

3. Експериментальне дослідження технологічних параметрів прокатки із прискоренням в чистовій групі бшс 1680
3.1 Методика дослідження
Дослідження проводилося при прямій прокатці 3 слябів 3 дослідних плавок вуглецевих сталей із реалізацією технологічної схеми "зливок-рулон". Відомості про сортамент штаб, розміри і об'єм досліджень приведені в табл. 3.1. Дослідження технологічних параметрів прокатки із прискоренням в чистовій групі клітей БШС 1680 включало експериментальне визначення, розрахунок і аналіз деформаційних, кінематичних, енергосилових і температурних параметрів прокатки штаб із подвійних слябів товщиною 160-165 мм.
Таблиця 3.1 - Об'єм досліджень технологічних параметрів прокатки
із прискоренням на БШС 1680
Номер плавки |
Марка сталі |
Розміри перетину сляба, мм |
Розміри перетину штаби, мм |
Кількість досліджених слябів |
0142452 0214784 0624437 |
1пс 08кп 08пс |
160 165 1190 160 1245 |
3,7 1250 3,5 1200 3,0 1250 |
16 15 11 |
 1245
1245
При визначенні технологічних параметрів прокатки в чистовій групі клітей із застосуванням різних швидкісних режимів використовувалася інформація, реєстрованих системою контролю роботи приводних двигунів, і показники стаціонарних пірометрів, встановлених в технологічній лінії слябінгу - 1150 - БШС 1680.
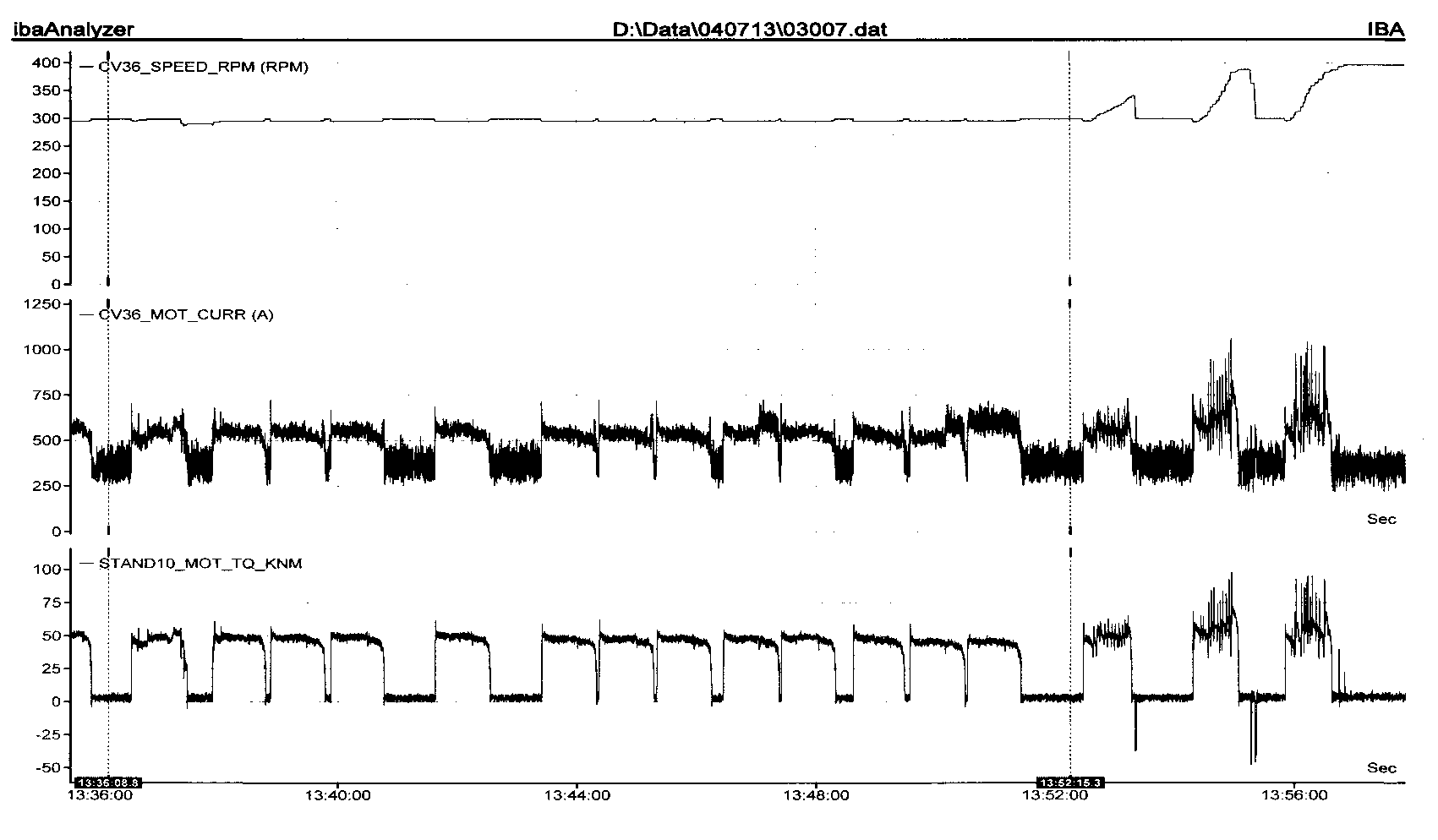
Малюнок 3.1– Параметри прокатки штаби з розмірами перетину 3,7 1250.
На мал. 3.1 в якості зразку приведені отримані при проведенні експериментальних досліджень дані про основні параметри роботи приводних двигунів чистових клітей. Приведені дані відповідають прокатці на БШС 1680 штаб зі сталі 1пс із розмірами перетину 3,7 1250мм (плавка №0142452) із застосуванням традиційного швидкісного режиму деформації і режиму, що передбачає збільшення швидкості прокатки по довжині штаби.
При проведенні досліджень основна частка штаб кожної дослідженої плавки прокатувалася з постійної по довжині штаби швидкістю прокатки в кожній чистовій кліті, а 2 - 3 останні штаби прокатувались із прискоренням.
Для приводних двигунів постійного струму чистових клітей №5 і №6 потужність на валу розраховувалася по формулі
 ;
(3.1)
;
(3.1)
де Iдв, Uдв - струм і напруга якоря;
 -
к.п.д. двигуна.
-
к.п.д. двигуна.
У цьому випадку величина моменту на валу двигуна визначалася із виразу
 (3.2)
(3.2)
де nдв - число обертів якоря двигуна, об/мин.
Для приводних двигунів змінного струму клітей №7-№10 потужність двигуна розраховувалася по відомій величині моменту на валу двигуна із умови (3.2).
Отримані експериментальні значення потужності і моментів, що розвиваються приводними двигунами, використовувалися для розрахунку крутящих моментів, що підводяться до валків, і зусиль прокатки. При цьому використовувалися відомі методики.
3.2 Деформаційні параметри
Отримані дані про режими деформації при прокатці штаб дослідних плавок і їх аналіз показали наступне.
Зафіксовані режими деформації при прокатці штаб дослідних плавок в клітях чистової групи відповідають існуючим на БШС 1680 і відзначені при проведенні раніших досліджень прямої прокатки з використанням подвійних слябів.
Відмічені при виконанні даної роботи режимах обтиску передбачає зниження абсолютних деформацій від кліті №5 до кліті №10, при цьому залежно від величини обтиску в кліті №5 відносні деформації в лінії чистових клітей змінюються загалом по двох схемах:
знижуються від кліті №5 до кліті №10 подібно абсолютним обтискам;
приблизно однакові в клітях №5 і №6 або дещо більше до кліті №6 із подальшим монотонним зменшенням в наступних клітях.
Вказане є суттєво важливим з погляду оцінки навантажень, діючих в лініях приводу валків робочих клітей, про що мовитиметься нижче.
Прокатка штаб дослідних плавок товщиною 3,0 - 3,7мм велася із використанням лише зливків типів 1Б і 2Б при товщині підкату, що змінюється у вузьких межах (28,2 - 29,0мм), при цьому величини абсолютних обтисків в чистових клітях складали*:
Кліті |
|
№5 |
№6 |
№7 |
№8 |
№9 |
№10 |
|
|
|
|
|
|
|
|
Абсолютні обтиски, мм |
|
11,2-13,2 9,7-13,0 |
6,1-7,1 6,0-7,3 |
3,7-3,8 3,4-3,9 |
1,7-1,9 2,0-2,2 |
0,99-1,11 1,05-1,23 |
0,41-0,44 0,45-0,67 |
Із приведених даних виходить, що у всіх клітях, крім кліті №5, величини обтиску змінювалися в невеликих межах в зв'язку з тим, що діапазон товщини прокатуємих дослідних штаб, що становить 3,0 3,7мм, також був невеликий. Умовами, що обмежують розширення дослідженого діапазону товщин штаб при прокатці із прискоренням, являється:
для штаб товщиною менш 2,5мм - посилення впливу негативних факторів при прокатці штаб із подвійних слябів у відсутності спроможності підвищення швидкості прокатки вище 9,2м/с;
для штаб товщиною 4,0мм і вище - збільшення температури кінця прокатки понад величини, регламентованої технологічною інструкцією.
В межах кожної дослідної плавки розподіл обтиску по клітях чистової групи при прокатці із застосуванням традиційної технології і із прискоренням практично однакові або розрізняються дуже трохи.
Із приведеного виходить, що при аналізі впливу прокатки із прискоренням на енергосилові параметри процесу і їх зміну в порівнянні з традиційною технологією вживані режими обтиску для більшості дослідних плавок можна вважати практично однаковими.