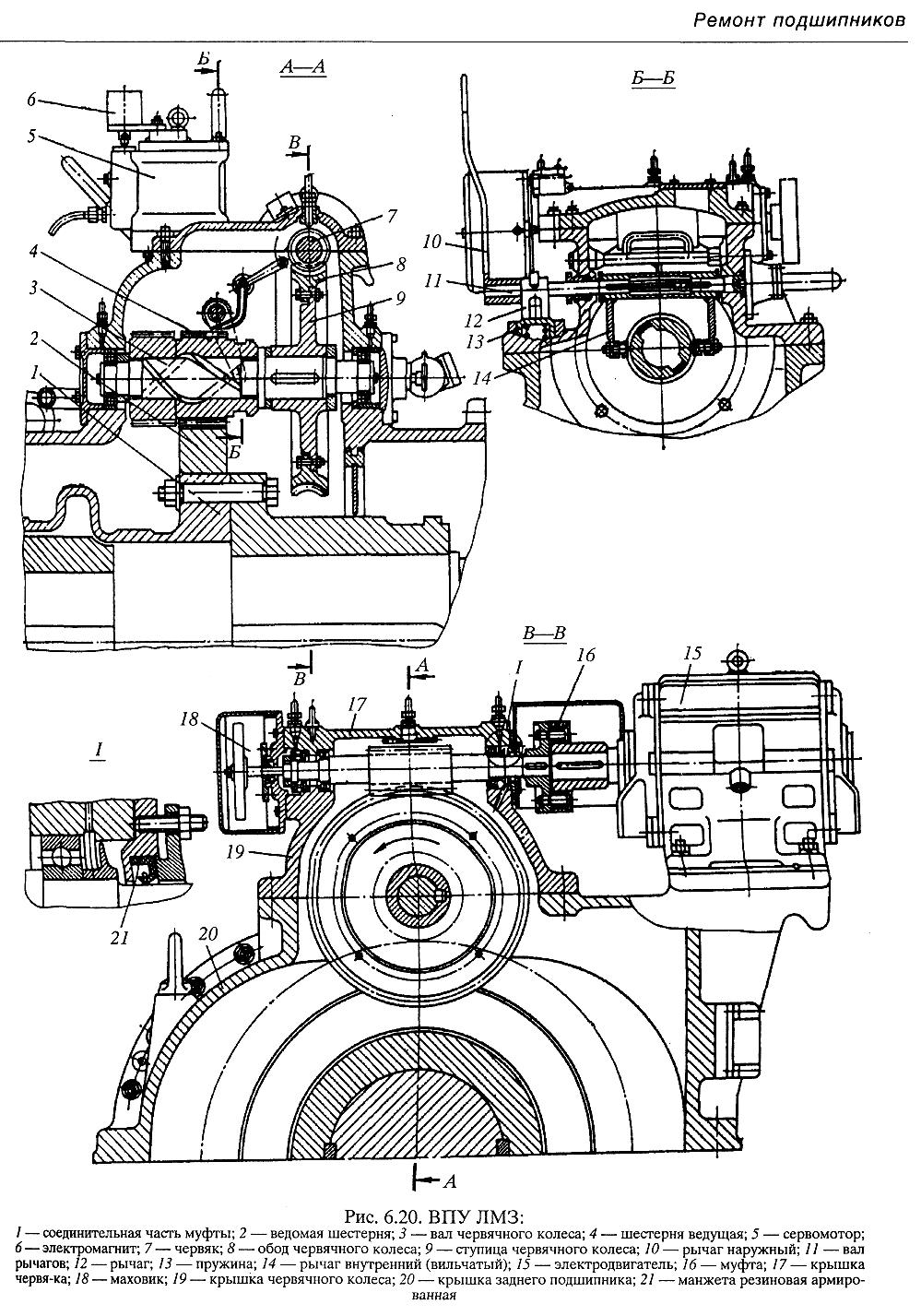
6 .7. Ремонт валоповоротного устройства (впу)
На рис. 6.19 показана конструкция быстроходного ВПУ турбин ХТЗ, а на рис. 6.20 конструкция ВПУ турбин ЛМЗ и ТМЗ [10, 58, 60].
Для выполнения ремонта ВПУ необходимо отсоединить маслопроводы, снять кожух, разъединить муфту, снять электродвигатель и сервомотор ВПУ. Очистить от грязи, промыть и продуть все детали и узлы ВПУ. Горизонтальные разъемы крышек очистить от бакелитового лака. После этого проверить:
состояние шариковых подшипников, состояние поверхности зацепления червячной передачи, зубчатых колес, ведущей шестерни;
удалить забоины и задиры;
крепление червячного и зубчатого колес, плоскость прилегания торцевых крышек, плотность прилегания разъема редуктора;
свободу перемещения подвижной шестерни;
по краске контакт на зубьях, а также полное утопание кулаков при повороте их до упоров муфты и прилегание по краске упорных поверхностей;
состояние опорных поверхностей кулаков на муфте и соответствующие им поверхности на зубчатом колесе;
состояние посадочных поверхностей опор зубчатого колеса в корпусе подшипников.