

Контроль качества фотоформ
Из-за дефектов на фотоформе могут возникнуть проблемы при ее сдаче заказчику, при приемке в типографии, при передаче с участка на участок. Для оценки качества комплекта фотоформ можно сравнивать их с идеальными. Идеальным можно считать комплект фотоформ со следующими характеристиками:
1. Отсутствие царапин, заломов, посторонних включений, пятен.
2. Минимальная оптическая плотность не более 0,15 Д.
3. Максимальная оптическая плотность не менее 3,5 Д
4. Плотность ядра растровой точки 2,5 Д.
5. Минимальная величина площади растровых элементов не более 5%
6. Наличие названий красок
7. Углы растровой структуры соответствуют заданным величинам для каждой краски
8. Несовмещение изображений на фотоформах одного комплекта 0,02% от длины диагонали
Фотоформы должны отчетливо воспроизводить все детали изображения резкими растровыми элементами. Размеры этих элементов должны быть на негативе минимальными в тенях (участки, соответствующие темным участкам оригинала), а в светах – соединяться между собой, образуя минимальные промежутки. На диапозитиве, наоборот, света должны иметь минимальные, а тени максимальные размеры растровых элементов.
При контроле изготовления фотоформ производят контроль двух основных операций: экспонирования и проявления.
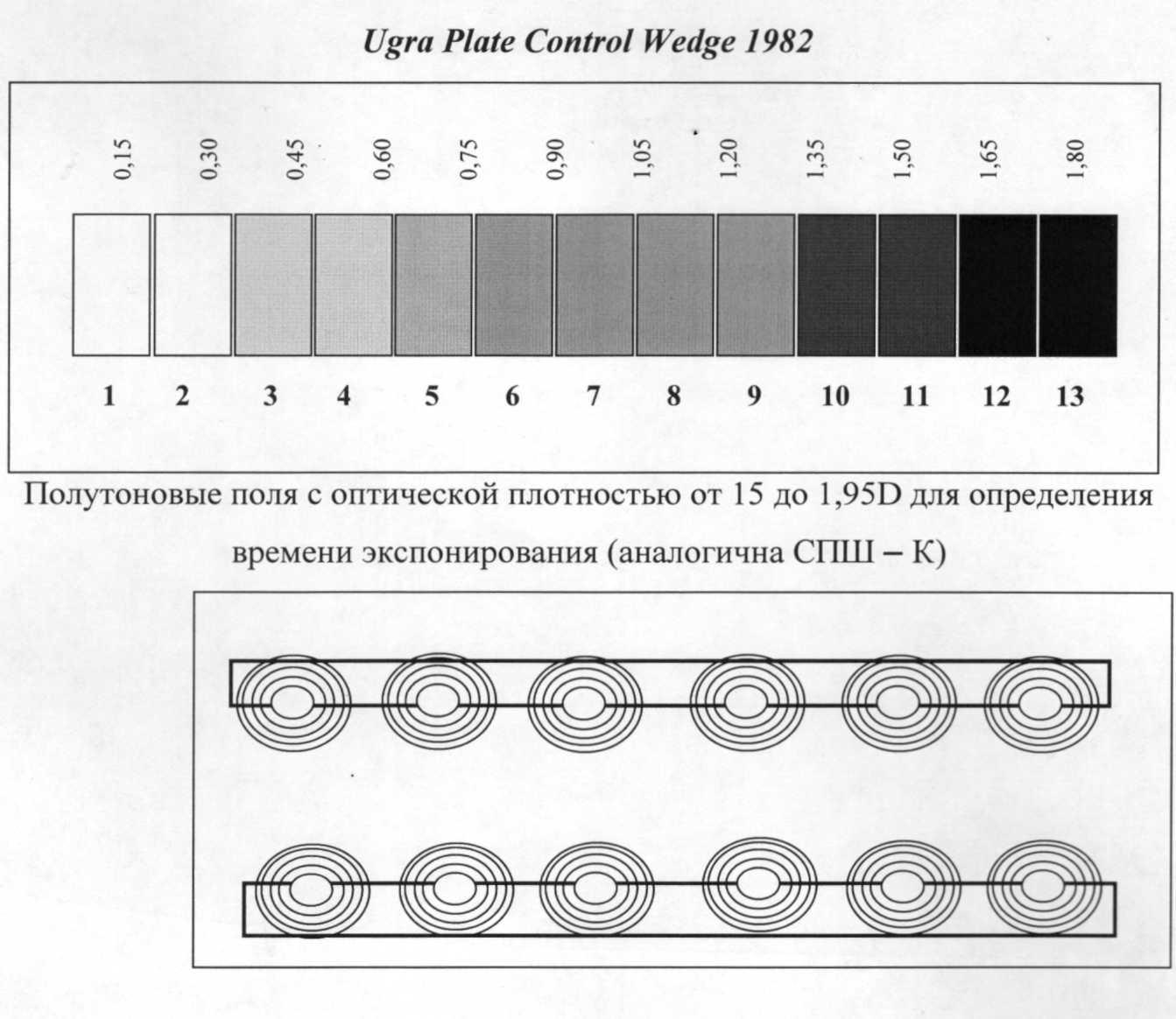
Контроль экспонирования – определение оптимального времени экспонирования производят по полутоновой шкале СПШ-К. Она представляет собой модель плавного или ступенчатого изменения оптической плотности от края к центру растрового элемента на фотоформе. В результате экспонирования в светах поля шкалы становятся пробельными элементами, а остальные – печатающими. СПШ-К обычно составлены из полей, оптическая плотность которых увеличивается на 0,15 Д. Следовательно освещенность копировального слоя за каждым последующим полем в 1,4 раза больше, чем за предыдущим. Это позволяет определить время экспонирования (если на шкале вместо пятого поля копировальный слой остался на третьем, то время экспонирования нужно увеличить)
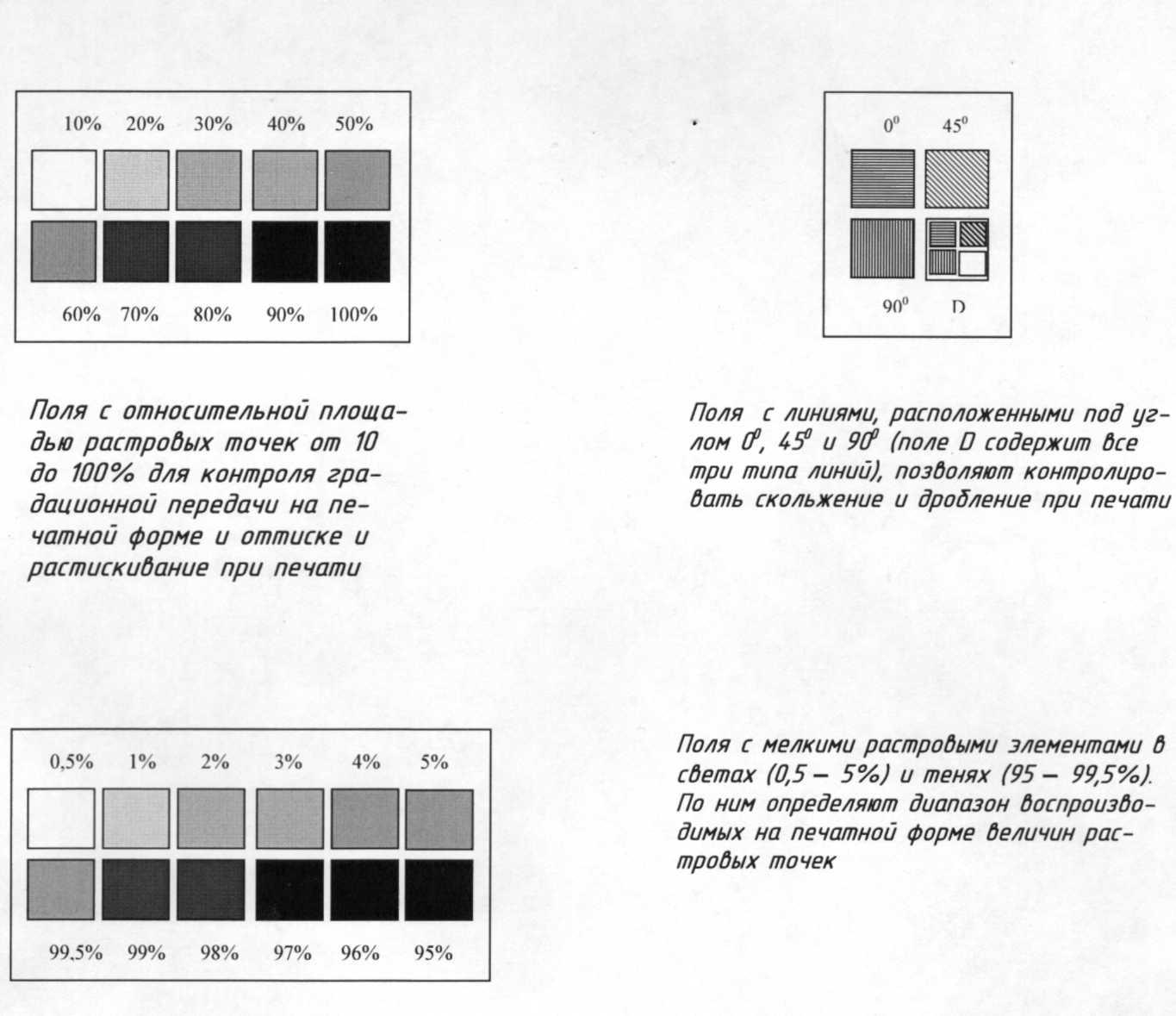
Контроль проявления – оценивается по тому, как на фотоформе воспроизводятся мелкие печатающие элементы в светах растрового изображения и мелкие пробельные элементы в тенях. Для контроля используют поля, содержащие растровые элементы с относительной площадью 1, 2, 3, 4 и 96, 97, 98, 99%. На перепроявленной фотоформе не воспроизводятся мелкие растровые точки, а на недопроявленной – шкалы воспроизводятся как плашки.
Также присутствует шкала, состоящая из концентрических окружностей. Толщина линий этих окружностей – 6, 8, 10 мкм. По качеству воспроизведения окружностей оценивают качество фотоформы и разрешающую способность.
Шкалы для контроля качества фотоформ приведены на рисунке 1:
Контроль качества монтажей
Качество монтажей зависит от качества самих фотоформ, подложки на которой они изготовлены, от точности и правильности размещения фотоформ на формате печатного листа. Контроль осуществляется визуально путем сравнения со схемой раскладки полос или с помощью лупы.
Требования к монтажам:
1. Монтажная основа должна быть равномерно прозрачной, без цветового оттенка, одинакова по толщине и не иметь пятен, царапин, заломов и других повреждений.
2. Изображение фотоформ на монтаже должно соответствовать по полярности технологии и способу печати (читаемо/нечитаемо, прямое/зеркальное)
3. Расположение фотоформ на формате печатного листа должно соответствовать макету раскладки полос.
4. Несовмещение на монтажах одного комплекта не должно превышать 0,2 мм для больших форматов, 0,3 мм. для малых и средних форматов.