30. Резание материалов с наложением вибраций. Особенности процесса, область применения, технологические возможности процесса
Наложение вибраций на процесс резания позволяет изменить кинематику процесса резания, углы резания, обеспечить снижение потребного усилия на резание (30% и более), улучшить условия работы режущей кромки, что в комплексе дает возможность на обычном оборудовании обработать высокопрочные материалы и сплавы.
Вибрации можно накладывать низкочастотные (до 1000 колебаний/мин), но для повышения эффективности процесса резания наложение вибраций, как правило, носит ударный импульсный характер. Эффективность процесса резания повышается с увеличением ускорения инструмента, что достигается наложением высокочастотных вибраций (ультразвуковых). Низкочастотные колебания используют при точении высокопрочных, вязких сталей с целью дробления сливной стружки. При обработке на универсальных станках, полуавтоматах, автоматах.
|
Ударноимпульсная обработка применяется в основном при обработке очень вязких материалов, например медь, для процессов, в которых используется инструмент с малой величиной заднего угла, те используют для сверления отверстий малых размеров (0,5-3 мм) в высокопрочных материалах, а также нарезания мелких резьб М2-М3. Ультразвуковая обработка использует ультразвуковые колебания инструмента, накладываемые на любой процесс резания. Источником высокочастотных ультразвуковых колебаний является магнитострикционный вибратор. Процесс ультразвуковой обработки может быть размерным и безразмерным. Размерная ультразвуковая обработка применяется в основном с наложением колебаний на типовой режущий инструмент при выполнении токарных операций, сверления отверстий, нарезания резьбы, пластического деформирования поверхности, в том числе ультразвуковое полирование. Для обработки хрупких, твердых материалов (керамика, фарфор). Безразмерная ультрозвуковая обработка применяется для обезжиривания детали и снятия заусенцев на мелких деталях приборов, часов. Детали загружаются в емкость с жидкостью, которой сообщаются ультразвуковые колебания. Работа совершается только за счет явления кавитации (холодное вскипание жидкости).
|
31. Электроэрозионная обработка. Особенности процесса, область применения, технологические возможности процесса.
Основана на электроэрозионном разрушении материала детали при прохождении импульса тока большой силы между инструментом и деталью в среде диэлектрика. Канал разряда представляет собой низкотемпературную плазму, которая разрушает и оплавляет деталь и инструмент. (преимущественно разрушается деталь) В качестве инструмента чаше всего используют медные или графитные электроды. В зависимости от величины выделяемой энергии и частоты следования импульсов процесс можно разделить на 2 самостоятельных процесса:
1. электроимпульсная обработка, 2. электроискровая.
Электроимпульсная: применяется для объемной обработки полостей прессформ, штампов и характеризуется большой величиной выделяемой энергии, 10-100-ни Дж, при малой частоте следования импульсов (10-100-ни Гц).
Материалом для инструмента являются специальные сплавы высокоэррозионные, а также графит, чугун, медь.
Источником энергии является батарея конденсаторов или машинные генераторы.
Диэлектрик: индустриальное масло с керосином или чистое масло

Величина запасаемой энергии определяется емкостью:
![]() ,
u
= 70…380В.
,
u
= 70…380В.
П роцесс
обеспечивает качество обработки
поверхности 5…8кл., которое зависит от
режимов обработки и в 1-ую очередь от
величины выделяемой энергии; чем меньше
энергия, тем выше качество. Точность
14 – 12 квалитет.
роцесс
обеспечивает качество обработки
поверхности 5…8кл., которое зависит от
режимов обработки и в 1-ую очередь от
величины выделяемой энергии; чем меньше
энергия, тем выше качество. Точность
14 – 12 квалитет.
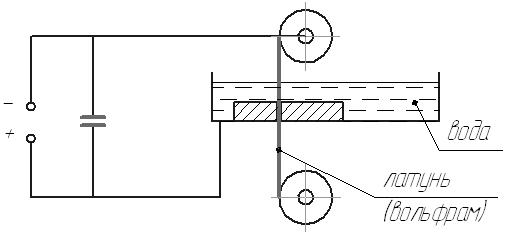
Электроискровая: использует в качестве инструмента латунную или вольфрамовую проволочку, которая в процессе обработки перематывается с катушки на катушку и вырезает профиль детали. Точность обработки по контуру ± 0,02 мм обеспечивается системой ЧПУ. Шероховатость поверхности 6…8 кл. Характеризуется малой величиной выделяемо энергии, но большой частотой следования импульса.
Проволока разового действия. Диаметр проволоки: вольфрамовой – 0,15÷0,2; латунной – 0,3÷0,4.