

5. Основное технологическое оборудование по промазной и экструзионной технологии, достоинства данных технологий.
Промазная технология
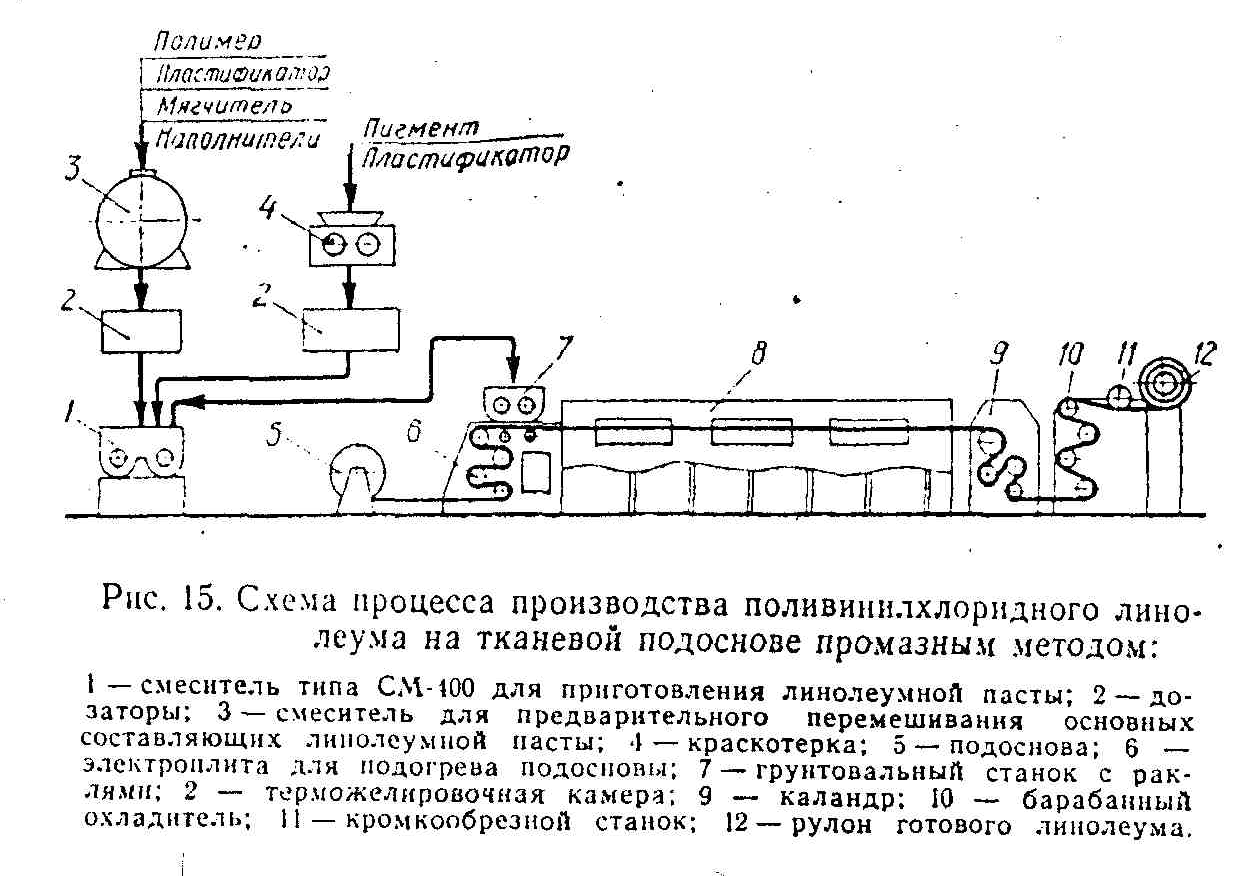
+ можно изготовить линолеум любой основности, с любым количеством основ
+ каждый слой будет закреплён и стабилизирован
Экструзионная технология
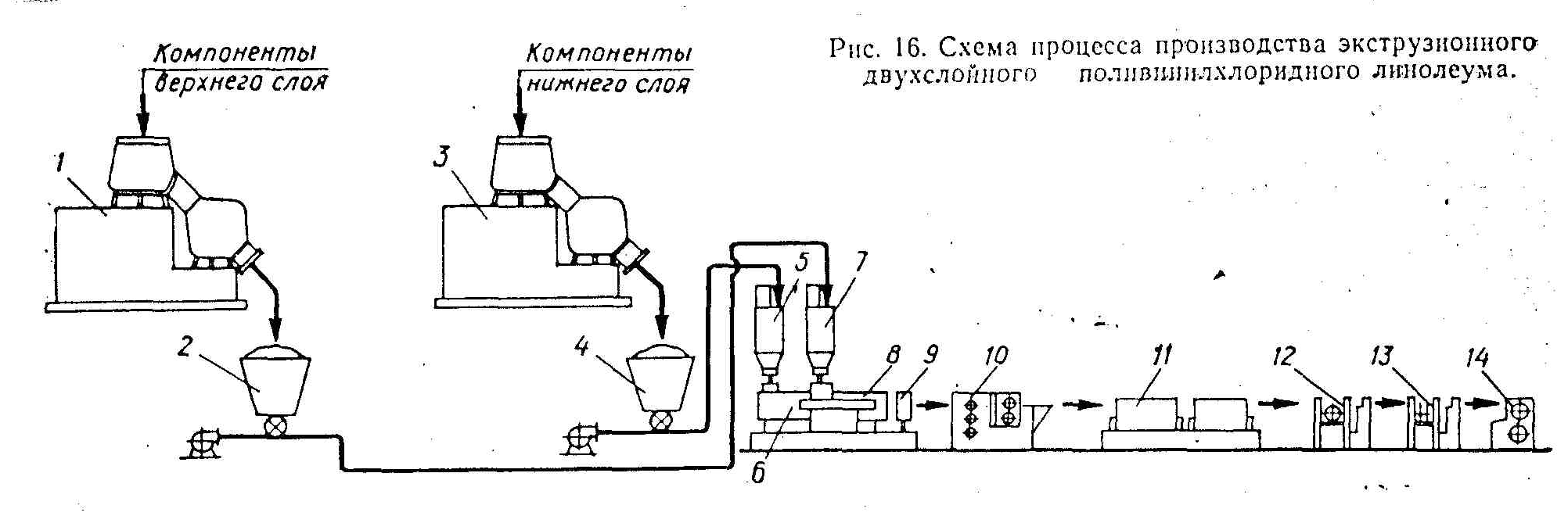
1. Двухступенчатый смеситель типа TSEH 200/KMSO 300; 2. Напорная ёмкость: 3. Двухступенчатый смеситель типа TSEH 200/KMSO 300; 4. Напорная ёмкость; 5. Ёмкость; 6. Экструдер типа А.220; 7. Ёмкость; 8. Экструдер типа А.200; 9. Щелевая головка; 10. Гладильное устройство; 11. Термокамера; 12. Установка обрезки кромок; 13. Установка раскроя; 14. Установка рулонизации и упаковки.
+ по этому методу можно изготовить одно и многослойные линолеумы;
+ способ допусвает полную автоматизацию производства;
+ обеспечивает ведение производства в герметичном оборудовании;
- недостаточная стабильность размеров (усадка);
- низкая производительность;
- сложность производства экструдеров.
Билет 26.
Облицовочные керамические материалы
1.Глинистое сырье. Основные характеристики и требования к сырьевым материалам для производства керамической плитки. Корректирующие добавки их назначения.
Глины состоят из мельчайших (менее 0,01….0,001мм) частиц глинистых минералов, образовавшихся главным образом в процессах химического выветривания магматических и некоторых других пород. Пригодность глин для производства керамической плитки оценивается их химическим и минеральным составами и свойствами.
Глинистое сырьё обеспечивает связь между частицами отощителя и плавня, как при формовании, так и при обжиге.
Применяют обогащённый каолин и глину.
Глины классифицируют.
1.По огнеупорности: огнеупорные (15800С и более), тугоплавкие (1350-1580), легкоплавкие (менее 1350)
2.По содержанию Al2O3 и TiO2: высокоосновные ( > 40 %), основные (30-40), полукислые (15-30),
кислые ( < 15%)
3.По степени спекания:
- сильноспекающиеся (даёт черепок при обжиге с водопоглощением 2% без пережога),- не спекающиеся
4.По содержанию красящих оксидов ( Fe, Ti, Mn)
- содержание Fe < 1% - весьма низкое содержание, - 1 % - низкое содержание,
- Fe <1,5 Ti<1 - среднее, - Fe 1,5-3 Ti 1-2 - высокое, - Fe >3 Ti>2 - очень высокое
5.По содержанию тонкодисперсных фракций
- высокодисперсные ( частиц с размером 1мкм > 60 %, 10мкм > 85%),
- грубодисперсные ( до 10 мкм <40%)
Необходимо <2 мкм 24-50%, 2-20 мкм 30-40%, > 20 мкм 26-34%
6.Содержание крупнозернистых включений (0,5мм)
- высокое содержание > 5%, - среднее содержание 1-5 %, - низкое содержание < 1%
Внимание следует обращать на вид включений.
Особо опасные включения – кварц. При температуре 5730 альфа-кварц переходит в бета-кварц ( на 0,82% увеличивается объём). При температуре 8700 С бета-кварц переходит в альфа-тридимит (на 16 % увеличивается объём).
При выборе режима обжига необходимо учесть модификационные превращения кварца, обеспечивая в районе критических температур площадки выдерживания.
Железистые включения (пирит, закись железа, карбонат железа, гидроксид железа).
Железо в процессе обжига действует как плавень, может кристаллизоваться в гематит или взаимодействовать с органическими примесями глины. В этом случае железо и плавень и флюс. Железо снижает огнеупорность глин. Может увеличиться опасность подвара изделий при обжиге.
Карбонатные включения при разложении приводят к разрыхлению черепка.
MgCO3 разлагается при температуре 6000С , но его влияние меньше. MgO снижает температуру обжига и способствует увеличению прочности и плотности, а также обеспечивает ослабление красящих свойств Fe и Ti.
Органические примеси (гумус)
- снижают огнеупорность
- увеличивают пластичность, следовательно увеличивается усадка
- увеличивается пористость и снижается прочность
Добавки.
1.Плавни. Вводят в керамическую массу для снижения t обжига. Количество их ограничивается, т. к. они увеличивают склонность черепка к деформации.
В качестве плавней применяют: нифелин, сиенит, перлит, волостонит, известняк, доломит, молотый мрамор, тальк, эрклес, стеклобой и шлаки.
Плавни – это добавки, которые взаимодействуют с основной массой и образуют более легкоплавкие смеси. Роль плавней сводится к тому, чтобы за 10-15 минут необходимо достичь определённой степени спекания.
2. Отощающие добавки (минерализаторы). Способствуют более ранней и полной кристаллизации материала. Могут быть окислы Fe, Ti, хрома. Добавки способствуют образованию муллита. Отощающие добавки должны управлять вопросами усадки (снижение усадочных деформаций).
Отощающие добавки:
- кварцевый песок (очень мелкий не выгоден , а крупный придаёт шероховатость)
- дегидратированная глина, измельчённая до частиц 0,5 – 3мм (до 1 мм 20-25%)
Перестаёт иметь способность пластичности. Вода не образует оболочек. Только смачивается.
Выгоднее использовать шамот.
3. Электролиты. Это вещества, которые эффективно используются при шликерной технологии производства плитки. Электролиты увеличивают без увеличения расхода воды оптимальную вязкость шликера и его седиментационную устойчивость. Электролиты в виде растворов концентрации 5-10% (сода, жидкое стекло, NaCl).