

5) Контрольная карта
Контрольная карта
– это графическое представление характеристики показателя качества процесса.
Предназначена для оценки степени статистической управляемости процесса, для выявления опасных ситуаций и причин их возникновения.

U-карта измеряет число несоответствий (отклонений или так называемых дефектов) учетную контролируемую единицу в подгруппах, которые могут иметь различные объемы (или количества контролируемого материала). Она подобна с-карте, но число несоответствий выражается на единицу продукции. Обе карты (и и с) подходят для одних и тех же основных ситуаций, однако может использоваться, если выборка содержит более одной "единицы"
г де
с- число найденных несоответствий и п-
объем выборки (число учетных контролируемых
единиц) в подгруппе, сип
также должны записываться на бланке.
де
с- число найденных несоответствий и п-
объем выборки (число учетных контролируемых
единиц) в подгруппе, сип
также должны записываться на бланке.
Вычислите
среднее число несоответствий на единицу
для процесса ( ):
):
![]() (2)
(2)
где
 ,
,
 ...
- число несоответствий и
...
- число несоответствий и
 ,
,
 ...
объем каждой из “k”
подгрупп. Вычислите контрольные границы
(UCL,
Cl)
...
объем каждой из “k”
подгрупп. Вычислите контрольные границы
(UCL,
Cl)
Np -карта измеряет число несоответствующих (отклоненных или так называемых дефектных) единиц в контролируемой партии. Она идентична р-карте, исключая то, что записывается действительное число несоответствующих единиц, а не их доля в выборке. Обе карты (р и np) пригодны для тех же основных ситуаций, причем выбирается карта np, когда:
а) действительное число несоответствий более важно или его проще получить, чем долю;
б) размер выборки остается постоянным от периода к периоду. детали инструкций для np -карты почти идентичны применяемым для р-карты, отличия отмечаются ниже.
Вычислите среднее число несоответствующих единиц для процесса (np)
![]() (1)
(1)
где
 ,
,
 ...
- число несоответствующих единиц в
каждой из “k”
подгрупп.
...
- число несоответствующих единиц в
каждой из “k”
подгрупп.
Вычислите верхнюю и нижнюю контрольные границы (UCL, LCL):
 (2)
(2)
где n - объем выборки подгруппы.
Карты
медиан
являются альтернативами картам
 и R
для управления процессами с измеряемыми
данными. Несмотря на то, что медианы
статистически не столь эффективны, как
средние, карты медиан приводят к
аналогичным решениям и имеют некоторые
преимущества:
и R
для управления процессами с измеряемыми
данными. Несмотря на то, что медианы
статистически не столь эффективны, как
средние, карты медиан приводят к
аналогичным решениям и имеют некоторые
преимущества:
карты медиан легко применять они не требуют много вычислений, что может расширить применение контрольных карт в цехах;
поскольку наряду с медианами наносятся индивидуальные значения, карты медиан показывают разброс результатов процесса и дают текущую картину изменчивости процесса;
6 ) Гистограммы
Гистограмма – инструмент, который позволяет наглядно изобразить и легко выявить структуру и характер изменения полученных данных (оценить распределение), которые трудно заметить при их табличном представлении.
Гистограмма, не имеющая высокой центральной части (плато). Частоты в середине гистограммы примерно одинаковые (для плато все частоты примерно равны).
 В
этом случае первоначально необходимо
отрегулировать технологические операции
таким образом, чтобы центр гистограммы
совпадал с центром поля допуска. После
этого нужно принять меры для уменьшения
размаха гистограммы или увеличения
размера интервала допуска.
В
этом случае первоначально необходимо
отрегулировать технологические операции
таким образом, чтобы центр гистограммы
совпадал с центром поля допуска. После
этого нужно принять меры для уменьшения
размаха гистограммы или увеличения
размера интервала допуска.
Такая форма встречается, если объединяется несколько распределений со средними значениями близко расположенными друг к другу. Для дальнейшего анализа рекомендуется применить метод стратификации.
7 Гистограмма , распределение с обрывом слева
Гистограмма – инструмент, который позволяет наглядно изобразить и легко выявить структуру и характер изменения полученных данных (оценить распределение), которые трудно заметить при их табличном представлении.
Проведя анализ формы полученной гистограммы и ее местоположения относительно интервала допуска можно сделать заключение о качестве рассматриваемой продукции или состоянии изучаемого процесса. На основе заключения вырабатываются меры по устранению отклонений качества продукции или состояния процесса от нормы.
Распределение с обрывом справа (распределение с обрывом слева). Среднее значение гистограммы располагается далеко правее (левее) середины размаха данных. Частоты очень резко уменьшаются при движении от центра гистограммы вправо (влево) и медленно влево (вправо). Форма ассиметричная.
 увеличение
точности оборудования, использование
более качественных материалов, изменение
условий обработки изделий и т.д.) либо
расширить поле допуска, т.к. требования
к качеству деталей в данном случае
трудновыполнимы.
увеличение
точности оборудования, использование
более качественных материалов, изменение
условий обработки изделий и т.д.) либо
расширить поле допуска, т.к. требования
к качеству деталей в данном случае
трудновыполнимы.
Такая форма часто встречается в ситуации 100 %-го контроля изделий по причине плохой воспроизводимости процесса.
8) Двухпиковый тип (бимодальный тип). В окрестностях середины гистограммы частота низкая, но с каждой стороны есть по пику частот.
 В
этом случае можно сделать вывод, что
изделия со значением показателя,
выходящим за пределы поля допуска,
исключили из партии или умышленно
распределили как годные, для включения
в пределы допуска. Следовательно,
необходимо выявить причину, которая
привела к появлению данного явления.
В
этом случае можно сделать вывод, что
изделия со значением показателя,
выходящим за пределы поля допуска,
исключили из партии или умышленно
распределили как годные, для включения
в пределы допуска. Следовательно,
необходимо выявить причину, которая
привела к появлению данного явления.
Данная форма встречается, если объединяется два распределения со средними значениями, далеко отстоящими друг от друга. Для дальнейшего анализа рекомендуется применить метод стратификации.
9, 10) Отрицательно скошенное распределение (положительно скошенное распределение). Среднее значение гистограммы располагается правее (левее) середины размаха данных. Частоты резко уменьшаются при движении от центра гистограммы вправо (влево) и медленно влево (вправо). Форма ассиметричная.
 В
этом случае можно сделать вывод, что
изделия со значением показателя,
выходящим за пределы поля допуска,
исключили из партии или умышленно
распределили как годные, для включения
в пределы допуска. Следовательно,
необходимо выявить причину, которая
привела к появлению данного явления.
В
этом случае можно сделать вывод, что
изделия со значением показателя,
выходящим за пределы поля допуска,
исключили из партии или умышленно
распределили как годные, для включения
в пределы допуска. Следовательно,
необходимо выявить причину, которая
привела к появлению данного явления.
Такая форма образуется либо, если верхняя (нижняя) граница регулируется теоретически или по значению допуска либо, если правое (левое) значение невозможно достигнуть.
11) Гребенка (мультимодальный тип). Интервалы через один или два обладают более низкими (высокими) частотами.
 В
этом случае можно сделать вывод, что
изделия со значением показателя,
выходящим за пределы поля допуска,
исключили из партии или умышленно
распределили как годные, для включения
в пределы допуска. Следовательно,
необходимо выявить причину, которая
привела к появлению данного явления.
В
этом случае можно сделать вывод, что
изделия со значением показателя,
выходящим за пределы поля допуска,
исключили из партии или умышленно
распределили как годные, для включения
в пределы допуска. Следовательно,
необходимо выявить причину, которая
привела к появлению данного явления.
Такая форма образуется либо, если количество единичных наблюдений, входящих в интервал, колеблется от интервала к интервалу либо, если применяется определенное правило округления данных.
Пример к гистограммам. При производстве валов могут возникнуть такие типы дефектов, как трещины, царапины, раковины, расслоение, прижег, задир, прокол, срез, излом и другие. В таблице 1 сведены данные о дефектах. Построим гисторгамму
Таблица 1 – Таблица данных по типам дефектов
Типы дефектов |
Число дефектов |
Накопленная сумма числа дефектов |
Процент числа дефектов к общей сумме |
Накопленный процент |
Трещины |
10 |
10 |
1,7 |
1,7 |
Царапины |
135 |
145 |
22,5 |
24,2 |
Раковины |
50 |
195 |
8,3 |
32,5 |
Расслоение |
100 |
295 |
16,7 |
49,2 |
Прижег |
55 |
350 |
9,2 |
58,4 |
Задир |
75 |
425 |
12,5 |
70,9 |
Прокол |
125 |
550 |
20,8 |
91,8 |
Срез |
35 |
385 |
5,8 |
97,5 |
Излом |
15 |
600 |
2,5 |
100 |
Итого: |
600 |
|
100 |
|
Построим диаграммы, наглядно показывающую относительную значимость каждого из факторов (рисунок 1).
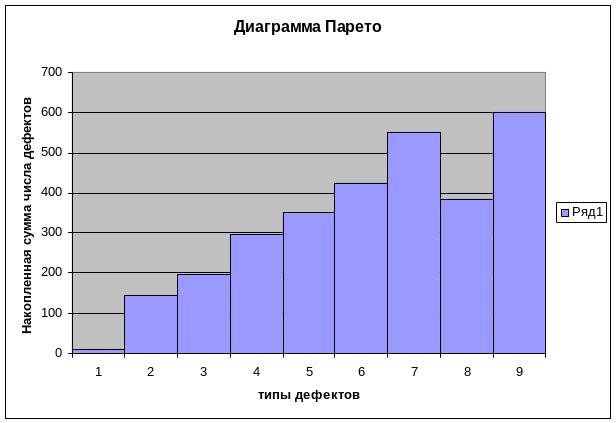
Рисунок 2 – Накопленная гистограмма дефектов и кривая Парето
Таким образом, можно сказать, что путем Диаграммы Парето можно повысить качества продукции и снизить уровень брака. Также отражает нежелательные результаты в сферах: качества, себестоимости, поставок, безопасности. Отражают причины проблем по кадрам, по оборудованию, по сырью, по методам работы. ОТРИЦАТЕЛЬНО СКОШЕННАЯ ГИСТОГРАММА .