

КАФЕДРА «ИНСТРУМЕНТАЛЬНЫЕ И МЕТРОЛОГИСЕСКИЕ СИСТЕМЫ»
Заготовки для режущего инструмента
ПРОЕКТИРОВАНИЕ ПОКОВКИ
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
КР
Студент группы 621771 И. А. Бесчастнова
Руководитель Е. Н. Валиков
ТУЛА 2010
Содержание.
Введение ……………………………………………………………………..2
-
Исходные данные для проектировании…...……………………………...3
-
Анализ конструкции детали и выбор способа получения поковки…......4
-
Определение массы детали………………………………………………..5
-
Конструирование поковки………………………………………………...6
-
4.1 Определение поверхности разъема штампа……….…………………6
-
4.2 Выбор технологических баз на первой механической обработки….7
-
4.3 Определение припусков на обработку поковки и штамповочных уклонов…………………………………………………………………….………7
-
4.4 Определение номинальных размеров поковки……………………..10
-
4.5 Определение допусков на размеры поковки……………………......12
-
Список используемой литературы……………………………………………..14
Введение.
Основная сложность, с которой сталкиваются при обработке резанием, - чрезмерно большие припуски. Это удорожает процесс механической обработки и снижает ее производительность. Один из путей сокращения трудозатрат, связанный с уменьшением припусков, - применение прогрессивных видов заготовок, имеющих форму, приближенную к форме детали. К таким заготовкам относятся, например, поковки, получаемые объемной штамповкой. Объемная штамповка – штамповка изделий или заготовок из сортового проката с обусловленным значительным перераспределением металла в поперечном сечении исходной заготовки. Исходная заготовка – заготовка перед первой технологической операцией. Этот вид заготовок нашел широкое применение в массовом и крупносерийном производствах, таких как, автомобиле-, тракторостроение и т.д., благодаря сравнительно высокой производительности изготовления поковки и их последующей механической обработки, а также высокому коэффициенту использования металла.
Очевидно, что от того, насколько грамотно и рационально спроектирована заготовка, во многом зависит себестоимость продукции и ее качество. Поэтому целью данного контрольного задания является приобретение умения и навыков проектирования заготовок, получаемых объемной штамповкой.
1. Исходные данные для проектирования. Содержание и последовательность выполнения контрольного задания.
Для проектирования поковки необходимы следующие исходные данные:
-
чертеж детали;
-
служебное назначение детали в машине или узле;
-
годовая программа выпуска детали.
Порядок проектирования поковки:
-
анализируют конструкцию детали и, с учетом типа производства, выбирают способ поковки;
-
определяют массу детали;
-
конструируют поковку и оформляют графический документ (чертеж) на нее; рассчитывают исходную заготовку под штамповку;
-
определяют число переходов при штамповке; выбирают оборудование и определяют массу его падающих частей.
2. Анализ конструкции детали и выбор способа получения поковки.
Деталь (рис.1), подлежащая изготовлению, представляет собой шевер.
Материал детали – ХВГ ГОСТ 1435-74.
Производство крупносерийное.
В качестве заготовки используем поковку, штампуемую на кривошипном горячештамповочном прессе в открытом штампе.
Нагрев заготовок – индукционный.
На рис.1 даны лишь те размеры и некоторые параметры детали, которые будут необходимы при конструировании поковки и разработке графического документа (чертежа) на нее.
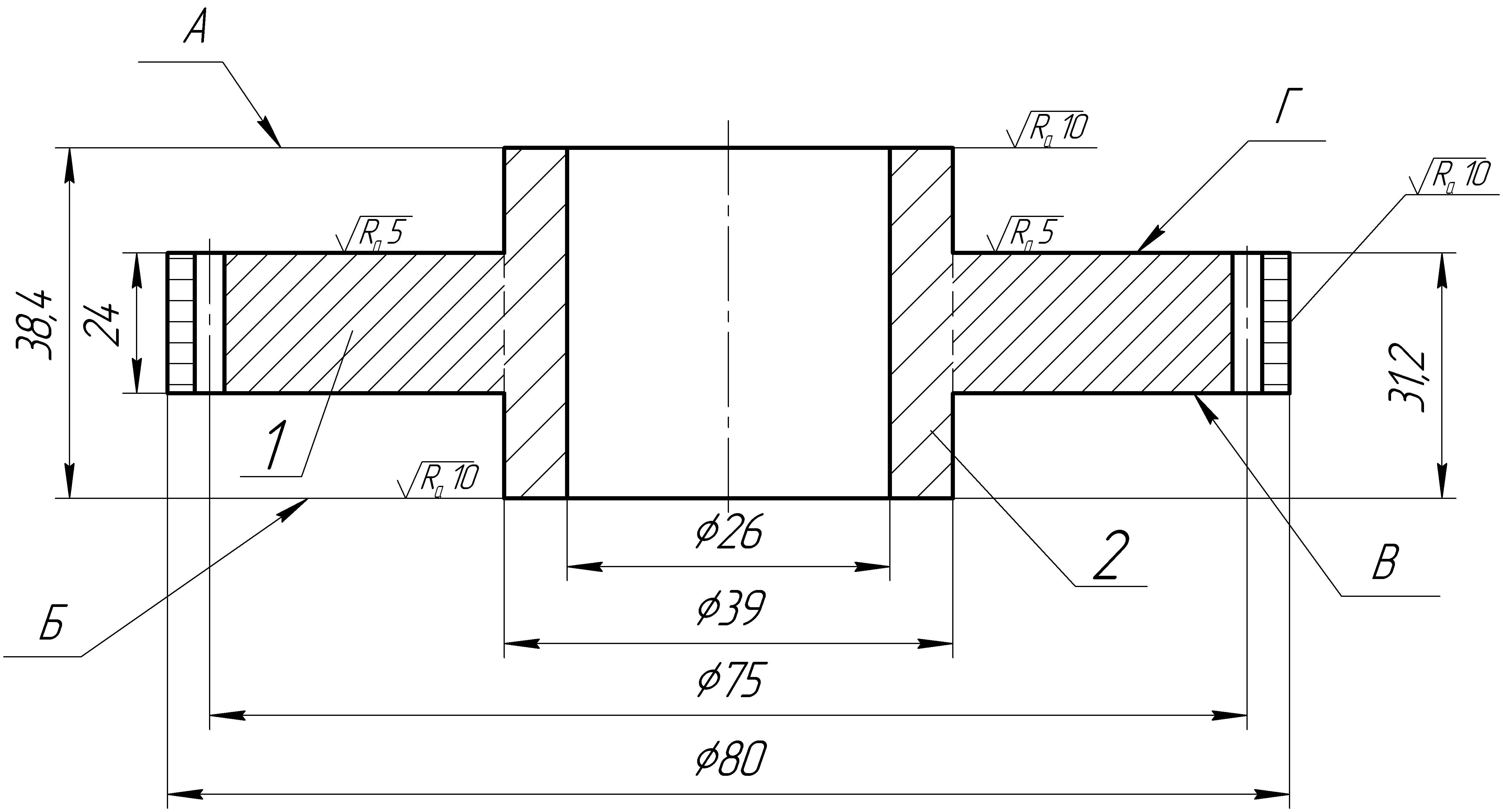
Рис.1. Заготовка шевера
3. Определение массы детали.
Для установления хотя бы приблизительной массы детали Мд необходимо знать ее объем Vд. Для этого деталь нужно разбить на отдельные геометрические простые части.
Для рассматриваемого шевера такими элементарными частями будут: полотно 1, ступица 2. Примем наружный диаметр шевера D=80, равный произведению модуля на количество зубьев + 2.
С учетом штамповочного уклона примем внутренний диаметр полотна равным 64 мм. Находим объем полотна 1:
![]() .
.
Находим объем ступицы 2:
![]() .
.
Находи объем всей детали:
![]()
Теперь находим массу всей детали:
![]() ,
где
,
где
ρ = 7,85 г/см3 – плотность стали.
![]()