

Планування механічних цехів
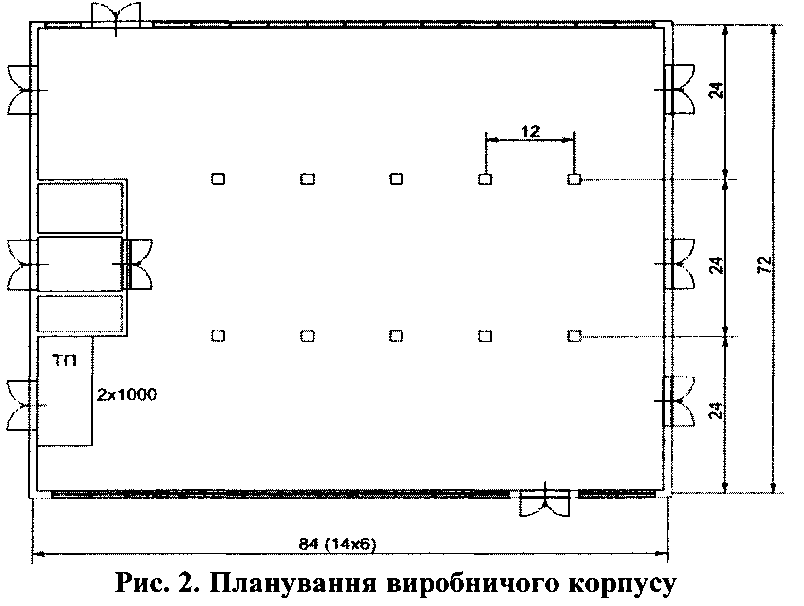
Розглянемо основні засади планування механічних цехів. Перед розробкою компоновочного плану механічного цеху необхідно скласти схему компоновки всього корпусу, на якій має бути показано як взаємне розташування всіх суміжних виробничих цехів та відділень, складів металу і заготовок, так і прибудов для адміністративних і службово-побутових приміщень. Приклад планування виробничого корпусу приведено на рис. 2. При цьому має бути передбачено максимальне блокування цехів та інших служб і приміщень в одній будівлі.
Технологічні потоки в цехах можуть бути спрямовані як уздовж прольотів, так і поперек їх. Технологічні потоки спрямовуються уздовж прольотів в тому випадку, коли в якості технологічного транспорту використовуються мостові опорні крани. У безкранових будівлях потоки можуть бути спрямовані і вздовж, і впоперек прольотів. На основі обраної схеми компонування, знаючи загальну і виробничу площі механічного цеху, а також площі всіх допоміжних відділень, виконується компоновочний план. Всі відділення цеху на плані необхідно розташовувати за ходом виробничого процесу в наступному порядку.
2. Уздовж складу або складських майданчиків поперек прольотів ц влаштовується проїзд шириною від 4 м і більше, залежно застосовуваних транспортних засобів.
Верстатне відділення розташовується на основній площі цеху' значній довжині технологічної лінії влаштовуються поперечні пр завширшки не менше 4 м.
Наприкінці верстатного відділення поперек всіх прольотів влаштовується поперечний проїзд шириною не менше 4 м залежн застосовуваних засобів транспорту.
Допоміжні відділення механічного цеху, як правило, по розташовуватися у виробничій частині будівлі або вздовж зовнішніх або в планувальних вставках шириною 6 м і більше.
На рис. З наведено фрагмент плану інструментального ц позначенням дільниць та обладнання, допоміжних та адміністра- приміщень.
СП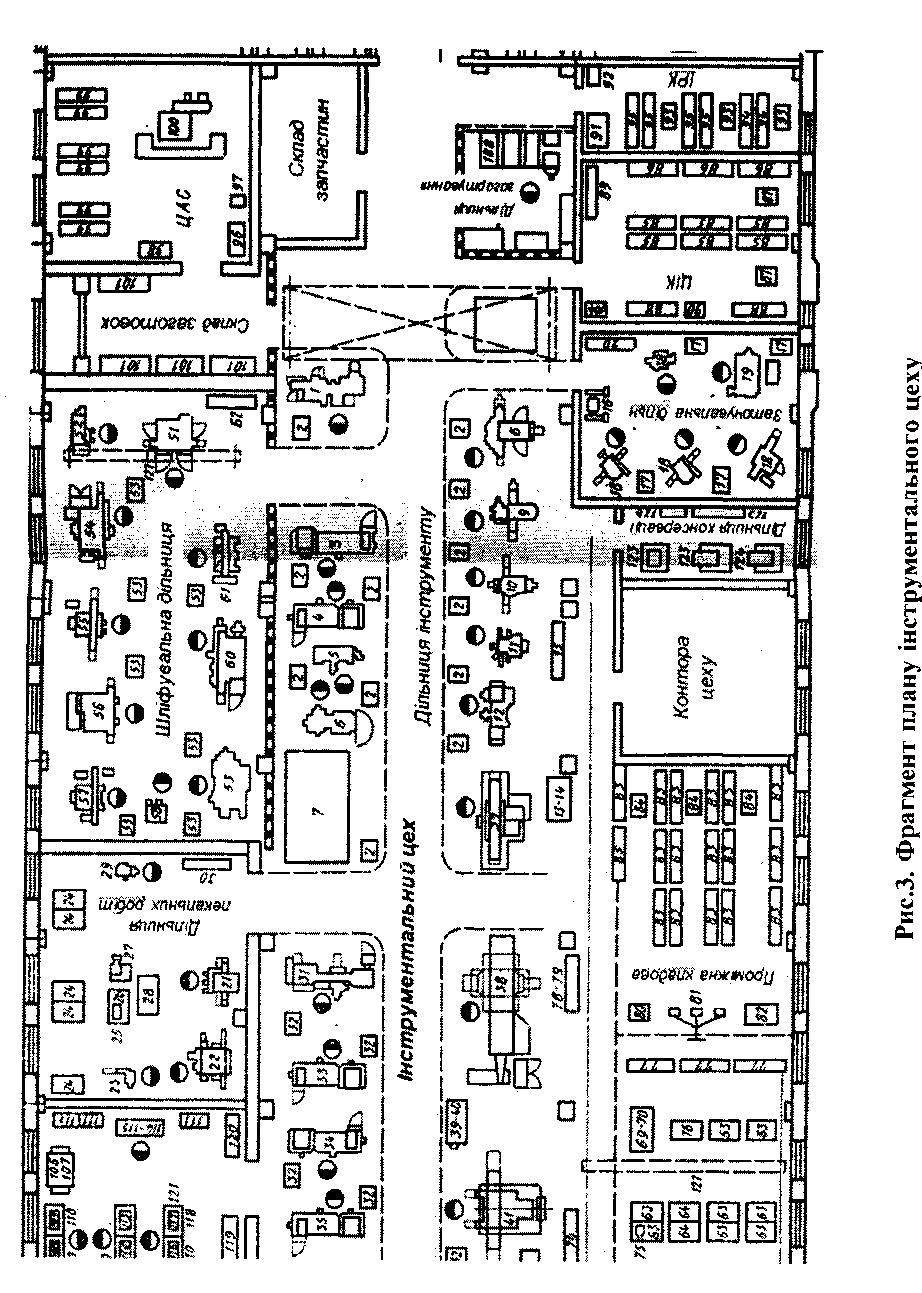
Умовні позначення до рис.4
- склад заготовок:
а) для тумб і станин;
б) для колонок і кареток;
в) для шліфувальних бабок;
г) для столів і плит;
д) для корпусів;
е) для мілких деталей;
ж) місце для гідравлічного випробовування станин;
з) місце для зачистки відливків;
і) місце для грунтовки деталей першого і другого прольотів; к) місце для грунтовки деталей третього і четвертого прольотів.
- склад мастила.
- відділення полірування.
- склад металу.
- місце для слюсарних бригад.
- місця технічного контролю.
- проміжний склад.
- інструментально - роздавальний склад.
- ремонтне відділення.
- місце майстра.
- склад корпусних деталей і фарбувальна дільниця.
- верстаки для складання редуктора та інших вузлів.
- столи для складання передніх та задніх бабок.
- місця для складання столів верстату.
- рольганг для складання тумб.
- верстаки для складання циліндрів.
- столи для складання вузлів шліфувальних бабок.
- конвеєр для складання шліфувальних бабок.
- конвеєр для складання кареток.
- столи для складання вузлів кареток, колонок і столів.
- конвеєр для складання колонок і столів.
- конвеєр для загального складання верстатів.
- інструментально - роздавальний склад складального цеху
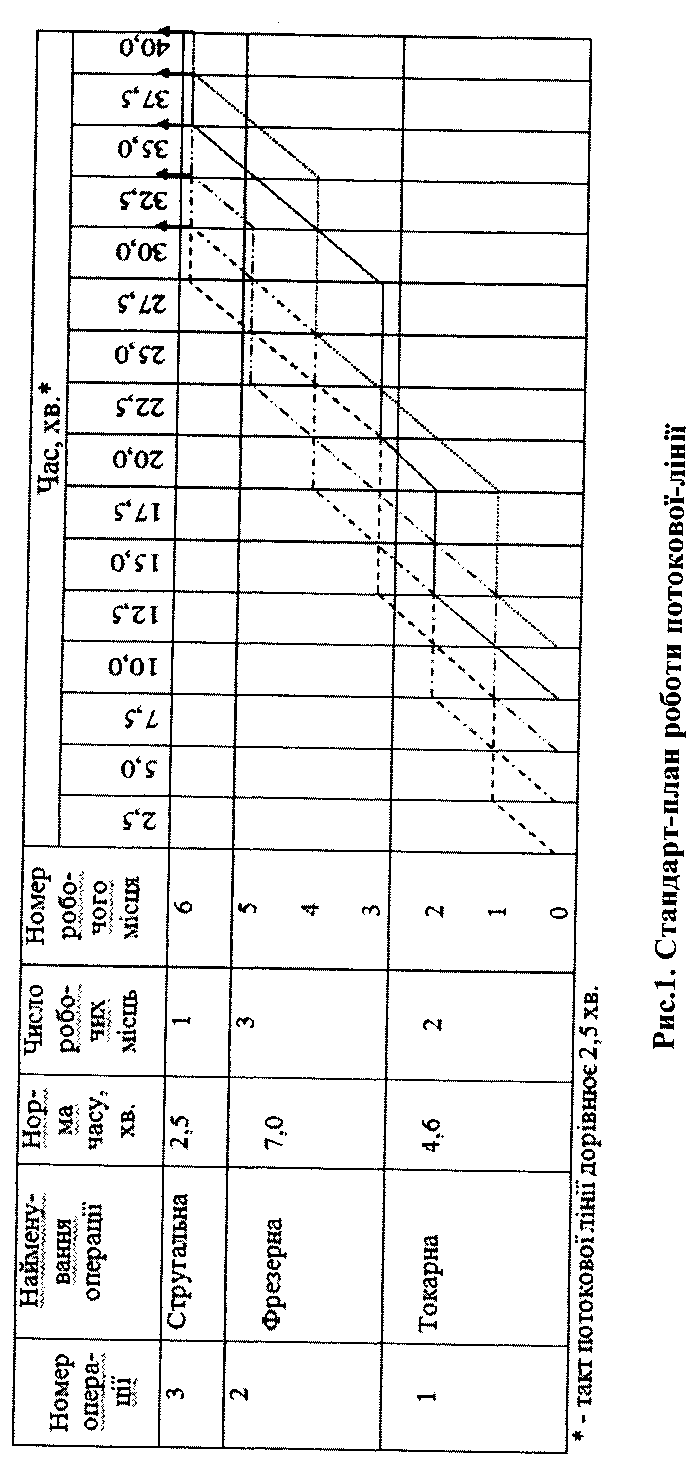
ПЛАНУВАННЯ ДІЛЬНИЦЬ ТА ПОТОКОВИХ ЛІНІЙ
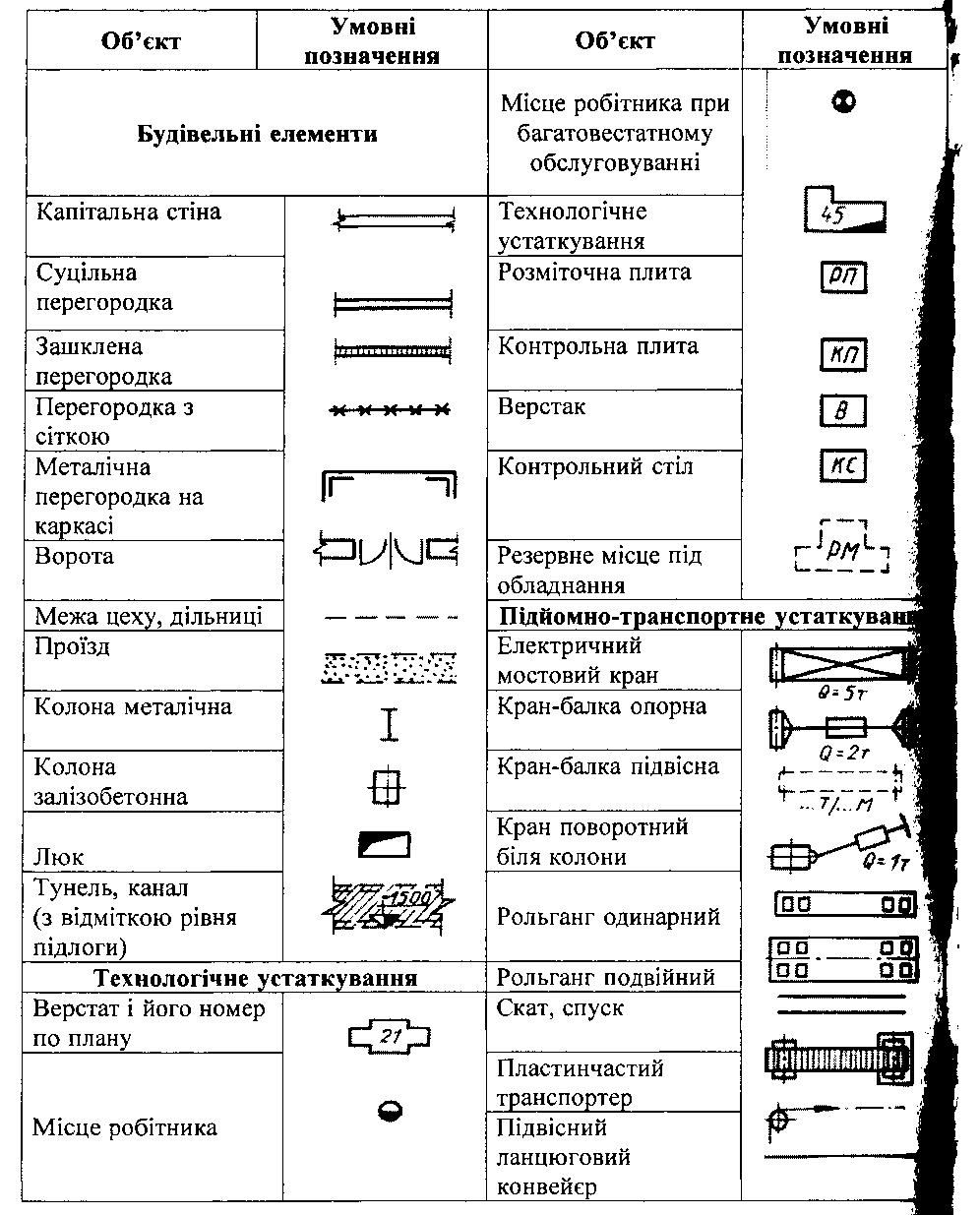
конвеєри, монорельси, підйомники тощо. При складанні пл використовуються умовні позначення (табл. 1).
Обладнання на плані зображають умовним контуром, розміри якого приймаються по каталогах. Усередині контуру вказують номер обладнання за специфікацією до плану.
Специфікацію обладнання допускається розміщувати на кресленні плану. Кожна одиниця обладнання повинна мати свій номер, у специфікації допустимо об'єднувати в одній стрічці кілька верстатів одного типу та моделі, що стоять поруч. План виконується в масштабі 1:100 (в курсовому проекті допускається 1:50) з дотриманням мінімальних відстаней між верстатами і будівельними елементами.
Основним принципом при складанні плану розташування устаткування в цеху є забезпечення прямоточності руху деталей у процесі їх обробки відповідно до технологічного процесу, а також встановлення оптимальних відстаней між обладнанням і між обладнанням та колонами або стінами.
Таблиця
1 - Умовні позначення на плані дільниці
або потокової лі
Таблиця
2 - Мінімальні відстані між верстатами
і елементами конструкції будівлі
Опис
Відстань,
мм
для
малих верстатів з габаритами 1800x800
мм
для
середніх верстатів з габаритами до
4000x2000 мм
для
крупних верстатів з габаритами до
8000x4000 мм
Між
верстатами вдовж лінії їх розташування
700
900
1500
Між
верстатами при їх встановленні один
до одного задніми сторонами
700
900
1200
Між
задньою або боковою стороною верстата
і стіною чи колоною
700
900
900
Між
передньою стороною верстата і стіною
чи колоною
1300
1500
2000
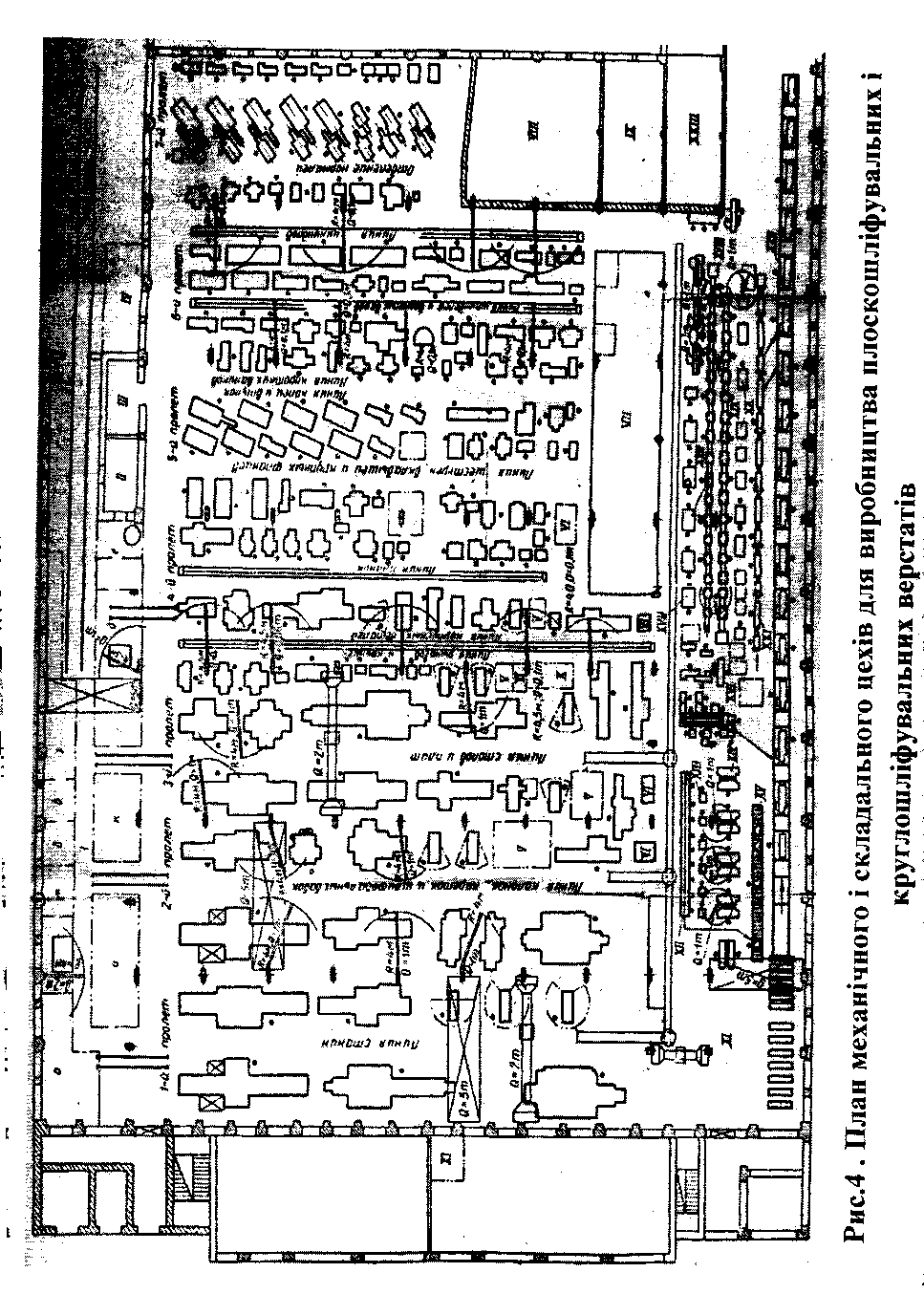
У механообробних цехах рекомендується застосовувати сітки ксіде 18x6 і 24x6м або 18x12 і 24x12 м, де 18 і 24 - ширина прольоту (м), а 6 і крок колон (м). Потокова лінія або дільниця механічної обробкиЛ правило, розташовується уздовж прольоту, при цьому устаткування бути розміщено в один, два або більше рядів.
Деякі можливі варіанти розташування верстатів у прольоті наведеіІ рис. 4. і
При виборі ширини прольотів між рядами верстатів необх^^ враховувати наступне.
1. Відстані враховуються від зовнішніх габаритів верстатів, J включають крайні положення рухомих частин, дверцят, що відкривают| і постійних огорож верстатів.
Ширина проїздів при транспортуванні електронавантажувач встановлюється з урахуванням можливості їх повороту на 90°.
Рекомендується застосовувати односторонній рух у проїзд® двосторонній рух допускається тільки при обгрунтуванні ЙСІЬ необхідності.
т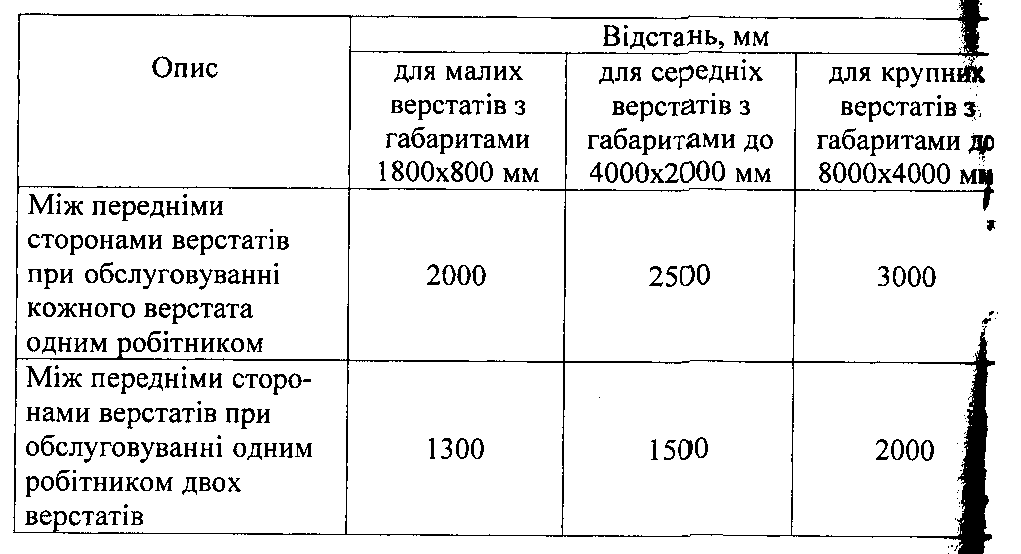
Рис.
4. Розташування верстатів у прольоті:
а) в
три ряди з двома поздовжніми проходами;
б) в
три ряди з одним подовжнім і трьома
поперечними проходами;
в) в
чотири ряди з двома поздовжніми проходами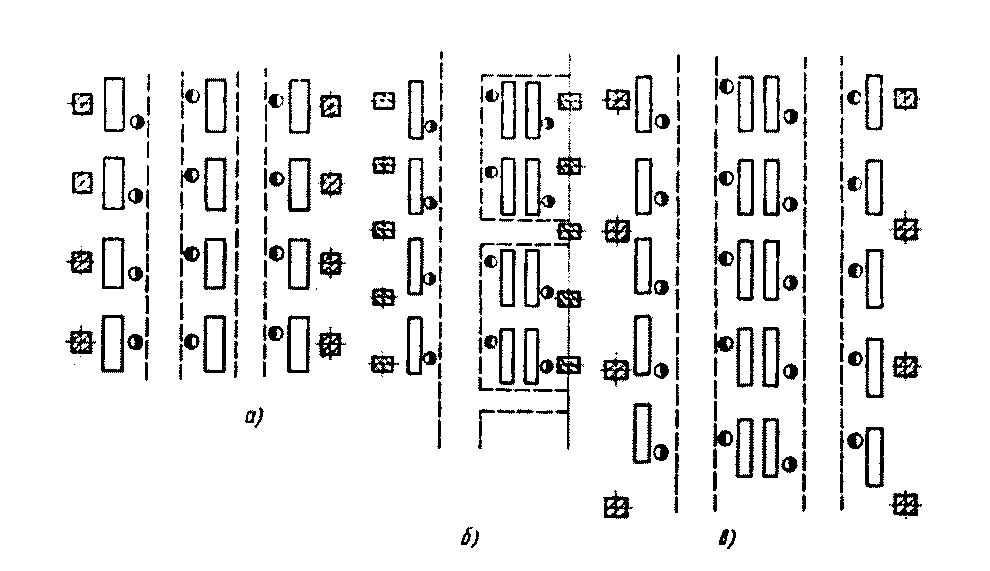
За типами обладнання верстати розташовуються лише в невеликих цехах одиничного і дрібносерійного виробництва при малих масах і габаритах оброблюваних деталей, а також для обробки окремих деталей у серійному виробництві. У цих випадках створюються дільниці однорідних верстатів: токарних, свердлильних, фрезерних, шліфувальних і т. д. Подібні дільниці повинні розташовуватися в цеху у відповідності з послідовністю обробки більшості типових деталей. При розміщенні верстатів їх слід розподіляти на групи залежно від маси деталей. При масі деталей більше 5т верстати розташовують в прольотах, обладнаних мостовими кранами.
За ходом технологічного процесу розміщують верстати в цехах масового та серійного виробництва. У перемінно-потокових та групових лініях верстати розташовують у порядку виконання операцій з виробництва всіх деталей з тим, щоб не було зворотних рухів. Проте окремі деталі можуть оброблятися не на всіх верстатах, тому зигзагоподібний рух деталей на плані інколи допускається.