

Основы литейного производства. Специальные способы литья
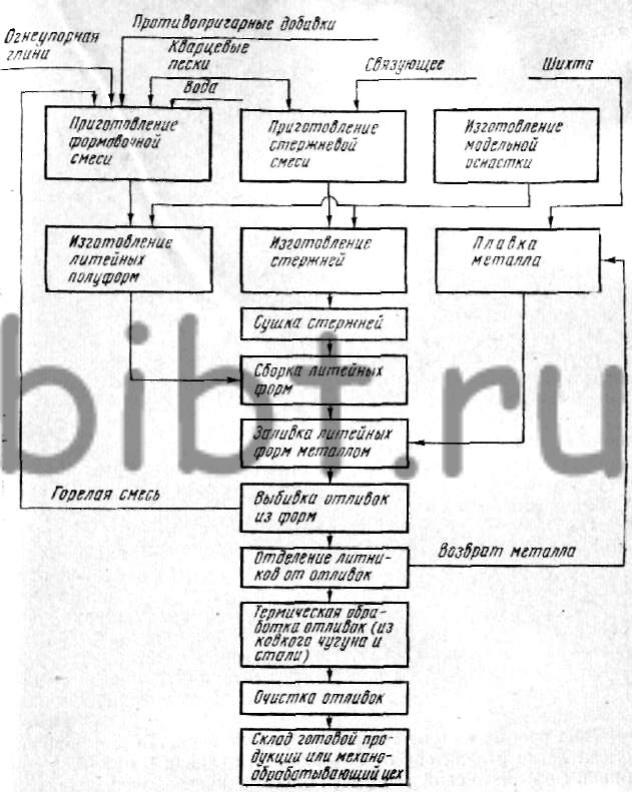
1)Схема технологического процесса производства отливок в разовых песчано- глинистых формах
Литейная технология – это процесс получения литых заготовок путем заливки расплавленного металла в формы, полость которых повторяет конфигурацию отливки. При охлаждении металл отвердевает и принимает конфигурацию полости формы.
Литьем получают разнообразные конструкции отливок массой от нескольких грамм до 300т, длиной от нескольких сантиметров до 20м, со стенками толщиной 0,5-500 мм(блоки цилиндров, поршни, коленчатые валы, корпуса и крышки редукторов, зубчатые колеса, станины станков, станины прокатных станов, турбинные лопатки и т.д.). Отливки получают из черных сплавов (чугуны, стали) и цветных сплавов(алюминиевых, магниевых, медных, цинковых, титановых и др.).
Для получения расплава применяют шихтовые материалы:
- небольшие слитки металлургического производства (чушки)
- отходы собственного производства
- лом
- флюсы
2)Литейные свойства металов и сплавов
Жидкотекучесть - это способность металлов и сплавов течь в расплавленном состоянии по каналам литейной формы, заполнять её полости и чётко воспроизводить контуры отливки.
Жидкотекучесть литейных сплавов зависит от температурного интервала кристаллизации, вязкости и поверхностного натяжения расплава, температуры заливки и формы, свойств формы и т. д. Чистые металлы и сплавы, затвердевающие при постоянной температуре (эвтектоидные сплавы), обладают лучшей жидкотекучестью, чем сплавы, образующие твёрдые растворы и затвердевающие в интервале температур. Чем выше вязкость, тем меньше жидкотекучесть. С увеличением поверхностного натяжения жидкотекучесть понижается и тем больше, чем тоньше канал в литейной форме; с повышением температуры заливки расплавленного металла и температуры формы жидкотекучесть улучшается. Увеличение теплопроводности материала формы снижает жидкотекучесть. Так, песчаная форма отводит теплоту медленнее, и расплавленный металл заполняет её лучше, чем металлическую форму. Наибольшей жидкотекучестью обладает серый чугун, наименьшей - магниевые сплавы
Усадка - Свойство литейных сплавов уменьшать объём при затвердевании и охлаждении. Усадочные процессы в отливках протекают с момента заливки расплавленного металла в форму вплоть до полного охлаждения отливки. Различают объёмную и линейную усадку, выражаемую в относительных единицах.
Линейная
усадка
- уменьшение линейных размеров отливки
при её охлаждении от температуры, при
которой образуется прочная корка,
способная противостоять давлению
расплавленного металла, до температуры
окружающей среды. Линейную усадку
определяют соотношением, %:
![]()
где lф и lотл – размеры полости формы и отливки при температуре 20°C.
На линейную усадку влияют химический состав сплава, температура его заливки, скорость охлаждения сплава в форме, конструкция отливки и литейной формы. Так, усадка серого чугуна уменьшается с увеличением содержания углерода и кремния. Усадку алюминиевых сплавов уменьшаем повышение содержания кремния. Усадку отливок уменьшает снижение температуры заливки. Увеличение скорости отвода теплоты от залитого в форму сплава приводит к возрастанию усадки отливки.
При охлаждении отливки происходит механическое и термическое торможение усадки. Механическое торможение возникает вследствие трения между отливкой и формой. Термическое торможение обусловлено различными скоростями охлаждения отдельных частей отливки. Сложные по конфигурации отливки подвергаются совместному воздействию механического и термического торможения.
Линейная усадка для серого чугуна составляет 0,9-1,3%, для высокопрочного чугуна до 1.7%, для ковкого чугуна …%, для углеродистых сталей 2-2,4%, для алюминиевых сплавов 0,9-1,5%, для медных 1,4-2,3%.
Объёмная
усадка
- уменьшение объёма сплава при его
охлаждении в литейной форме при
формировании отливки. Объёмную усадку
определяют соотношением, %:
![]()
где Vф и Vотл – объем полости формы и отливки при температуре 20°C. Объемная усадка приблизительно равна утроенной линейной усадке.
Усадка в отливках проявляется в виде:
-
усадочных раковин - сравнительно крупных полостей, расположенных в местах отливки, которые затвердевают последними; (На рис.2 показан процесс образования усадочной раковины в отливке.)
-
усадочной пористости - скопление пустот, образовавшихся в отливке в обширной зоне в результате усадки в тех местах отливки, которые затвердели последними без доступа к ним расплавленного металла;
-
трещин;
-
короблений - изменение формы и размеров отливки под влиянием напряжений, возникающих при охлаждении.
Склонность к поглощению газов
Определение содержания газа и наличия газовых пузырей в отливке: К числу литейных свойств относится также склонность сплава к поглощению газов. В общем сплав считается в этом отношении тем лучше, чем труднее он поглощает газы и чем меньше он их содержит. Однако в некоторых случаях с образование газовых пузырей может быть даже желательным, например, когда устранение усадочной раковины и тому подобных не плотностей другими способами представляет слишком большие трудности. Определение содержания газа путем газового анализа вряд ли может применяться при нормальных испытаниях, так как подобная методика слишком сложна. В этом случае расплав оставляют затвердевать в маленьким тигле под стеклянным колоколом, соединенным с вакуум-насосом. Интересно далее, что количество и характер газовых пор даже в очень сходных сплавах могут быть совершенно различными в зависимости от условий. Склонность к образованию пор у алюминиевых сплавов, особенна т силумина, на практике устанавливается часто путем отливки клиньев или снабженных заплечиками образцов и путем излома или чистой обработки их в различных местах.
Характер формирования литой поверхности. Под характером формирования литой поверхности металлов и сплавов подразумевают их способность воспроизводить профиль поверхности формы (шероховатость, механический пригар), склонность к образованию макронеровностей (спаи), склонность к химическому взаимодействию с формой (химический пригар).
Формирование литой поверхности определяется условиями взаимодействия расплава с материалом литейной формы. эти условия зависят от целого комплекса факторов: от теплофизических свойств металла и формы, их химического состава, гидродинамики потока во время заполнения форм, от изменения физико-химических свойств металла и формы с изменением температуры.
Качество поверхности художественной отливки во многом определяет эстетическую ценность изделия. Важное значение имеет отражательная способность поверхности, обрабатываемость (шлифуемость и полируемость), взаимодействие с различными реагентами при патинировании.
Немаловажна и себестоимость изделия. Приходится искать технологические решения, позволяющие сочетать умеренные затраты на изготовление отливки с высоким качеством поверхности.
В машиностроении к качеству литой поверхности предъявляются другие требования, обеспечивающие высокие механические свойства, химическую стойкость, низкие гидравлические потери, обрабатываемость литой детали и др.
Шероховатость поверхности характеризуется средним арифметическим отклонением измеренного профиля от его средний линии Ra и высотой неровностей Rz определяемой как расстояние между пятью высшими точками и пятью низшими точками, находящимися в пределах базовой длины (ГОСТ 2789-73).
Шероховатость отливки непосредственно зависит от шероховатости поверхности формы. Чем крупнее зерна формовочного материала, тем больше шероховатость поверхности отливки.
Формирование профиля литой поверхности определяется двумя факторами - смачиваемостью формы металлом и условиями теплоотвода на границе "металл-форма" в начальный период затвердевания отливки. Смачиваемость оценивают по краевому углу смачивания, интенсивность теплоотвода - по температуропроводности (м2/с) формовочного материала а = λ / (срр).
Литейная форма является пористым телом. Ее пористость колеблется в пределах от 15 до 45%. Причем основная часть пор относится к капилярным, т.е. таким, в которых форма поверхности жидкости зависит от поверхности сил и мало искажена силой тяжести.
Проникновению жидкого металла в поры формы происходит при условии, если давление металла рм на границе "металл-форма" превышает капиллярное противодавление формы рz.
рм > рz.
Давление металла
рм = Hpq
где, Н - гидростатический напор металла (высота столба); q - укорение силы тяжести; р - плотность жидкого металла.
Капиллярное противодавление
рк = (2 σ cos θ) / r
где σ - поверхностное напряжение; θ - краевой угол смачивания формы металлом; r - радиус поры формы.
НАПРЯЖЕНИЕ В ОТЛИВКАХ - удельная внутренняя сила, возникающая в отливках под влиянием внешних воздействий (усадки, изменения температур и пр.). Напряжение в отливках, действующие в некоторый момент времени, называется временными. Если напряжения вызывают пластические деформации, то после охлаждения в отливке возникают остаточные напряжения, которые подразделяют на усадочные, фазовые и термические (или температурные).
Трещиностойкость. Это - способность металлов и сплавов к релаксации (ослаблению, уменьшению) напряжений, возникающих в отливке при затвердевании и охлаждении, в результате усадки, фазовых превращений или температурного перепада.
В практике литья обычно различают два вида трещин - горячие и холодные. Это деление весьма условно. Считается, что горячие трещины образуются в области, близкой к температуре солидус. По внешнему виду эти трещины отличаются окисленной поверхностью, в особенности - на стальных отливках. Холодные трещины, в отличие от горячих, имеют поверхность и образуются в области упругих деформаций при температуре, которая значительно ниже температуры окончания кристаллизации.
Склонность компонентов сплавов к ликвации
Ликвацией называется неоднородность химического состава в объеме отливки. Одной из основных причин возникновения ликвации является отклонение условий кристаллизации сплава в отливке от равновесных. Различают зональную ликвацию (прямую и обратную), внут-рикристаллическую (дендритную) ликвацию и ликвацию по плотности (гравитационная ликвация).