

Министерство образования и науки РФ
Государственное образовательное учреждение
высшего профессионального образования
«Тульский государственный университет»
Политехнический институт
Механико-технологический факультет
Кафедра «Сварка, литье и технология конструкционных материалов»
методические указания
по Контрольно-курсовой работе
по дисциплине
МАТЕРИАЛОВЕДЕНИЕ.
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Направление подготовки: 110300 “Агроинженерия”
Специальность: 110303 “Механизация переработки
сельскохозяйственной продукции”
Форма обучения очная
Тула 2010 г.
Методические указания по ККР составлены доцентом П.И. Маленко и обсуждена на заседании кафедры «Сварка, литье и технология конструкционных материалов» механико-технологического факультета,
протокол №1 от “31” августа 2010 г.
Зав. кафедрой ________________________А.А. Протопопов
Методические указания по ККР пересмотрены и утверждены на заседании кафедры «Сварка, литье и технология конструкционных материалов» механико-технологического факультета,
протокол №_ от “__” _______ 20__ г.
Зав. Кафедрой ________________________ а.А. Протопопов
1. Теоретические положения
Основой для разработки технологического процесса изготовления отливки являются чертежи детали (в контрольном задании даны эскизы деталей). На копии чертежа детали в соответствии с ГОСТ 2.423-73 наносят технологические указания, необходимые для изготовления модельного комплекта, формы и стержня, и получают чертеж элементов литейной формы. Кроме того, разрабатывается документация (технологическая карта), которая содержит необходимые сведения по этапам изготовления отливки.
На рис 1, а в качестве примера приведен эскиз детали. Обратите внимание на поверхности детали, подвергающиеся механической обработке. Условно они обозначены знаком:
![]()
Остальные поверхности механической обработке не подлежат, на что указывает знак в правом верхнем углу эскиза:
![]()
При разработке эскиза «Элементы литейной формы» детали формы обозначают условно (рис 1, б).
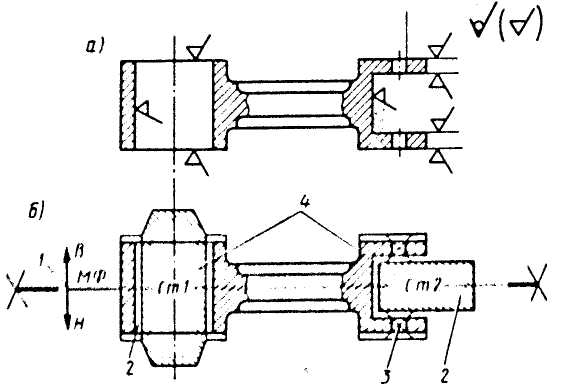
Рис. 1.
1. Разъем модели и формы. Показывают отрезком или ломаной штрихпунктирной линией, заканчивающейся знаком «х – х», над которым указывают буквенное обозначение разъема 1 – «МФ».
Направление разъема показывают сплошной основной линией, ограниченной стрелками и перпендикулярной линии разъема.
Положение отливки в форме при заливке обозначают буквами В (верх) и Н (низ). Буквы проставляют у стрелок, показывающих направление разъема формы.
Припуски на механическую обработку. Изображают сплошной линией 2 (тонкой) у поверхностей, где указан знак обработки (допускается выполнять линию припуска красным карандашом).
Отверстия впадины и т.п. Не выполняемые при изготовлении отливки детали зачеркивают сплошной тонкой линией 3, которую допускается выполнять красным карандашом.
4. Стержни, их знаки. Изображают сплошной тонкой линией, которую допускается выполнять синим цветом. Стержни в разрезе штрихуют только у контурных линий 4. Размеры знаков стержней и зазоры между знаками стержней и модели принимают по ГОСТ 3606-80.
Стержни обозначают буквами «Ст» и порядковыми номерами, например Ст1, СТ2 (рис. 1, б).
5. Литниковую систему и прибыли изображают сплошной гонкой линией, которую допускается выполнять красным цветом. На рис. 1 литниковая система не показана.
При разработке чертежа (эскиза) «Элементы литейной формы» исходят из условия обеспечения качества отливки и экономичности ее изготовления. Выбирая плоскость разъема, следует помнить, что наиболее ответственные части отливки целесообразно располагать в нижней части формы или вертикально, так как в верхней части отливки скапливаются дефекты - газовые раковины и включения. Плоскость разъема выбирают с учетом удобства формовки и извлечения модели из формы. Кроме того, желательно, чтобы отливка или, по крайней мере, ее базовые поверхности для механической обработки были расположены в одной полуформе.
Припуски на механическую обработку и размеры знаковых частей стержня определены Государственным стандартом Чертеж (эскиз) «Элементы литниковой формы» служит основой для разработки модельного комплекта: модели и стержневых ящиков. На рис. 2 дан эскиз деревянной модели для ручной формовки. Модель имеет разъем 1, стержневые знаки 2, 3 (они окрашены черным цветом), конфигурация которых соответствует конфигурации знаков, указанных на рис. 1, б (Ст1 и Ст2). На модели предусматривают формовочные уклоны на стенках, перпендикулярных плоскости разъема (определены Государственным стандартом), и радиусы скруглений в местах сопряжения стенок 5. Размеры моделей выполняют с учетом припусков на механическую обработку, технологических припусков и усадки сплава, из которого изготавливают отливку.
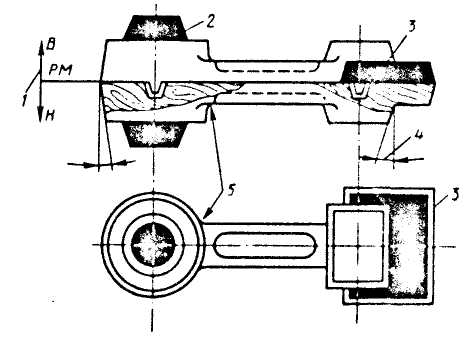
Рис. 2.
На рис. 3 показаны деревянные ящики, предназначенные для ручного изготовления стержней.

Рис. 3.
При машинном изготовлении формы применяют металлические модельные плиты, на которых монтируют модели и элементы литниковой системы. Hа рис. 4 показаны нижняя (а) и верхняя (б) модельные плиты для изготовления формы чугунной отливки. Кроме модели 1 на рис. 4 показаны питатели 2, шлакоуловитель 3, стояк 4 и выпоры 5.
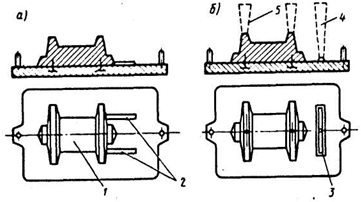
Рис. 4.
Эскиз собранной литейной формы (вертикальный разрез) 2ши разрабатываемой технологии изготовления отливки (см. рис. 1) приведен на рис, 5, а, а готовой отливки с литниковой системой - на рис. 5, б. Литейная форма в сборе состоит из следующих элементов: полости формы 1, стержня 2, формовочной смеем 3, опоки нижней 4, опоки верхней 5, питателя 6, шлакоуловителя 7, стояка 8, литниковой чаши 9, выпора 10, газоотводяших каналов 11. Обратите внимание на графическое изображение каждого элемента литниковой формы: полость формы и каналы литниковой системы не штрихуются, стержень заштрихован у контура.
Формы для стальных отливок отличаются не только высокой огнеупорностью и податливостью, но и наличием прибылей, которые служат для компенсации большой усадки стали и предупреждения усадочных раковин в отливках.
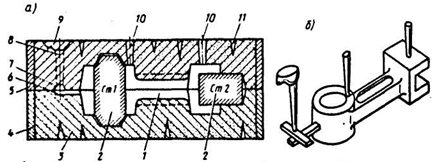
Рис. 5.
На рис. 6 показаны: литейная форма для стальной отливки (в) и отливка с литниковой системой (б). Обратите внимание на прибыли, а также на различие конструкций литниковой системы для чугунной (см. рис. 5) и стальной отливки (рис. 6). В форме для стального литья отсутствует шлакоуловитель, так как конструкция заливочного ковша обеспечивает задержание шлака.
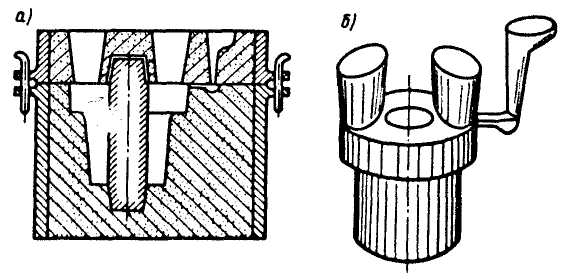
Рис. 6.
2. ОФОРМЛЕНИЕ РАБОТЫ
Работа оформляется в машинописном варианте на листах формата А4 (210 297 мм). Объем работы – 8 – 12 листов; шрифт «Times New Roman»; размер – 14; межстрочный интервал – 1,5; поля – по 2 см.
Один вариант задания выдается на двоих студентов. Номер варианта соответствует номеру студента по журналу.
3. ЗАЩИТА РАБОТЫ
Работа представляется к защите в конце семестра. Защита производится устно. Студент отвечает на вопросы преподавателя. Каждый студент защищает ККР персонально. Оценивается вся работа по выполнению двух заданий. Оценка за ККР учитывается при расчете итоговой оценки по дисциплине.
4. СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Технология конструкционных материалов (Технологические процессы в машиностроении) [Электрон. ресурс]: в 4-х ч. /Под ред. Э.М. Соколова; С.А. Васина; Г.Г. Дубенского. — Тула: Изд-во ТулГУ, 2007.
Ч.1: Машиностроительные материалы: учебник для вузов /Е.М. Гринберг, Г.В. Маркова, В.А. Алферов. — 2007. — 1 опт. диск (CD ROM).
Ч.2: Сварочное производство: учебник для вузов /А.А. Протопопов, В.А. Судник, А.С. Рыбаков. — 2007. — 1 опт. диск.(CD ROM).
Ч.3: Производство заготовок: учебник для вузов /О.В. Мартынов, С.П. Яковлев, Л.Г. Юдин . — 2007. — 1 опт. диск (CD ROM).
Ч.4: Производство заготовок: учебник для вузов /В.В. Любимов, Ю.Н. Федоров, А.С. Ямников. — 2007. — 1 опт. диск (CD ROM).
2. Дальский, А.М. Технология конструкционных материалов: учебник для машиностроит. вузов /А.М. Дальский [и др.]; под общ. ред. А.М. Дальского. — 6-е изд., испр.и доп. — М.: Машиностроение, 2005. — 592с.: ил.
3. Колесов, С.Н. Материаловедение и технология конструкционных материалов: учебник для вузов /С.Н. Колесов, И.С. Колесов. — М.: Высшая школа, 2004. — 519с.: ил.
4. Карпенков, В.Ф. Материаловедение. Технология конструкционных материалов. Кн.2. /В.Ф. Карпенков [и др.]: Учебник для вузов. — М.: Колос, 2006. — 312 с.: ил.
5. Арзамасов, Б.Н. Материаловедение: Учебник для вузов /Б.Н. Арзамасов [и др.]; под общ. ред. Б.Н. Арзамасова, Г.Г. Мухина. — 7-е изд., стер. — М.: Изд-во МГТУ им. Н.Э. Баумана, 2005. — 648с.: ил.
Приложение 1.