

38. Ротационное формование.
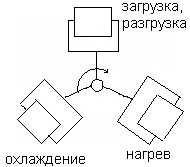
Метод заключается в том, что полая форма, изготавливается из материала с хорошей теплопроводностью, заполняется исходным полимером точно по весу изделия, и она помещается в камеру нагрева, где поддерживается Т = 260 – 400 ºС.
П ри
этом форме придается вращение вокруг
2 – х взаимно перпендикулярных осей. В
процессе нагрева и вращения материал
плавится и размещается равномерным
слоем по внутренней поверхности формы.
После охлаждения изделие извлекается
из формы. Этим методом формуют изделия
с замкнутой полостью (мячи, резервуары,
баки). Для получения изделий могут быть
использованы ПЭВП, ПЭНП, ПП, ПК, ПА,
пластизоли.
ри
этом форме придается вращение вокруг
2 – х взаимно перпендикулярных осей. В
процессе нагрева и вращения материал
плавится и размещается равномерным
слоем по внутренней поверхности формы.
После охлаждения изделие извлекается
из формы. Этим методом формуют изделия
с замкнутой полостью (мячи, резервуары,
баки). Для получения изделий могут быть
использованы ПЭВП, ПЭНП, ПП, ПК, ПА,
пластизоли.
Этот метод относится к некомпрессионным процессам, то есть специально давление не создается. Следовательно, нельзя перерабатывать полимеров, которые формуются при высоком давлении: ПВХ (ж), сверхвысокомолекулярный ПЭ и др.
Исходным сырьем служит порошкообразный материал. Изготавливают сосуды объемом до 50000 л.
Отсутствуют отходы, изменение толщины стенок изделия возможно за счет увеличения или уменьшения объема навески.
Из ПВХ (мягкий) изготавливают изделия от 1 см³ и выше, из ПК, ПЭ – изделия с массой до 50 кг. Можно изготовить изделия со слоистыми стенками, то есть наружный слой сплошной, а внутренний из ППЭ.
Так как метод некомпрессионный, то внутренние напряжения в стенках изделия незначительные, время плавления материала дольше, сем в компрессионном методе. Следовательно, общая продолжительность цикла увеличивается. При формовании изделий применяются формы со скоростью вращения не более 30 об/мин.
Перерабатываются материалы с ПТР = 1,8 – 2 г/10 мин. С ростом ПТР уменьшается устойчивость изделия к растрескиванию под действием внутренних напряжений и уменьшается ударная вязкость.
Н аряду
с полимерными материалами освоено
производство изделий из ε – капролактана
(мономер). В процессе формования происходит
полимеризация.
аряду
с полимерными материалами освоено
производство изделий из ε – капролактана
(мономер). В процессе формования происходит
полимеризация.
Стирольные полимеры. Используются специальные сорта сополимера стирола и бутадиена. При получении таких сополимеров получаются изделия с высокой твердостью, жесткостью и модулем упругости. Особенность: при изготовлении из них изделий в форму необходимо подавать инертный газ, так как надо снизить окислительные процессы.
Из ПА перерабатывают ПА – 11, ПА – 12.
Часто комбинируют ПА и ПЭ, получая 2 – х слойные изделия. Стенки из ПЭ покрывают тонким слоем ПА.
Перерабатываются эфиры целлюлозы (пропионат целлюлозы и ацетобутират целлюлозы). Эти полимеры могут подвергаться металлизации. При переработке эфиров целлюлозы в момент плавления ротационную форму рекомендуется вакуумировать, чтобы удалить выделяющийся из композиции пластификатор. Иногда рекомендуется предварительно осуществить сушку (для всех материалов).
Метод обладает рядом преимуществ по сравнению с другими методами:
Можно легко получать крупногабаритные изделия
Отсутствуют отходы
Можно регулирование толщины стенок изделия при минимальной разнотолщинности их в изделии
Можно армирование полученных изделий металлическими вставками
Изделие получается без значительных внутренних напряжений, и они не требуют дополнительной обработки
Создана 3 – х позиционная установка ротационной машины:
 Возможно
получение изделий длиной 1500 мм и d
= 800 мм.
Возможно
получение изделий длиной 1500 мм и d
= 800 мм.
В зависимости от размера и веса изделия производительность установки от 2 до 12 изделий в час.
Скорости вращения формы по обеим осям меняются от 0,48 до 25 об/мин.