

7.4.Выявление трц при помощи графов
Деталь можно рассматривать как геометрическую структуру, состоящую из множества поверхностей и связей (размеров) между ними. В процессе изготовления детали ее структура претерпевает изменения.
Поэтому такую структуру целесообразно изучать при помощи графов. Приоритет в области использования методов теории графов для выявления и расчета технологических размерных цепей принадлежит Б. С. Мордвинову.
Неориентированный граф
|
Ориентированный граф
|
Рисунок 7.6 Схемы неориентированного и ориентированного графов. |
|

Если принять поверхности заготовки и детали за вершины, связи между ними (размеры) за ребра, то чертеж детали с конструкторскими и технологическими размерами можно представить в виде двух графов (деревьев).
Дерево с конструкторскими размерами и размерами припусков на обработку называется исходным.
Дерево с технологическими размерами и размерами исходных заготовок называется производным или технологическим.
-
Исходный граф
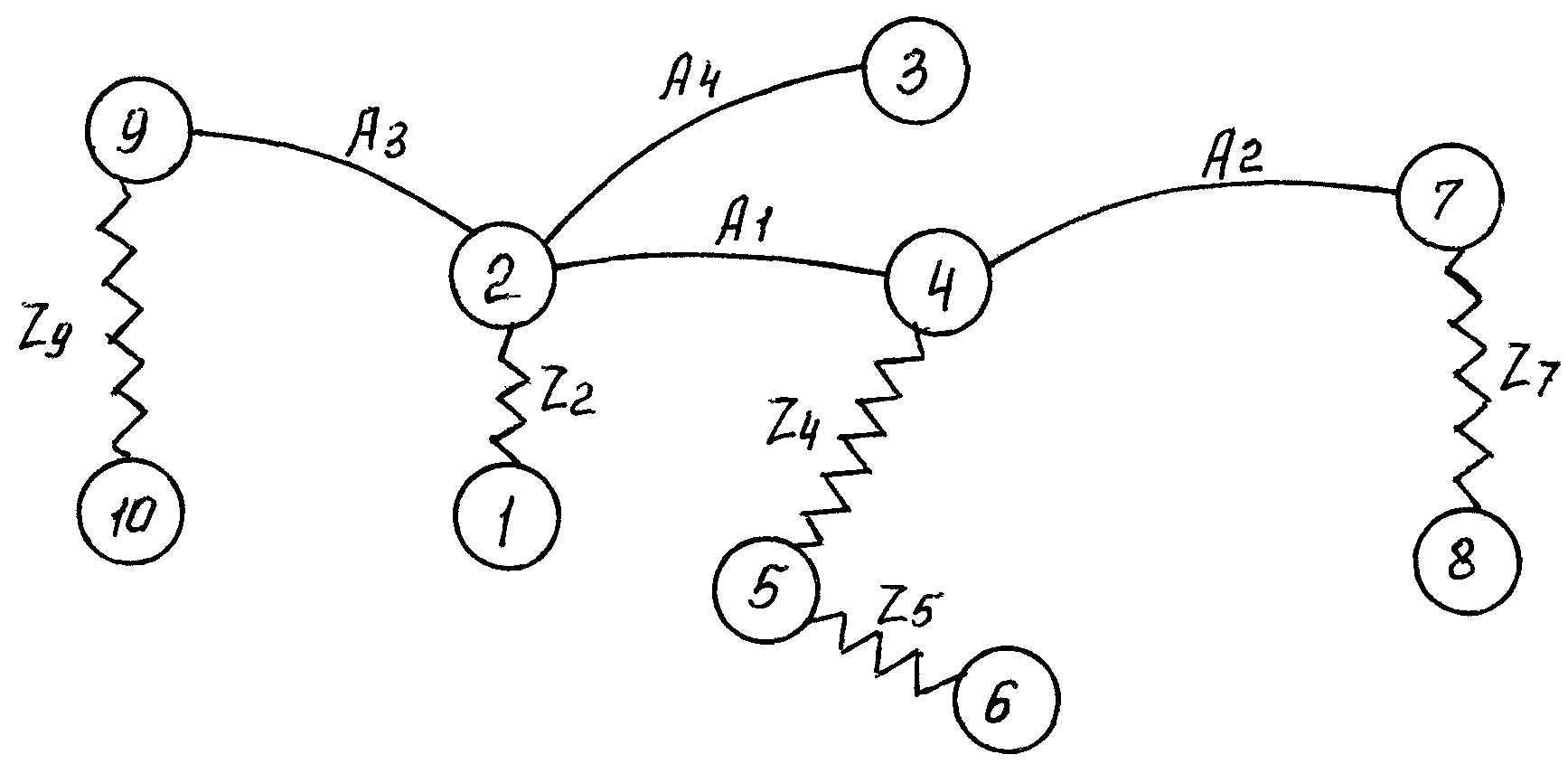
Рисунок 7.7 Схема исходного графа.
-
Производный граф
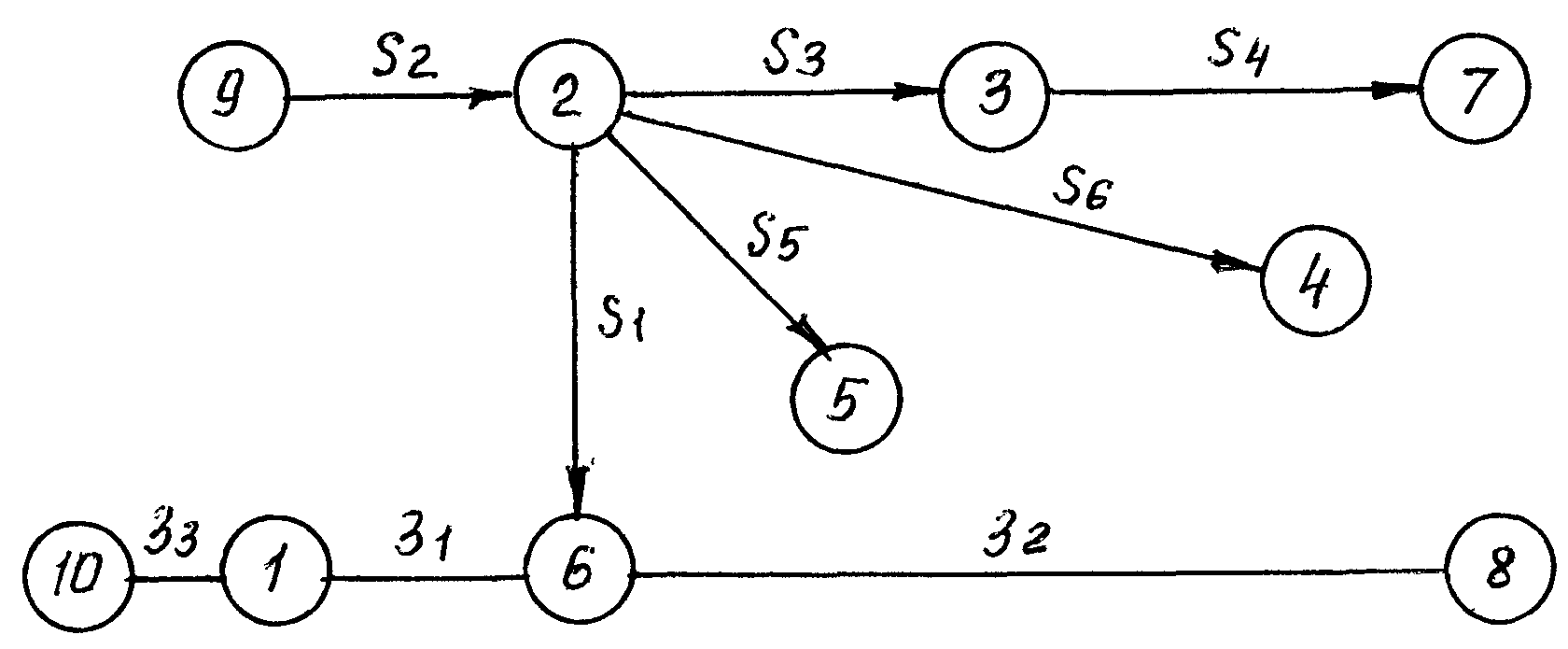
Рисунок 7.8 Схема производного графа.
Если теперь оба дерева совместить, то такой совмещенный граф позволяет в закодированной форме представить геометрическую структуру ТП обработки детали и является его математической моделью.
В таком графе все размерные связи и ТРЦ из неявных превращаются в явные. Появляется возможность, не прибегая к помощи чертежа, а пользуясь только той информацией, которую несет граф, производить все необходимые расчеты.
-
Совмещенный граф
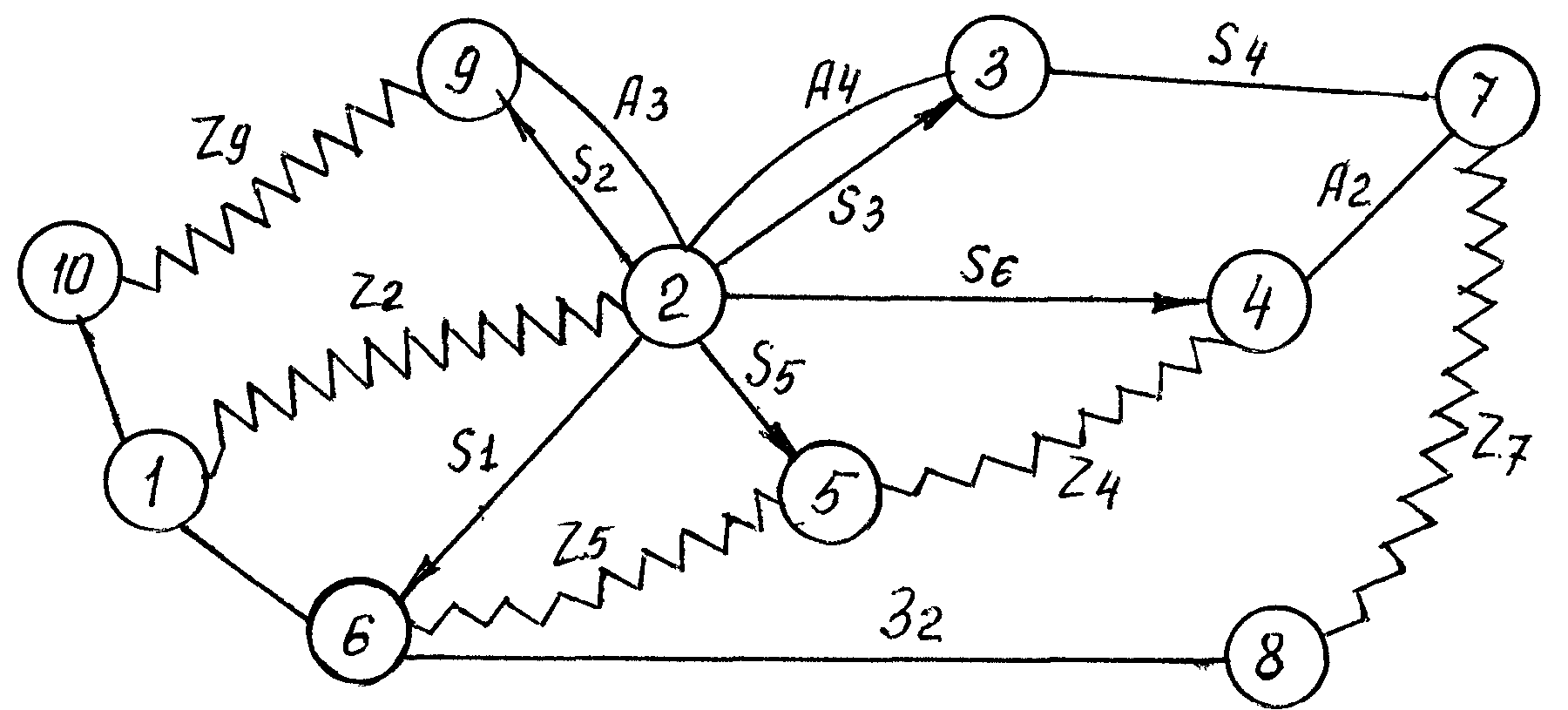
Рисунок 7.9 Схема совмещенного графа.
Любой замкнутый контур на совмещенном графе, состоящий из ребер исходного и производного деревьев, образует ТРЦ.
В этой цепи ребро исходного дерева является замыкающим звеном, а ребра производного дерева - составляющими звеньями.
В терминах теории графов размерная цепь - это путь в производном дереве, заданный ребром исходного дерева. Чтобы указать путь, надо перечислить ребра, по которым надлежит идти. Если известны длины ребер (размеры, допуски) производного дерева в данной цепи, то можно найти и длину пути, т. е. размер или допуск замыкающего звена.
7.5.Проверка правильности построения графов и запись уравнений трц
Каждая размерная цепь образует цикл. В каждой размерной цепи одно ребро должно быть ребром исходного дерева (конструкторский размер или припуск), а остальные ребра - ребрами производного дерева, то есть технологическими размерами.
Кратчайшим циклом является цикл из двух ребер. Ему соответствует двухзвенная размерная цепь, в которой ребро исходного дерева (конструкторский размер) является замыкающим звеном, а ребро производного дерева (технологический размер) - составляющим звеном.
Ребра производного дерева изображаются в виде прямых линий со стрелками на конце, показывающими, в какую вершину они входят. Ребра исходного дерева изображаются в виде дуг, если они являются конструкторскими размерами, или в виде волнистых линий, если они являются размерами припусков.
Для построения производного дерева в качестве корня следует выбирать вершину (поверхность), к которой по размерной схеме процесса не подходит ни одна стрелка.
Ребра исходного дерева в отличие от ребер производного дерева, как было указано ранее, изображаются в виде дуг и волнистых линий. Дуги обозначают конструкторские размеры, а волнистые линии - размеры припусков. Так как ребра исходного дерева не ориентированы, то они указывают лишь на то, какие вершины дерева связаны между собой конструкторскими размерами или размерами припусков.
Проверка правильности построения исходного и производного графов:
число вершин у каждого дерева должно быть равно числу поверхностей на размерной схеме технологического процесса;
число ребер у каждого дерева должно быть одинаковым и равно числу вершин без единицы;
к каждой вершине производного дерева, кроме корневой, должна подходить только одна стрелка ориентированного ребра, а к корневой вершине - ни одной стрелки;
деревья не должны иметь разрывов и замкнутых контуров.
Любой замкнутый контур совмещенного графа образует размерную цепь, у которой ребро исходного дерева является замыкающим звеном, а ребра производного дерева - составляющими звеньями.
Tак как в размерной цепи может быть только одно звено замыкающим, а в качестве такого в технологической размерной цепи является только конструкторский размер или припуск, то при выявлении размерных цепей по графу необходимо выбирать такие контуры, в которых бы содержалось только по одному ребру исходного дерева, а остальные ребра принадлежали бы производному дереву.
Общее число размерных цепей на графе должно быть равно числу технологических размеров по размерной схеме процесса.
Правило знаков:
Замыкающему звену присваивается знак минус; и начиная от этого звена, производят обход замкнутого контура (составляющих звеньев) в определенном направлении, начиная с вершины с меньшим порядком номером. Если в направлении обхода следующее ребро цепи будет соединять вершину меньшего порядкового номера с вершиной большего номера, то ребру присваивается знак плюс; если же ребро соединяет вершину большего номера с вершиной меньшего номера, то ему присваивается знак минус.
Выявление и расчет технологических размерных цепей по графу начинается с двухзвенных цепей, а затем в такой последовательности, чтобы в каждой цепи имелось только одно неизвестное по величине звено, а остальные звенья ее были бы уже определены в результате расчета предыдущих размерных цепей.
Для выполнения этого условия необходимо начинать выявление и расчет размерных цепей в последовательности, обратной выполнению операций и переходов, т.е. начинать с последней операции и последнего перехода и заканчивать первым переходом или размером заготовки.
Для графа (см. рисунок) последовательность выявления и расчета размерных цепей с указанием их расчетных и исходных уравнений и определяемого размера приводятся в таблице 7.1.
№ п/п |
Расчетное уравнение |
Исходное уравнение |
Определяемый размер |
1 |
|
|
|
2 |
|
|
|
3 |
|
|
|
4 |
|
|
|
5 |
|
|
|
6 |
|
|
|
7 |
|
|
|
8 |
|
|
|
9 |
|
|
|
Если в задачи технолога не входит определение размеров заготовок и припусков на заготовки, то изменится размерная схема ТП и граф размерных цепей могут быть использован только для установления порядка обработки поверхностей.