

3.1 Призначення дільниці
Слюсарно-механічна ділянка призначена для відновлення деталей механічною обробкою методами ремонтних розмірів і додаткових ремонтних деталей, підготовки поверхонь деталей до відновлення і подальшій їх обробки, виготовлення нових деталей окремих найменувань. Деталі, що підлягають механічній обробці, поступають на ділянку партіями з інших ділянок відповідно до технологічних маршрутів. Після слюсарно-механічної обробки деталі прямують далі по маршрутах відновлення на інші ділянки.
Характеристика дільниці
Ділянка оснащена верстатним устаткуванням для механічної обробки деталей: токарним,алмазно-розточним,точильним,хонінгувальним,вертикально-свердлильний та інші.. На ділянці передбачені також круглошліфувальний,стелажи,теліжки для інструменту,шкаф для інструменту та інше устаткування,завдяки якому весь технологічний процес потребує менш трудових затрат робітника.Дільниця розташована в головному виробничому
корпусі з метою продуктивності устаткування. Поряд дільниці знаходиться
дільниця по ремонту вузлів та агрегатів, таке розміщення дозволяє скоротити час на виконання операцій по технічному обслуговуванню, ремонту вузлів і агрегатів зменшує трудомісткість вииконання робіт.
На дільниці працюють – 2 робітника в першу зміну.
Площа дільниці по разрахунку – 69кв. м, по плануванню – 64 кв. м.
З сторони постів регулювання по установленню кутів , а також системи живлення і електротехнічні слюсарно-механічна дільниця обгороджена залізною сіткою для більш комфортного спілкування між робітниками, та швидкого вирішення робочих моментів. З одного із боків дільниця граничить із клієнтською кімнатою, тому по проектуванню там стоіть шумонепроникна стіна,для забезпечення комфорту клієнтів.Також на дільниці розташовані всі необхідні ресурси та допоміжне устаткування: вітяжка,подача електроенергиі,к ряду верстатів підвод рідини, що охолоджує під час технологічних операцій.
3.3 Технологічний процес в дільниці
Технологічний процес розглянемо на примірі розточування блока циліндрів.
З агрегатної дільниці яка розташована зовсім поруч надходять деталі.
Розточування блоку циліндрів виробляється в два етапи, на двох верстатах. По-перше потрібно розточити циліндр різцем, щоб вирівняти поверхню циліндра і зробити її ідеально циліндровою. Різець для розточування має бути ельборовим (дуже твердий і зносостійкий матеріал для різців, наближається по твердості до алмазу) і сам верстат відповідного класу точності.
Якщо наприклад використовувати різець з швидкорізальної сталі те різець заходить в циліндр, починає розточувати і в процесі різання кромка різця притупляється, таким чином циліндр до кінця розточування стає ледве ледве конусним, що немає добре, адже зазор поршень- циліндр навіть на «наших» машинах складає 0.03мм. Конусність циліндра приводить до багатьом негативним наслідкам - наприклад, до підвищеного зносу канавок поршневих кілець що природно впливає на ресурс.
Рис1.
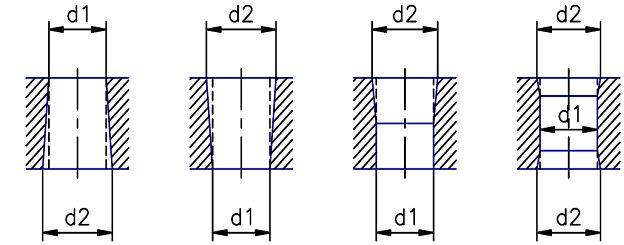
Можливі дефекти розточування і хонінгування приведені на рис1
Другим етапом розточування блоку циліндрів є хонінгування (шліфовка) внутрішньої поверхні циліндра. Тут поважно добитися потрібної шорсткості і не порушити геометрію циліндра після розточування. Для цього пріпуськ на шліфовку має бути мінімальним і шліфувальні бруски мають бути досить твердими. Якщо наприклад, використовуються бруски з м'яких абразивних матеріалів, то в процесі шліфовки блоку циліндрів можливо також відхилення від ідеальної форми поверхні циліндра.
Товщина плівки масла при роботі двигуна є дуже маленькою, і оскільки циліндри і поршневі кільця виготовляються по сучасних технологіях, виробники двигунів прагнуть добитися все меншої витрати масла. Тому товщина плівки стає все менше і менше. У цій ситуації особливе значення має якість обробки поверхні циліндра і створення при виготовленні і ремонті такої мікроструктури, яка найбільш близька до циліндра, що вже приробився до поршневих кілець. Чи має поверхню циліндра заводську обробку, або цех ремонтував цю поверхню, це може бути зроблено лише хонінгуванням. Цей процес має бути двохстадійним. На першій стадії на поверхні утворюються западини і виступи, і на другій віддаляються деякі з виступів, щоб утворити ряд плоских плато, відокремлених регулярними роздільними западинами. Така обробка називається плоськовершинной і застосовується зараз практично всіма виробниками двигунів