

7.2.Виды размерных цепей.
ГОСТ16319-(80) регламентирует следующие виды РЦ:
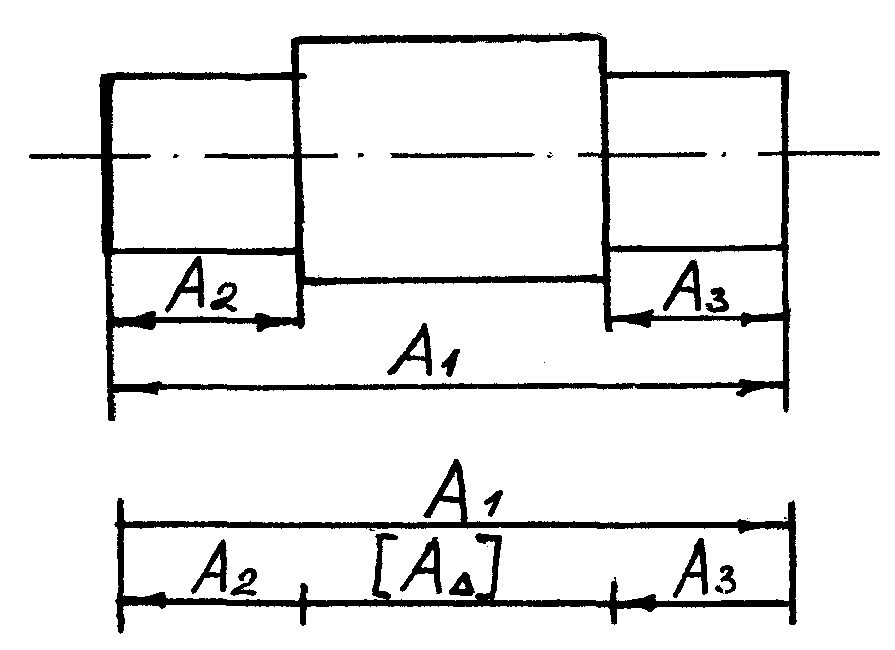
Конструкторские РЦ |
|
|
|
Технологические РЦ |
|
|
|
Сборочные РЦ |
|
|
|
Рисунок 7.2 Виды размерных цепей. |
|
7.3.Порядок построения размерной схемы тп.
Размерная схема ТП строится следующим образом.
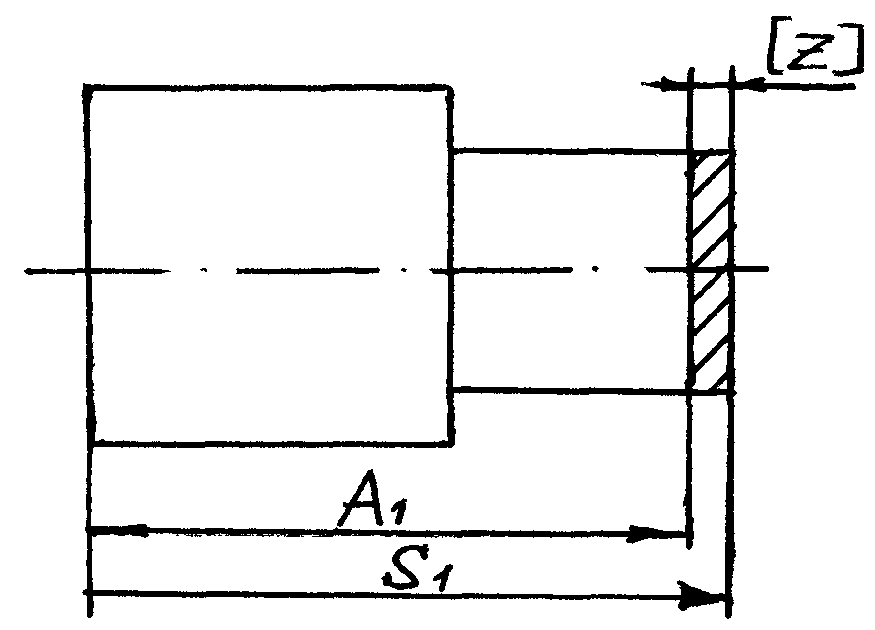
Вычерчивается эскиз детали и заготовки в одной или двух проекциях, в зависимости от ее конфигурации.
|
Рисунок 7.3 Эскизы детали и исходной заготовки |
Для тел вращения достаточно одной проекции, при этом можно вычертить только половину детали по оси симметрии.
Для корпусных деталей может потребоваться две или даже три проекции в зависимости от расположения размеров длин.
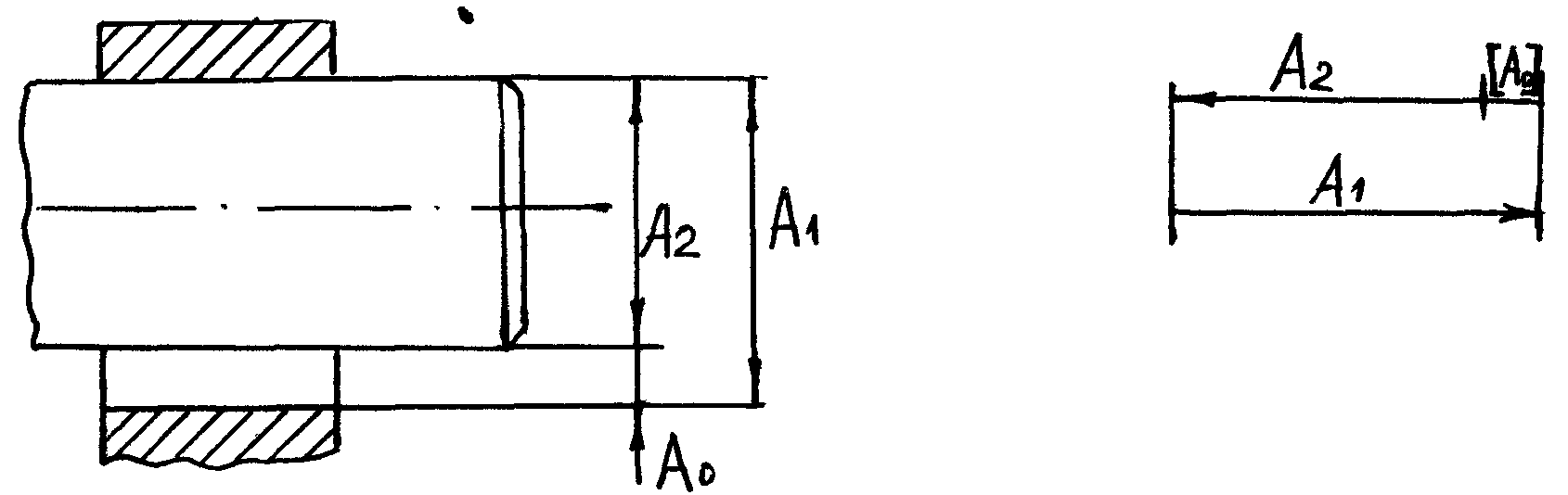
Над деталью указываются размеры длин с допусками, заданные конструктором.
Для
удобства составления размерных цепей,
конструкторские размеры обозначаются
буквой
![]() ,
где
,
где
![]() - порядковый
номер конструкторского размера. На
эскиз детали условно наносятся припуски
- порядковый
номер конструкторского размера. На
эскиз детали условно наносятся припуски
![]() ,
где
,
где
![]() -
номер
поверхности, к которой относится припуск.
-
номер
поверхности, к которой относится припуск.
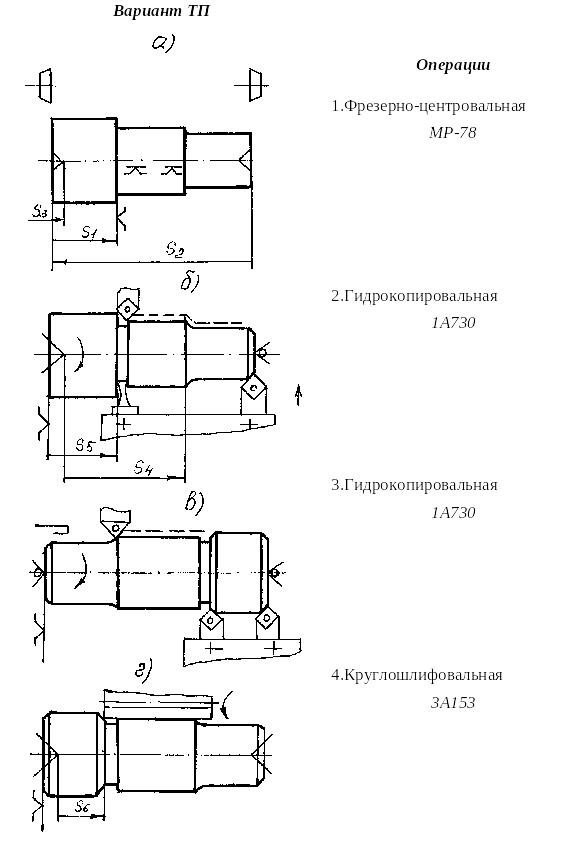
Для снижения вероятности ошибок целесообразно выполнить эскизы операций и получаемые технологические размеры.
|
|
Рисунок 7.4 Вариант разработанного технологического процесса (ТП) |
|
|
Рисунок 7.5 Размерная схема ТП |
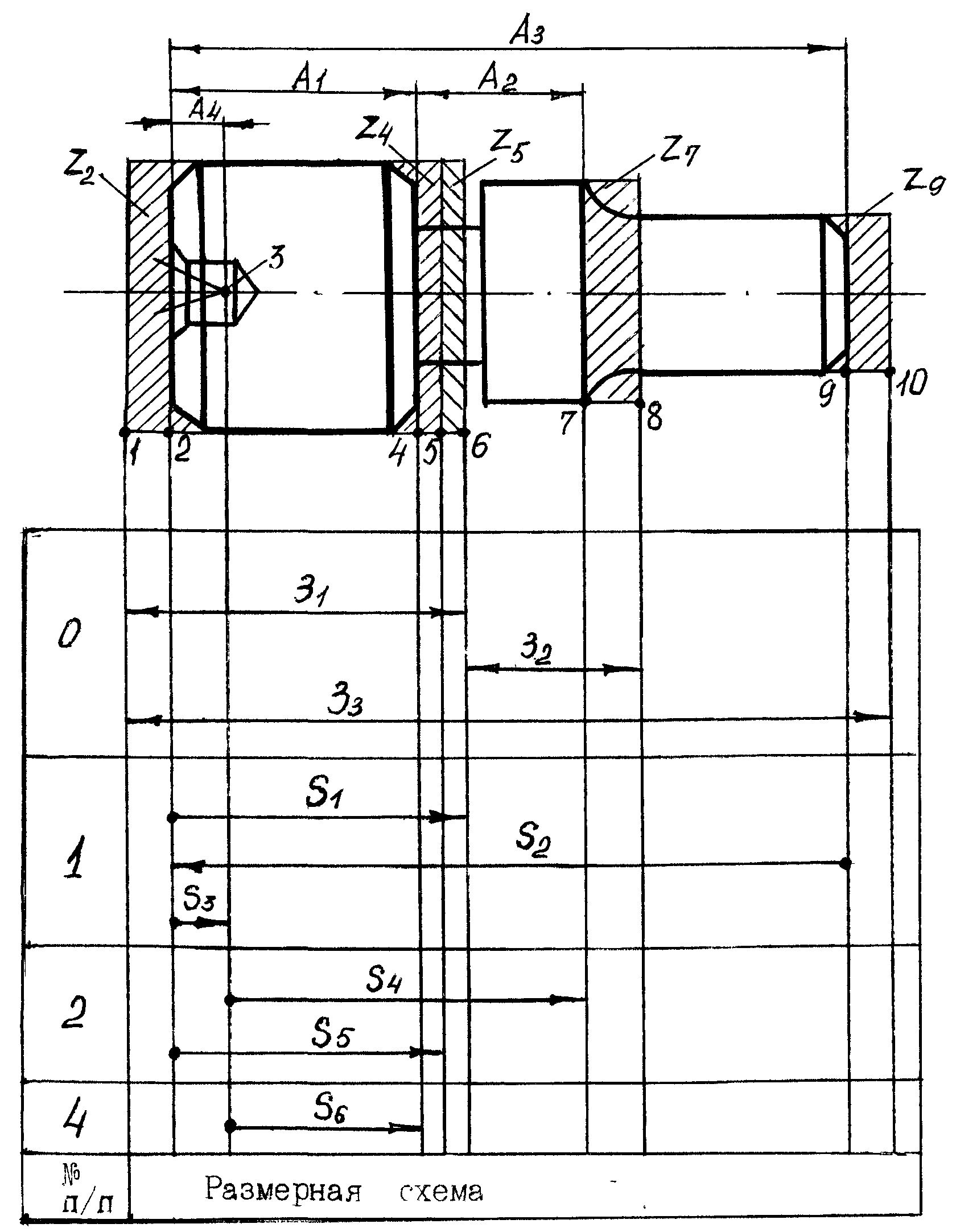
Все поверхности детали нумеруются по порядку слева направо.
Через нумерованные поверхности проводятся вертикальные линии.
Между вертикальными линиями, снизу вверх, указываются технологические размеры, получаемые в результате выполнения каждого технологического перехода.
Технологические
размеры обозначаются буквой
![]() ,
размеры исходной заготовки - буквой
,
размеры исходной заготовки - буквой
![]() .
.
Для каждой операции составляются схемы технологических размерных цепей. Если технологический размер совпадает с конструкторским, то получаем двухзвенную размерную цепь. Замыкающие звенья на всех схемах размерных цепей заключаются в квадратные скобки,
Выявление размерных цепей по размерной схеме начинается с последней операции, т.е. по схеме сверху вниз. В такой же последовательности производится и расчет размерных цепей. При этом необходимо, чтобы в каждой новой цепи был неизвестен только один размер.
На основании составленных схем размерных цепей производится определение типов составляющих звеньев и составление исходных уравнений, а затем их расчет.
Выявление размерных цепей непосредственно по размерной схеме технологического процесса в ряде случаев может оказаться весьма трудоемкой задачей, так как ТРЦ часто являются связанными размерными цепями. Поэтому необходимо, чтобы в каждой размерной цепи был только один конструкторский размер или один размер припуска, которые являются замыкающими звеньями технологических размерных цепей.
Трудности выявления ТРЦ непосредственно по размерной схеме объясняются тем, что они выступают на схемах не явно, а в скрытом виде. Поэтому выявление их носит чисто умозрительный характер. Процесс выявления ТРЦ можно значительно облегчить, использовав для этой цели теорию графов.