

4.3. Контроль шероховатости поверхности
ГОСТ 2789-73 определяет шероховатость, как совокупность неровностей поверхностей с относительно малыми шагами на базовой длине.
В соответствии с ГОСТом шероховатость поверхности характеризуется двумя группами параметров, при помощи которых производится количественная оценка микропрофиля в пределах базовой поверхности. К ним относятся параметры:
- высотные:
Ra - среднее арифметическое отклонение профиля, мкм;
Rz- высота неровностей профиля по десяти точкам, мкм;
Rmax- наибольшая высота неровностей профиля, мкм;
- шаговые:
Sm - средний шаг неровностей профиля, мм;
S - средний шаг неровностей профиля по вершинам, мм;
tp - относительная опорная длина профиля.
Значения этих параметров определяются по [3]. Среднее арифметическое отклонение профиля (Rа) - это среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины
![]() (4.3.1)
(4.3.1)
или приближенно:
 (4.3.2)
(4.3.2)
где l - бавовая длина.
Высота неровностей профиля по десяти точкам (Rz)- это сумма средних арифметических абсолютных отклонений точек пяти наибольших максимумов и пяти наименьших минимумов профиля в пределах базовой длины:
 (4.3.3)
(4.3.3)
где Himax - отклонение пяти наибольших максимумов профиля;
Himin - отклонение пяти наибольших минимумов профиля;
Относительная опорная длина профиля tР - это отношение опорной длины профиля к базовой длине:
 (4.3.4.)
(4.3.4.)
Контроль шероховатости поверхности можно производить качественным и количественным методами. Качественный контроль осуществляется с помощью образцов шероховатости (сравнения) или с помощью образцовых деталей. Количественный контроль реализуется с помощью приборов для измерения параметров шероховатости поверхности.
Контроль шероховатости поверхности в цеховых условиях осуществляется путем визуального сравнения с эталоном или на ощупь. Технические требования к образцам шероховатости установлены ГОСТ 9378-75.
Для измерения параметров шероховатости поверхности количественным путем применяются контактные приборы (щуповые) приборы последовательного измерения профиля (профилографы, профилометры, профилографы-профилометры) и бесконтактные оптические приборы одновременного преобразования профиля (микроинтерферометры), приборы светового сечения и растровые измерительные приборы).
5.Методические указания
Для выполнения лабораторной работы выдается в соответствии с вариантом готовая профилограмма обработанной поверхности. Для профилограмм указаны условия записи, т.е. вертикальное и горизонтальное увеличения и базовая длина.
При расчете параметров шероховатости поверхности Rа, R2, Rmax, S, Sm, tp, необходимо учитывать вертикальное и горизонтальное увеличение, а также используемые единицы.
Учитывая вышеизложенные формулы (4.З.1.- 4.3.4):
 (5.1)
(5.1)
 (5.2)
(5.2)
![]() (5.3)
(5.3)
 (5.4)
(5.4)
 (5.5)
(5.5)
(5.6)
где QB - вертикальное увеличение;
Qg - горизонтальное увеличение;
l - базовая длина, мм;
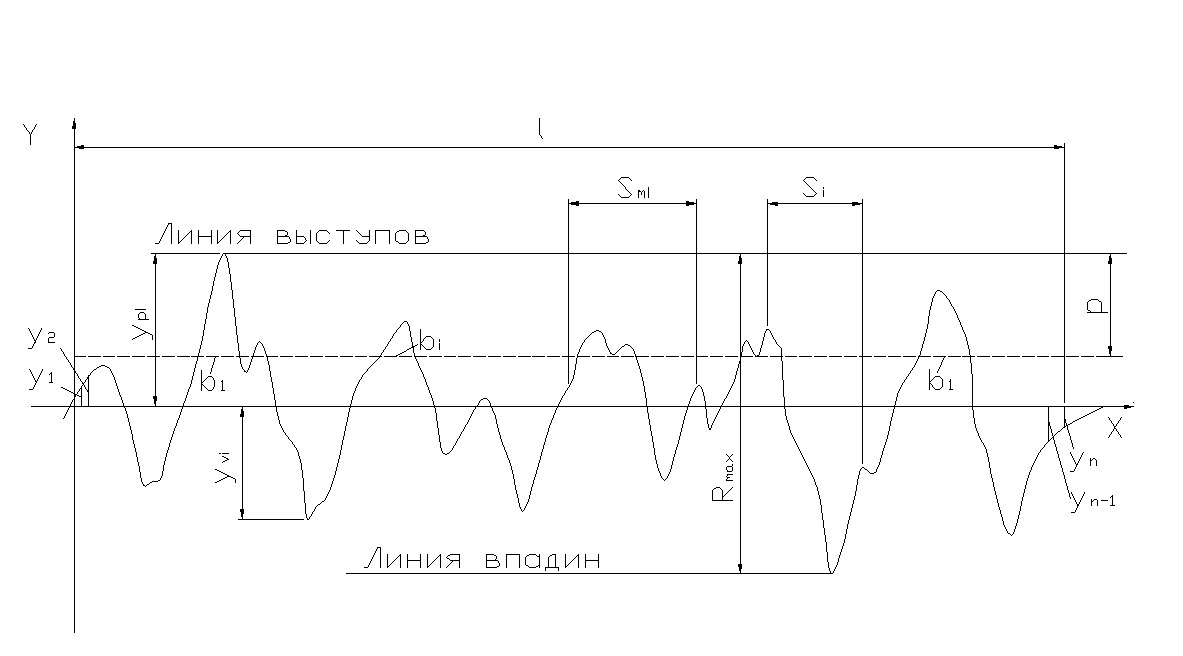
Профилограмма должна быть размечена (см. рис.) карандашом в тонких линиях. Точность измерения - до 0.5 мм.
6. ВАРИАНТЫ ЗАДАНИЯ
Горизонтальное увеличение, Qg
Вертикальное увеличение QB
Базовая длина, l
Базовая длина 1* при расчете по профилограмме определяется из выражения:
1*=l Qg ;
где 1 = 0.8 мм.
7. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
7.1 Размерить профилограмму для определения параметров шероховатости.
7.2 Измерить yi,yPmi, yVmi, Rmax, Smi, Si, bi на профилограмме.
7.3 Провести расчет Rа, Rz, Rmax, Sm, S,tp.
7.4 Определить зависимость шероховатости поверхности от скорости резания и величины подачи.
7.5 Построить графики Rа и Rz, n = ( ) и S =( ).
7.6 Составить отчет.
7.7 Ответить на контрольные вопросы.
8. СОДЕРЖАНИЕ ОТЧЕТА
8.1 Цель работы.
8.2 Основные теоретические сведения.
8.3 Копия профилограммы с разметкой высотных и шаговых параметров.
8.4 Расчеты для определения высотных и шаговых параметров шероховатости по ГОСТ 2789-73.
8.5 Графические зависимости параметров шероховатости от скорости резания.
8.6 Выводы.
9. КОНТРОЛЬНЫЕ ВОПРОСЫ
9.1 Виды отклонений обработанной поверхности по геометрическим признакам.
9.2 Факторы, влияющие на качество обработанной поверхности.
9.3 Что называется шероховатостью поверхности? Виды шероховатости.
9.4 Параметры шероховатости поверхности. Единицы измерения.
9.5 Методика расчета по профилограмме параметров Rа> R2, 1р.
9.6 Как влияют на шероховатость поверхности режимы обработки?
9.7 Виды контроля шероховатости поверхности.
9.8 Средства и методы, применяемые для контроля шероховатости поверхности.