

Л.5 Проведение узк стыков электроконтактной сварки рельсов при их эксплуатации в пути
Л.5.1 УЗК стыков электроконтактной сварки рельсов проводят эхо-методом ПЭП 121-2,5-50 при условной чувствительности 24 дБ.
Л.5.2 Контроль сварных стыков рельсов в пути выполняют с двух сторон стыка в последовательности (рисунок Л.1):
а) контроль головки с поверхности катания рельса (рисунок Л.1, а);
б) контроль головки с боковых поверхностей рельса (рисунок Л.1, б);
в) контроль шейки с боковых поверхностей рельса (рисунок Л.1, в);
г) контроль перьев подошвы сверху рельса (рисунок Л.1, г);
д) контроль шейки и участка подошвы под шейкой с поверхности катания рельса (рисунок Л.1, д).
Л.5.3 При контроле любой зоны сварного стыка признаками обнаружения дефектов является появление на экране дефектоскопа эхо-сигнала, превышающего уровень срабатывания АСД и перемещающегося по экрану при поперечном перемещении ПЭП.
Л.5.4 При обнаружении дефекта зарегистрировать его глубину залегания, коэффициент выявляемости и его условные ширину и протяженность в Рабочем журнале.
а)
|
б)
|
в)
|
г)
|
д)
|
|
Рисунок Л.1, а,б,в,г,д - Схема прозвучивания сварного стыка рельса (штриховкой выделены зоны сварного стыка, озвучиваемые при выполнении соответствующей операции УЗК) |
|
Л.6 Проведение узк стыков алюмино-термитной сварки рельсов при их эксплуатации в пути
Л.6.1 УЗК сварных стыков, не подвергавшихся приемочному контролю, в условиях эксплуатации при наличии болтовых отверстий на расстоянии менее 330 мм от торцов рельсов, выполняют со снятием накладок в последовательности:
Л.6.1.1 Контроль в области головки и шейки эхо-методом с поверхности катания рельса, РС ПЭП П112-2,5 при эквивалентной чувствительности 20 дБ (рисунок Л.2).
Рисунок Л.2 Контроль сварного стыка рельса в области головки и шейки
Л.6.1.1.1 Признаком обнаружения дефекта является возникновение в зоне контроля эхо-сигнала, превышающего уровень срабатывания АСД (кроме эхо-сигнала от подошвы рельса, 180 мм).
Л.6.1.1.2 При обнаружении дефекта зарегистрировать его глубину залегания, коэффициент выявляемости и условную протяженность в Рабочем журнале.
Л.6.1.2 Контроль в области головки с поверхности катания и с боковых поверхностей рельса, а также шейки с поверхности катания головки эхо-методом, ПЭП П121-2,5-45 при условной чувствительности 18 дБ (рисунок Л.3, а, б, в).
Л.6.1.2.1 Признаком обнаружения дефектов является возникновение на экране дефектоскопа эхо-сигнала, превышающего уровень срабатывания АСД и перемещающегося по экрану при поперечном сканировании ПЭП.
 Рисунок Л.3, а
- Контроль
головки рельса с боковых поверхностей
Рисунок Л.3, а
- Контроль
головки рельса с боковых поверхностей
 Рисуно
Л.3, б -
Контроль головки рельса с поверхности
катания
Рисуно
Л.3, б -
Контроль головки рельса с поверхности
катания
 Рисунок Л.3, в
- Контроль шейки рельса с поверхности
катания
Рисунок Л.3, в
- Контроль шейки рельса с поверхности
катания
Л.6.1.2.2 При обнаружении дефекта зарегистрировать его глубину залегания, коэффициент выявляемости и условную протяженность в Рабочем журнале.
Л.6.1.3 Контроль сварного стыка эхо-методом при перемещении ПЭП П121-2,5-70 по всему (кроме нижней поверхности подошвы) периметру
рельса при условной чувствительности 16 дБ (рисунок Л.4, а,б,в,г).
Рисунок Л.4, а - Контроль головки рельса с боковых поверхностей

Рисунок Л.4, б - Контроль головки рельса с поверхности катания
Рисунок Л.4, в- Контроль шейки рельса с боковых поверхностей
 Рисунок Л.4, г
- Контроль
перьев подошвы сверху
Рисунок Л.4, г
- Контроль
перьев подошвы сверху
Примечание - При наличии болтовых отверстий на расстоянии менее 115 мм от торца сваренных рельсов зона сварного стыка, расположенная напротив отверстия, оказывается проконтролированной только прямым лучом.
Л.6.1.3.1 Признаком обнаружения дефектов является возникновение на экране дефектоскопа эхо-сигнала, превышающего уровень срабатывания АСД и перемещающегося по экрану при поперечном перемещении ПЭП.
Л.6.1.3.2 При обнаружении дефекта зарегистрировать его глубину залегания, коэффициент выявляемости и условную протяженность в Рабочем журнале.
При контроле стыка в области перьев подошвы и шейки с боковых поверхностей глубину расположения дефекта не измеряют.
Л.6.1.4 Контроль сварного стыка зеркальным методом в области головки при сканировании ПЭП П121-2,5-45 по боковым поверхностям головки при эквивалентной чувствительности 18 дБ (рисунок Л.5).
Примечание - Для соблюдения параметров сканирования рекомендуется использовать сканирующее устройство
Л.6.1.4.1 Признаком обнаружения дефекта является возникновение в средней части развертки на экране дефектоскопа зеркально отраженного от дефекта сигнала, временное положение которого на экране дефектоскопа при сканировании не меняется.
Л.6.1.4.2 При обнаружении дефекта следует измерить максимальную амплитуду зеркально отраженного сигнала и записать коэффициент выявляемости дефекта относительно опорного сигнала и условную ширину дефекта в Рабочий журнал.
Рисунок Л.5 - Контроль головки рельса зеркальным методом
Л.6.2 УЗК сварных стыков при отсутствии болтовых отверстий на расстоянии менее 330 мм от торцов рельсов, находящихся в эксплуатации, но не подвергавшихся приемочному контролю, проводят в последовательности:
Л.6.2.1 Контроль в области головки и шейки эхо-методом с поверхности катания рельса, РС ПЭП П112-2,5 при эквивалентной чувствительности 20 дБ (рисунок Л.6).
Л.6.2.1.1 Признаком обнаружения дефектов является возникновение в зоне контроля эхо-сигнала, превышающего уровень срабатывания АСД (кроме эхо-сигнала от подошвы рельса, 180 мм).
Л.6.2.1.2 При обнаружении дефекта зарегистрировать его глубину залегания, коэффициент выявляемости и условную протяженность в Рабочем журнале;
Рисунок Л.6 - Контроль сварного стыка рельса в области головки и шейки
Л.6.2.2 Контроль в области головки с поверхности катания и с боковых поверхностей рельса, а также шейки с поверхности катания головки эхо-методом, ПЭП П121-2,5-45 при условной чувствительности 18 дБ (рисунок Л.7, а,б,в).
 Рисунок Л.7, а
- Контроль
головки рельса с боковых поверхностей
Рисунок Л.7, а
- Контроль
головки рельса с боковых поверхностей
Л.6.2.2.1 Признаком обнаружения дефектов является возникновение на экране дефектоскопа эхо-сигнала, превышающего уровень срабатывания АСД и перемещающегося по экрану при поперечном сканировании ПЭП.
 Рисунок Л.7, б
- Контроль
головки рельса с поверхности катания
Рисунок Л.7, б
- Контроль
головки рельса с поверхности катания
Рисунок Л.7, в - Контроль шейки рельса с поверхности катания головки
Л.6.2.2.2 При обнаружении дефекта зарегистрировать его глубину залегания, коэффициент выявляемости и условную протяженность в Рабочем журнале.
Л.6.2.3 Контроль сварного стыка эхо-методом при перемещении ПЭП П121-2,5-70 по всему (кроме нижней поверхности подошвы) периметру рельса при условной чувствительности 16 дБ (рисунок Л.8, а,б,в г).
Л.6.2.3.1 Признаком обнаружения дефектов является возникновение на экране дефектоскопа эхо-сигнала, превышающего уровень срабатывания АСД и перемещающегося по экрану при поперечном перемещении ПЭП.
Л.6.2.3.2 При обнаружении дефекта зарегистрировать его глубину залегания, коэффициент выявляемости и условную протяженность в Рабочем журнале.
При контроле стыка в области перьев подошвы и шейки с боковых поверхностей глубину расположения дефекта не измеряют.
Рисунок Л.8, а - Контроль головки рельса с боковых поверхностей
Рисунок Л.8, б- Контроль головки рельса с поверхности катания
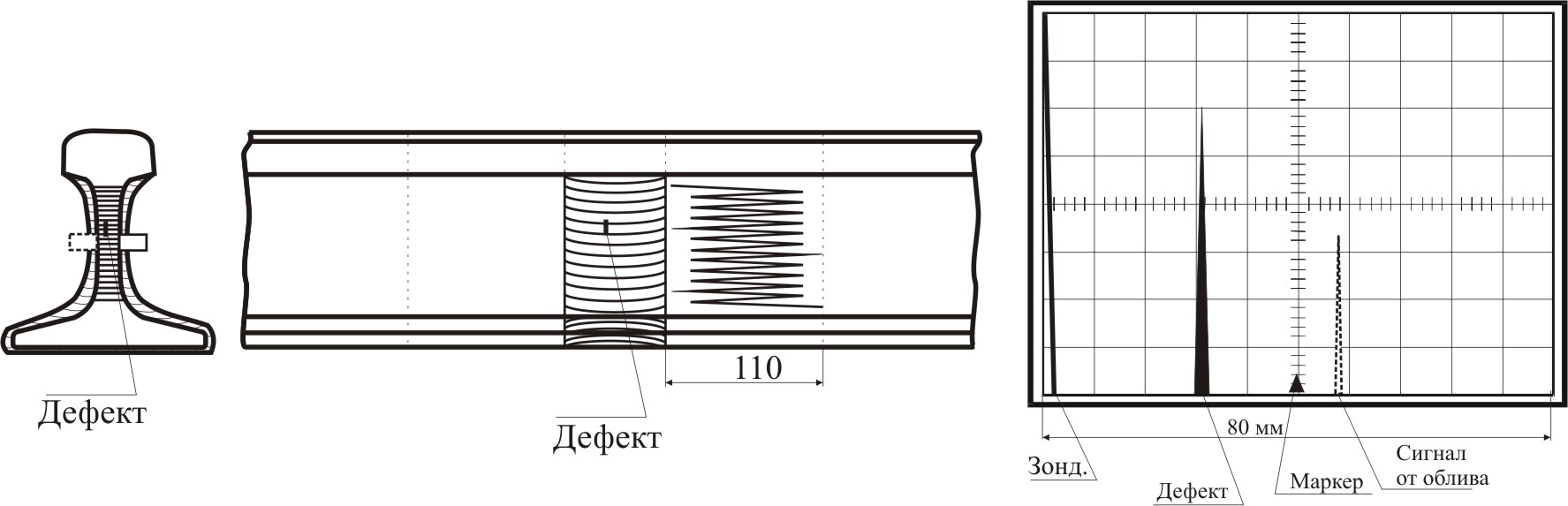
Рисунок Л.8, в - Контроль шейки рельса с боковых поверхностей
 Рисунок Л.8, г
- Контроль
перьев подошвы сверху
Рисунок Л.8, г
- Контроль
перьев подошвы сверху
Л.6.2.4 Контроль сварного стыка зеркальным методом в области головки при сканировании ПЭП П121-2,5-45 по боковым поверхностям головки при эквивалентной чувствительности 18 дБ (рисунок Л.9).
Рисунок Л.9 - Контроль головки рельса зеркальным методом
Примечание - Для соблюдения параметров сканирования рекомендуется использовать сканирующее устройство
Л.6.2.4.1 Признаком обнаружения дефекта является возникновение в средней части развертки на экране дефектоскопа зеркально отраженного от дефекта сигнала, временное положение которого на экране дефектоскопа при сканировании не меняется.
Л.6.2.4.2 При обнаружении дефекта следует измерить максимальную амплитуду зеркально отраженного сигнала и записать коэффициент выявляемости дефекта относительно опорного сигнала и условную ширину дефекта в Рабочий журнал;
Л.6.2.5 Контроль сварного стыка зеркальным методом в области шейки при сканировании ПЭП П121-2,5-45 по поверхности катания головки при эквивалентной чувствительности 18 дБ (рисунок Л.10).
Примечание - Для соблюдения параметров сканирования рекомендуется использовать сканирующее устройство
 Рисунок Л.10 -
Контроль сварного стыка в шейке и
продолжении его в
Рисунок Л.10 -
Контроль сварного стыка в шейке и
продолжении его в
подошву рельса зеркальным методом
Л.6.2.5.1 Признаком обнаружения дефекта является возникновение в средней части развертки на экране дефектоскопа зеркально отраженного от дефекта сигнала, временное положение которого на экране дефектоскопа при сканировании не меняется.
Л.6.2.5.2 При обнаружении дефекта зарегистрировать его глубину залегания, коэффициент выявляемости и условную ширину в Рабочем журнале.
Л.6.3 УЗК стыков алюмино-термитной сварки рельсов, прошедших приемочный контроль после сварки или контроль в пути в соответствии с настоящими «Правилами ультразвукового контроля сварных стыков рельсов, эксплуатируемых в пути», в условиях эксплуатации выполняют при сплошном УЗК съемными дефектоскопами с регистраторами.
Л.6.4 При проведении сплошного УЗК, в случае появления эхо-сигналов от возможных дефектов в какой-либо зоне сварного стыка, необходимо провести ручной УЗК данной зоны в соответствии с п.Л.6.1 или п.Л.6.2 настоящих «Правил ультразвукового контроля сварных стыков рельсов, эксплуатируемых в пути». При этом, для УЗК шейки или подошвы рельса накладку необходимо снять.
Л.6.5 При обнаружении ОДР:
а) руководитель бригады операторов, осуществлявших УЗК, заполняет уведомление установленной формы. Контроль замены ОДР осуществляет начальник (мастер) участка диагностики пути и диспетчер ПЧ;
б) при обнаружении излома рельса, кроме выдачи предупреждения на ограничение скорости движения поездов, сопровождающим (дорожным мастером или бригадиром пути) и руководитель бригады операторов обязан принять меры по ограждению опасного места до прибытия ремонтной бригады.
Л.6.6 Маркировка обнаруженных ОДР и ДР, а также порядок пропуска поездов по ним осуществляется в соответствии с НТД /ЦП-3-93.
Л.6.7 После завершения УЗК оператор обязан:
а) доложить начальнику (мастеру) участка диагностики пути или работнику, назначенному дежурным по ПЧ, о проделанной работе, обнаруженных ДР и ОДР, а также других замечаниях по проверенному участку пути. При несоблюдении графика контроля указать причины;
б) уточнить у начальника (мастера) участка диагностики пути задание на следующий рабочий день.
Л.6 Оформление результатов контроля
Л.6.1 Результаты УЗК каждого дефектного сварного стыка заносят в Рабочий журнал установленной формы и отображают в Картах дефектного стыка.
Л.6.2 Рельсы со стыками, сваренными электроконтактным способом, в которых обнаружены дефекты, относят к ОДР, подлежащим замене. Маркировка таких рельсов и порядок пропуска по ним поездов осуществляется в соответствии с НТД /ЦП-3-93.
Л.6.3 Рельсы со стыками, сваренными алюмино-термитным способом, в которых на каком-либо этапе контроля обнаружены дефекты, заменяют в установленном порядке.
Л.7 Требования безопасности
Л.7.1 При работе в пути оператора, выполняющего УЗК сварных стыков, сопровождает сигналист(ы), а также дорожный мастер или бригадир пути, который перед началом работы должен обеспечить:
а) проведение необходимого инструктажа по охране труда с обязательным разъяснением маршрута и порядка следования к месту проведения работ;
б) ограждение оператора дефектоскопа во время работ по контролю рельсов в пути.
Л.7.2 Сигналист(ы) ведет наблюдение за приближением поездов и предупреждает о них дорожного мастера или бригадира пути.
Л.7.3 На закрытом для движения поездов перегоне работа может производиться без сигналистов.
Л.7.4 Рядом с оператором, выполняющим УЗК сварных стыков, должен находиться дорожный мастер или бригадир пути, в обязанности которого также входит наблюдение за сигналами, подаваемыми сигналистами и предупреждение оператора о приближении поезда, а также помощь оператору при снятии и установке дефектоскопа с пути и на путь.
Л.7.5 Размещение, хранение, транспортирование и использование контактирующей жидкости и ветоши должно проводиться с соблюдением требований защиты от пожаров по ГОСТ 12.1.004-91.