

1.1.3. Вимірювання геометричних параметрів різця.
Для визначення геометричних параметрів різців використовують:
штангенциркуль або лінійку для вимірювання перетину державки, універсальний і настільний кутоміри для вимірювання кутів.
Кути в плані вимірюють універсальним кутоміром (рис. 1.5), точність виміру якого становить 2'.
При вимірюванні кута φ планку 1 кутоміра прикладають до різальної кромки, а планку 3 - до бічної сторони різця 2. Покази на шкалі кутоміра дають значення кута <р. Подібним чином вимірюють кут ер і. Кут при вершині в плані визначають з рівняння:
![]()
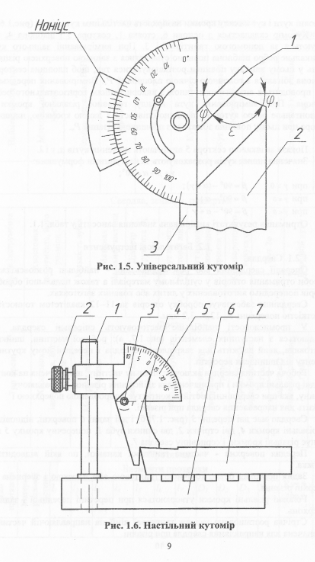
Головні кути і кут нахилу кромки вимірюють настільним кутоміром (рис.1.6).
Кутомір складається з основи 6, стояка 1, сектора 5 і шаблона 4, що фіксуються за допомогою гвинтів 2 і 3. При вимірюванні заднього кута вертикальне ребро шаблона повинно суміщатися з задньою поверхнею різця 7. Різець у цьому випадку повинен розташовуватися так, щоб площина сектора і шаблона збігалася з головною січною площиною Рт. Вимірювання переднього кута проводиться аналогічним чином з використанням горизонтального ребра шаблона. При вимірюванні кута нахилу головної різальної кромки А горизонтальне ребро кутоміру повинно співпасти з даною кромкою, площина сектора при цьому повинна збігатися з площиною різання Р„.
Покази за шкалою сектора 5 визначають значення кутів а, у і А.
Значення інших кутів розраховують за наступними формулами:
Отримані в результаті вимірювань значення заносять у табл. 1.1.

1.2. Багатолезові інструменти
1.2.1. Свердла.
Операції свердління або розсвердлювання - найбільш розповсюджені способи отримання отворів у суцільному матеріалі а також подальшої обробки отворів попередньо виготовлених у литих або кованих заготовках.
Свердління забезпечує обробку отворів за 11—12 квалітетом точності із шорсткістю поверхонь Ra 12,5...3,2 мкм.
У промисловості найбільше застосовують спіральні свердла, що складаються з наступних елементів (рис.1.7, а): робочої частини, шийки і хвостовика, який служить для закріплення свердла і передачі йому крутного моменту від шпинделя верстата.
Робоча частина свердла включає: різальну частину, що заточена на конус, має дві різальні кромки і призначена для здійснення різання; направляючу частину, яка при свердлінні постійно контактує з обробленою поверхнею і служить для направлення свердла при різанні.
Свердло має дві передні 3 (рис. 1.7, б) і дві задні б поверхні, відповідно дві різальні кромки 4, дві стрічки 2, дві спинки зуба 1, поперечну кромку 5 яка з'єднує різальні кромки, і серцевину свердла 7.
Передня поверхня - частина гвинтової канавки, по якій відводиться стружка.
Задня поверхня буває конічною, гвинтовою або плоскою і звернена до поверхні різання.
Головні різальні кромки утворюються при перетині передньої і задньої поверхонь.
Стрічка розташована уздовж гвинтової лінії на направляючій частині і призначена для направляння свердла при різанні.
Геометричні параметри інструментів
Таблиця 1.1
Різці |
|||||||||||||||||||||||||||||||||
Найменування різця |
Матеріал різальної частини |
Розміри державки ВхН |
Передній кут у |
Задній кут а |
Кут загострення р |
Кут нахилу різальної кромки X |
Головний кут у плані ф |
Допоміжний кут у плані Фі |
Кут при вершині у плані є |
||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
Свердла, зенкери, розвертки |
|||||||||||||||||||||||||||||||||
Назва інструмента |
Хвостовик інструмента, його розміри |
Кількість зубів |
Матеріал різальної частини |
Діаметр інструмента Б, мм |
Кут нахилу гвинтової лінії со |
Кут нахилу поперечної кромки у |
Кут зворотнього конуса <рі |
Кут 2ф |
Передній кут у |
Задній кут а |
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
Фрези |
|||||||||||||||||||||||||||||||||
Тип фрези |
Хвостовик інструмента, його розміри |
Матеріал різальної частини |
Діаметр О, мм |
Кількість зубів г |
Кут нахилу гвинтової лінії 0), град. |
Передній кут у торцевій площині У, град. |
Задній кут у торцевій площині а, град. |
Кут загострення у торцевій площині Р, град. |
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
Протяжки |
|||||||||||||||||||||||||||||||||
Тип протяжки |
Матеріал різальної частини |
Елементи протяжки |
Куту, град. |
Кут а, град. |
|||||||||||||||||||||||||||||
її |
І2 |
Із |
и |
І5 |
'б |
І7 |
Д/ |
я* |
Оз |
ъ4 |
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
Свердла мають наступні геометричні параметри: кут при вершині свердла 2<р , кут нахилу гвинтової канавки су, передній кут у, задній кут а, кут нахилу поперечної кромки у/.

Рис. 1.8. Схеми зенкерування: а - обробка наскрізного отвору; б - обробка циліндричної заглибини під головки гвинтів і болтів; в - знімання фасок; г - обробка торцевих поверхонь до бобишок
Розвертання забезпечує обробку отворів за 7-8 квалітетами точності із шорсткістю поверхонь Rа 2,5...0,63 мкм. При розвертанні знімається припуск значно менший, ніж при зенкеруванні. Він дорівнює 0,15...0,5 мм на сторону для чорнових розверток і 0,05...0,15 мм - для чистових.
За конструкцією розвертай і зенкери близькі між собою, однак мають ряд відмінностей.
Зенкер і розвертка складаються з робочої частини, шийки і хвостовика (рис. 1.9,1.10).
Шийка Робоча частина Г~
Хбостобик
Як інструментальні матеріали для виготовлення свердел використовують швидкорізальні сталі марок Р6М5, Р6МЗ, Р9К5 і рідше тверді сплави марок ВК6М, ВК10М, ВК8 і ін. Твердосплавні свердла 2...6 мм виготовляють суцільними, а свердла 0 6...30 мм оснащують твердосплавними пластинами.