

13.4. Диагностирование установок для ремонта скважин
Установки для ремонта скважин (далее установки) изготовляются в передвижном исполнении и представляют собой мачтовый подъемник, смонтированный на специальном шасси или на шасси базового серийного автомобиля. Техническое диагностирование установки регламентировано РД 08-195-98 «Инструкция по техническому диагностированию состояния передвижных установок для ремонта скважин». Порядок диагностирования по РД 08-195-98 приведен на рис. 13.16.
Визуальный и измерительный контроль металлоконструкций, механизмов и оборудования выполняют в соответствии с типовыми картами осмотра установок. При необходимости применяют различные методы неразрушающего контроля. В качестве одного из основных предусматривается использование метода акустической эмиссии, позволяющего выявить в металлоконструкциях зарождающиеся и развивающиеся дефекты типа усталостных трещин. Акустико-эмиссионная диагностика осуществляется совместно со статическими испытаниями установки под нагрузкой.
К возможным характерным дефектам металлоконструкций, возникшим в процессе эксплуатации, относят:
-
изгибы, смятия и другие виды деформаций, отклонения положения узлов от проектных;
-
разрушение элементов вследствие коррозии;
-
разрушение (вздутие) элементов замкнутого сечения вследствие скапливания и замерзания в них воды;

Рис. 13.16. Порядок технического диагностирования передвижных установок для ремонта скважин
-
образование трещин в сварных швах, основном металле и ослабление болтовых соединений;
-
выработку (износ) шарнирных соединений.
Измеряют размеры обнаруженных дефектов, устанавливают отклонения геометрических размеров и форм металлоконструкций от проектных. Полученные результаты сравнивают с допустимыми значениями и в случае их превышения вносят соответствующие данные в ведомость дефектов.
При проведении осмотра для фиксации выявленных дефектов применяют условные обозначения, приведенные в табл. 13.1,
Таблица 13.1
|
Графическое обозначение |
Наименование дефекта |
|
|
Вмятины, прогибы, искривления |
|
|
Трещины в сварных швах |
|
|
Трещины в металле |
|
|
Ослабления креплений |
|
|
Коррозия |
|
|
Износ |
|
|
Характерные места образования трещин |
Виды и местоположения наиболее часто возникающих дефектов приведены на схеме установки на рис. 13.17.

Рис. 13.17. Местоположения часто встречающихся дефектов:
1 – транспортная опора мачты; 2- аутригеры гидравлические; 3 – рама шасси; 4 – опора мачты; 5 – опорная секция мачты; 6 – балкон для работы с трубами; 7 – выдвижная секция мачты; 8 – балкон верхового рабочего
Из числа перечисленных выше дефектов наиболее опасными являются трещины. Они чаще всего возникают в местах концентрации напряжений, вызываемых резким изменением сечения элементов. К типичным концентраторам напряжения относят:
-
отверстия, вырезы и элементы с резким перепадом сечений;
-
места окончания накладок, ребер, проушин, раскосов;
-
места пересечения сварных швов, прерывистые швы;
-
технологические дефекты сварных швов (подрезы, наплывы, незаваренные кратеры, резкие переходы от наплавленного металла к основному и др.), перепады в толщинах сваренных «встык» листов.
Типовые места в металлоконструкциях и установках, где возможно образование трещин, приведены на рис. 13.18.
Оценку технического состояния всех механизмов, оборудования, приборов и устройств безопасности установок осуществляют путем их внешнего осмотра, проведения проверки на холостом ходу и под нагрузкой. При выявлении дефектов или при подозрении на их наличие узел или механизм необходимо разобрать, промыть и провести необходимые измерения и диагностику технического состояния его деталей методами неразрушаюшего контроля. К таким узлам относятся, например, редукторы, коробки передач, пневмо- и гидроаппаратура.
Контроль технического состояния электрооборудования осуществляют путем его осмотра, проверки комплектности, целостности, качества контактов, надежности крепления и т. п., а также проверкой сопротивления изоляции кабелей, проводов и электрических цепей электрооборудования.
Канаты, блоки, грузозахватные органы, приборы безопасности, кабину машиниста и другие узлы обследуют в соответствии с картой осмотра. Для обследования крюкоблоков, крюков, кронблоков, талевых блоков, элеваторов, штропов и вертлюгов применяют различные методы неразрушающего контроля. Предпочтительными являются ультразвуковой, капиллярный и магнитопорошковый методы.
На завершающем этапе диагностики проводят статическое испытание установки под нагрузкой, превышающей их номинальную грузоподъемность на 25 %. Испытание проводят при отсутствии дефектов, снижающих безопасность эксплуатации установки, а при их обнаружении — только после устранения этих дефектов. Перед проведением испытания мачта установки центрируется над испытательным грузом и закрепляется силовыми и ветровыми растяжками. Максимальное смещение оси талевого блока относительно оси приложения нагрузки не должно превышать 50 мм. В процессе испытаний проводится измерение отклонений мачты от вертикали (отвесом или теодолитом) и измерение величины прогиба элементов мачты (нивелиром). Остаточная деформация элементов мачты не допускается, а ее осадка должна удовлетворять требованиям, установленным РД 08-195-98.
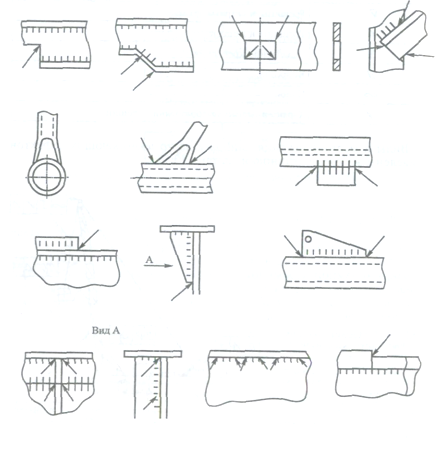
Рис. 13.18. Типовые места в металлоконструкциях, где возможно образование трещин