

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
«ХАРЬКОВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ»
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
К ЛАБОРАТОРНОЙ РАБОТЕ
«ОПРЕДЕЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ПРИ ВЫТЯЖКЕ ИЗДЕЛИЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ»
ПО КУРСУ
«ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ»
для студентов всех специальностей дневной и заочной форм обучения
Харьков НТУ «ХПИ» 2010
Методические указания к лабораторной работе «Определение технологических параметров при вытяжке изделий из листовой заготовки» по курсу «Технология конструкционных материалов» для студентов всех специальностей дневной и заочной формы обучения. /Сост.: В.В. Дмитрик, А.И. Христофоров, Б.В. Ситников, О.В. Титаренко – Харьков: НТУ «ХПИ», 2010. – 8 с.
Составители: В.В. Дмитрик А.И. Христофоров Б.В. Ситников О.В. Титаренко
Рецензент О.В.Акимов
Кафедра «Сварка»
Лабораторная работа №3
«Определение технологических параметров при вытяжке изделий из листовой заготовки»
3.1 Цель работы
Ознакомление с операциями листовой штамповки: резки заготовок, вырубки (вырезки) по контуру и вытяжки. Изучение устройства кривошипного пресса, гильотинных ножниц и штампов.
3.2. Общие сведения
Разнообразные операции листовой штамповки объединяются по характеру, деформации в две группы: разделительные и формоизменяющие.
К разделительным относятся операции, в результате которых происходит полное или частичное отделение одной части материала от другой по замкнутому или незамкнутому контуру. Наиболее распространенные операции этой группы: отрезка, вырубка.
К формоизменяющим относятся операции, в результате которых происходит изменение формы и размеров заготовки, перераспределение и заданное перемещение объема металла. К этой группе относятся гибка, вытяжка и др.
3.2.1 Технологические особенности разделительных операций
Операция резки (отрезки) применяется как заготовительная, обеспечивающая разделение листа на полосы или карточки, поступающие в дальнейшем на штамповку. Для операции резки используют в основном гильотинные ножницы (рис. 3.1).


Рисунок 3.1 – Схема резки гильотинными ножницами: 1 – нижний нож; 2 – верхний нож; 3 – листовая заготовка; 4 – упор.
Вырубка (вырезка) – разделительная операция листовой штамповки, в процессе которой происходит полное отделение части металла от заготовки по замкнутому контуру. Она применяемся для получения как заготовок под дальнейшую обработку, так и готовых деталей.
Процесс вырубки происходит за 4 этапа (рис. 3.2):
1 – деформация листа (рис. 3.2 а);
2 – рез (рис. 3.2 б);
3 – скол (рис. 3.2 в);
4 – удаление отхода (рис. 3.2 г).




а) б) в) г)
Рисунок 3.2 – Схема процесса вырубки
Усилие вырубки (вырезки) зависит от толщины и свойств штампуемого металла, периметра среза, условий вырубки. При вырубке в штампах усилие пресса подсчитывается по формуле:
![]() , (3.1)
, (3.1)
где P – усилие пресса, кгс;
L – периметр среза /длина вырезаемого контура, мм;
S – толщина материала, мм;
![]() – сопротивление
материала срезу, кг/мм2 (
– сопротивление
материала срезу, кг/мм2 (![]()
![]() 0,8
σв);
0,8
σв);
1,25 – коэффициент, учитывающий разные факторы, связанные со штампуемостью материала, затуплением режущих кромок матрицы и пуансона, и т.д.
3.2.2. Технологические особенности формоизменяющей операции вытяжки
Вытяжка – процесс получения полых деталей различной формы и размеров при помощи штампов из полой заготовки. На рис. 3.3. представлена схема процесса вытяжки цилиндрического колпачка из листовой заготовки диаметром D0 и толщиной S0 пуансоном диаметром d0 и радиусом округления кромок rп через матрицу, имеющую кромки с радиусом округления rм.

Рисунок 3.3 – Схема процесса вытяжки
При вытяжке
происходит процесс свертывания кольцевой
части заготовки
![]() и она превращается в цилиндр диаметром
d и высотой
h. Следовательно, вытяжка происходит
за счет пластической деформации,
сопровождаемой смещением значительного
объема металла в высоту (рис. 3.4).
и она превращается в цилиндр диаметром
d и высотой
h. Следовательно, вытяжка происходит
за счет пластической деформации,
сопровождаемой смещением значительного
объема металла в высоту (рис. 3.4).
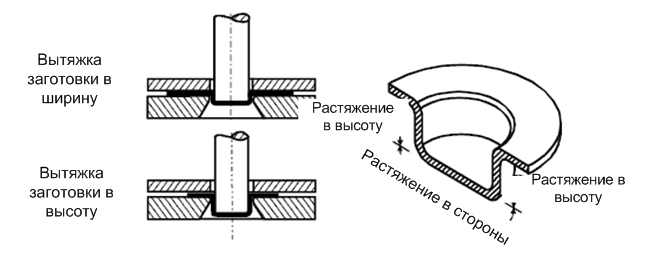
Рисунок 3.4 – Пластическая деформация заготовки при вытяжке
3.2.3. Технологические параметры вытяжки
Для оценки степени изменения формы заготовки в процессе вытяжки применяется коэффициент вытяжки m, представляющий собой отношение диаметра изделия после вытяжки d к диаметру заготовки D0.
![]() . (3.2)
. (3.2)
Коэффициент вытяжки характеризует степень деформации. Чем меньше m, тем интенсивнее идет вытяжка, тем меньшим будет количество необходимых операций вытягивания. Значение допустимого коэффициента вытяжки определяется по таблицам.
Степень вытягивания kв – величина, обратная коэффициенту вытягивания. По ней определяют число и последовательность операций вытягивания.
![]() . (3.3)
. (3.3)
Сила вытягивания FВ (рис. 3.3) определяется как усилие, которое передается через пуансон на деформируемую заготовку. Оно зависит от физико-механических свойств материала заготовки, геометрических параметров, формы детали, установленного коэффициента вытяжки.
![]() , (3.4)
, (3.4)
где
![]() – граница предела прочности материала
на растяжение, кг/мм2.
– граница предела прочности материала
на растяжение, кг/мм2.
Сила прижимания FП (рис. 3.3) – усилие, с которым листодержатель прижимает заготовку по торцу матрицы. Чем больше давление прижима, тем быстрее достигается максимальное усилие вытяжки и тем меньшая степень деформации может быть допущена.
![]() , (3.5)
, (3.5)
где S – площадь заготовки, находящейся под держателем, мм;
q – давление листодержателя, кг/мм2.
Давление листодержателя определяют теоретически или из экспериментальных данных в зависимости от свойств и толщины исходного материала, коэффициента вытяжки и других данных.
Во время вытяжки цилиндрической детали из плоской заготовки площадь S – это площадь кольца:
![]() . (3.6)
. (3.6)
На практике величину
rм выбирают в зависимости от
толщины заготовки:
![]() .
.
При разработке технологической схемы вытяжки и выборе необходимого оборудования определяют также работу вытяжки, характеризующую требуемое энергопотребление на деформирование.
![]() , (3.7)
, (3.7)
где – эмпирический коэффициент, зависящий от коэффициента вытяжки;
h – глубина вытягивания, мм.
При глубокой вытяжке и при небольшой толщине материала смещенный объем является причиной образования гофр /волн/ на деформируемой заготовке (рис. 3.5).

Рисунок 3.5 – Виды брака при вытяжке