

Часть 2. Режущий инструмент
1 Резцы.
-
Конструкция и геометрические параметры токарного резца.
Токарный резец (рис.1.1) состоит из режущей части l и державки L. Режущая часть может быть выполнена из быстрорежущей стали, твердого сплава, режущей керамики, сверхтвердых материалов (композитов, алмазов). Державки обычно изготавливают из стали 40Х, 45Х, 50ХФА.
Цельные конструкции резцов из быстрорежущей стали и твердого сплава выполняются при малых габаритных размерах инструмента.
Поперечное сечение державки может быть квадратным, прямоугольным и круглым. С целью унификации резцедержателей размеры сечения резцов стандартизированы. Необходимые размеры сечения державки можно определить одним из трех способов:
-
Расчетом на прочность по главной составляющей силы резания Рz.
-
На основании экспериментально установленного соответствия размеров державки сечению срезаемого слоя.
-
Выбором сечения державки резца в зависимости от размеров станка.
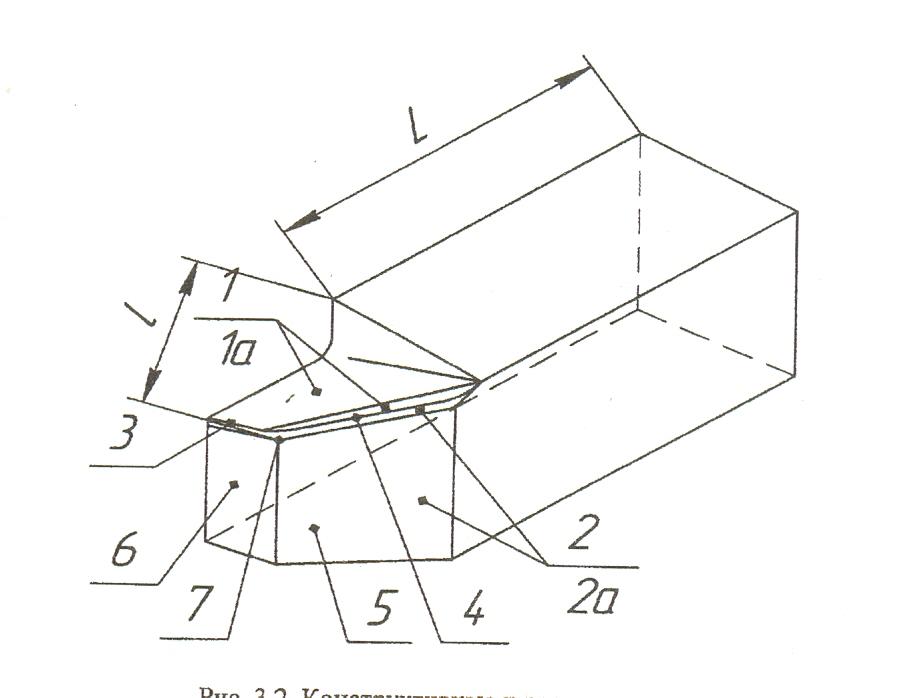
Рис. 1.1 Конструктивные и режущие элементы резца.
Элементы лезвия резца.
Передняя поверхность лезвия 1, 1А (рис.1.1) – поверхность, контактирующая в процессе резания со срезаемым слоем и стружкой.
Задняя поверхность лезвия 2, 2а, 6 – поверхность, контактирующая в процессе резания с поверхностями заготовки.
Режущая кромка 3, 4 – кромка лезвия, образуемая пересечением задней и передней поверхностями.
Главная режущая кромка 4 – часть режущей кромки, формирующая большую сторону сечения срезаемого слоя.
Вспомогательная режущая кромка 3 – часть режущей кромки, формирующая меньшую сторону сечения срезаемого слоя.
Главная задняя поверхность 2, 2а - задняя поверхность инстумента, примыкающая к главной режущей кромке.
Вспомогательная задняя поверхность 6 – задняя поверхность инстумента, примыкающая к вспомогательной режущей кромке.
Вершина 7- участок режущей кромки в месте пересечениядвух задних поверхностей.
Радиус вершины – радиус кривизны вершины.
Углы резца.
Геометрические параметры лезвия резца (рис.1.2) задаются в инструментальной статической системе координат, при которых условно резец и его вершина расположены соответственно перпендикулярно оси вращения заготовки на высоте ее центров.

Рис. 1.2 Геометрические параметры резца
Главный передний и задний α углы измеряются в главной секущей плоскости N -N (перпендикулярной к основной плоскости и к проекции на эту плоскость главной режущей кромки); вспомогательный задний угол α1 - во вспомогательной секущей плоскости N1-N1.
Величина главных переднего и заднего углов назначается, исходя из физико-механических свойств материала обрабатываемых заготовок и режущей части резца. Обычно у резцов вспомогательный задний угол α1 = α, за исключением отрезных и прорезных резцов, для которых α1=1…2о. Величины углов и α определяют значение углов заострения β и резания δ.
Главный φ и вспомогательный φ1 углы в плане, измеряемые между проекциями главной или вспомогательной режущих кромок на основную плоскость и направлением подачи выбираются в зависимости от вида обработки. Углы φ и φ1 предопределяют возможность контурного точения. Угол наклона λ главной режущей кромки управляет направлением схода стружки и влияет на прочность режущей кромки. Для твердосплавных резцов угол выбирается положительным до 15…20о при черновой обработке и точении с ударами.