

Лекция № 9.
|
Тема |
ПЕРЕДАЧА УСИЛИЙ ОБЖАТИЯ С АРМАТУРЫ НА БЕТОН |
ПЛАН ЛЕКЦИИ:
9.1. Способы и режимы передачи обжатия с арматуры на бетон.
9.2. Влияние на качество конструкции последовательности пере-
дачи обжатия с арматуры на бетон.
9.3. Рекомендации по обеспечению качества железобетонных конструкций при обжатии.
СОДЕРЖАНИЕ ЛЕКЦИИ.
-
Вопрос 9.1.
Способы и режимы передачи обжатия с арматуры на бетон
В настоящее время применяются различные способы спуска арматуры с упоров:
гидродомкратами,
песочницами (песочными муфтами),
резательными устройствами,
выпрессовкой штырями,
клиновыми приспособлениями,
резка газокислородной или электродуговой сваркой и др..
Применение того или иного способа передачи усилия обжатия зависит от таких факторов:
* тип преднапряженной конструкции,
* оснащенность завода ЖБИ спускными устройствами и оборудованием,
* технология изготовления ЖБК,
* экономическая эффективность того или иного способа в конкретном случае.
Технологический процесс передачи усилия обжатия может осуществляться резко и плавно, одновременно всей арматуры или последовательно отдельными напрягаемыми элементами.
Следовательно, основными технологическими факторами передела «Передача обжатия на бетон» являются: скорость передачи напряжения на бетон и очередность спуска арматуры на бетон.
Именно от этих факторов зависит качество выпускаемой конструкции.
Разработана классификация всех способов отпуска арматуры по режимам. Режим отпуска напряжения арматуры на бетон характеризуется скоростью снижения усилия в арматуре (см. табл. 9.1):
- жесткий режим - скорость снижения усилия превышает 200 МПа / сек.;
-плавный режим - до 50 МПа / сек.
Таблица 9.1.
Классификация способов и режимов передачи обжатия на бетон
|
Режим передачи обжатия (отпуска арматуры) |
Скорость снижения напряжений в свободных концах арматуры |
Способы отпуска арматуры с упоров |
|
Плавный |
До 50 МПа /сек |
1. Отпуск домкратом всей арматуры. 2.Поочредный отпуск напрягаемых элементов домкратом. 3. Отпуск клиновыми устройствами. 4. Отпуск с предварительным разогревом газокислородным пламенем или эл. током на определенной длине (база нагрева) с последующей обрезкой. |
|
Жесткий |
Более 200 МПа /сек |
1.Поочередная обрезка эл. дугой без предварительного разогрева пламенем или током. 2. То же, газокислородным пламенем. 3. Поочередная обрезка дисковой пилой. |
С точки зрения влияния на качество конструкции самым лучшим способом передачи обжатия на бетон является плавный и одновременный спуск с упоров всех напрягаемых элементов. Такая передача обжатия не приводит к возникновению дефектов в торцевых зонах конструкций и обеспечивает качество изготавливаемых изделий.
Однако в связи с широким развитием производства ПНК с большим количеством высокопрочной арматуры значительных диаметров плавный одновременный спуск всей арматуры с помощью перечисленных методов и приспособлений стал затруднителен.
Особенно широкое распространение получили неодновременный отпуск арматуры в связи с повсеместным применением и развитием электротермического способа натяжения арматуры, исключившим применение домкрата и спускных устройств для одновременного и плавного спуска. Вследствие этого как натяжение, так и спуск преднапряженой арматуры довольно часто приходится осуществлять поочередно, т.е. не одновременно.
В таких случаях отпуск арматуры осуществляется поочередной резкой газокислородной или электродуговой сваркой, то есть при этом и режим передачи обжатия стал жестким. В результате процесс отпуска значительно упростился, стал менее трудоемким, не требующим большого числа квалифицированных рабочих.
Однако при этом были выявлены некоторые о с о б е н н о с т и, в значительной степени влияющие на качество ПНК, а именно:
1) при внезапном спуске натянутой арматуры передача обжатия на бетон происходит в виде удара, который приводит к местным разрушениям бетона у торцов конструкции. Поэтому внезапный спуск натянутой арматуры по сравнению с плавным ухудшает сцепление арматуры вблизи торцов конструкций, увеличивает длину зоны передачи напряжений;
2) при поочередном, то есть не одновременном, спуске арматуры происходит перераспределение усилий в свободных участках еще не спущенной арматуры. При этом в различных местах свободных участков арматуры возникают дополнительные растягивающие усилия, которые также ухудшают или нарушают сцепление в концевых участках конструкций.
Все это влияет на трещиностойкость и надежность конструкций.
Что касается причин перераспределения усилий при последовательном отпуске арматуры, то считают: арматурные элементы, отпущенные в первую очередь (стержни, канаты), создают в бетоне сжимающие и радиальные усилия. В то же время еще не отпущенные арматурные элементы могут создавать в бетоне растягивающие напряжения
в продольном направлении. В результате в торце железобетонной конструкции возникает сложное напряженное состояние, вызванное наложением полей напряжений разных знаков. Это взаимодействие полей и приводит к перераспределению усилий в свободных участках арматуры.
|
Вопрос 9.2. |
Влияние на качество конструкции последовательности передачи обжатия с арматуры на бетон |
Как было уже отмечено, наиболее лучшим вариантом является одновременный плавный отпуск всей напрягаемой арматуры. Т.к. часто это невозможно, то следует искать более оптимальные режимы и способы отпуска арматуры на бетон.
-
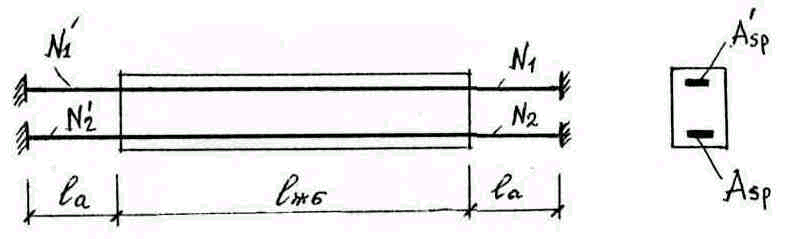
Рис. 9.1. Схема преднапряженного железобетонного элемента перед началом поочередного отпуска арматуры.
-
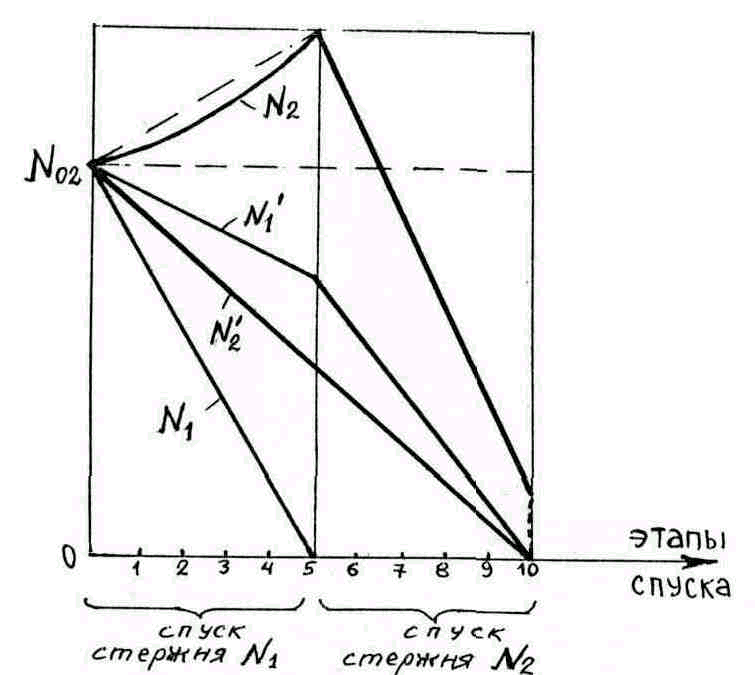
Рис. 9.2 . Диаграммы изменения усилий в свободных участках стержней элемента, приведенного на рис. 10.1, при поочередном отпуске стержней (для первого варианта, рассмотренного в лекции).
Здесь N02 значение растягивающего усилия в концах стержней до начала отпуска арматуры на бетон; в рассматриваемом примере принято одинаковым во всех четырех концах.
Рассмотрим на примере влияние поочередного отпуска арматуры на величину и характер перераспределения усилий в свободных участках еще не отпущенной арматуры (то есть, отпускаемой не в первую очередь).
На рис. приведен железобетонный элемент, армированный двумя напрягаемыми стержнями, четыре конца которых могут быть отпущены поочередно. При этом возможны три варианта поочередного спуска концов арматуры с упоров:
1)в первую очередь отпустить конец N1, затем по очереди другие;
2) в первую очередь отпустить одновременно концы N1 и N1', затем пару других концов;
3) в первую очередь отпустить одновременно концы N1 и N2, расположенные по одну сторону от изделия, затем пару других на противоположной стороне.
Рассмотрим каждый из этих вариантов отдельно, останавливаясь на анализе характера изменения усилий натяжения Ni в каждом из концов. При этом будем использовать информацию, полученную опытным путем для подобных экспериментов. Изменение усилий в концах стержней в опытах замеряется по показаниям датчиков деформаций типа индикаторов или тензорезисторов, закрепляемых на напрягаемой арматуре.
1-й вариант:
При отпуске в первую очередь стержня N1 в стержне N2 в опытах наблюдалось значительное увеличение усилия. При этом индикаторы, установленные на стержнях, отметили вытягивание из бетона стержня N2, происходившее вследствие дополнительного его натяжения в процессе отпуска стержня N1.
В то же время, в свободных участках противоположных концов N1' и N2' усилия плавно передавались на бетон, и увеличения напряжений в них не наблюдалось (см. усилия N1, N2 на этапах 15, график рис. 8.2).
2-й вариант:
Если одновременно отпустить стержни N1 и N1', то усилие в стержне N2 также увеличивается (и происходит его вытягивание из бетона), однако увеличение этого усилия было в несколько раз м е н ь ш е, чем в первом варианте (когда отпускался N1, а потом N2).
3-й вариант:
Если одновременно отпустить стержни N1 и N2 с одной стороны, то в противоположных свободных участках N1'и N2' какого-либо перераспределения усилия не отмечалось (они снижались плавно и одновременно). Фактически этот вариант представляет собой одновременный отпуск всей арматуры, расположенной по одну сторону от изделия, а не поочередный отпуск. После полного отпуска арматуры N1 и N2 усилия в противоположных концах также оказывались равными нулю, и достаточно было срезать эти концы сваркой.
Проведенный "виртуальный эксперимент" позволяет сделать важные в ы в о д ы:
1. Прежде всего, следует понять, что при необходимости отпускать арматуру поочередно (то есть не одновременно) очень важно выбрать наиболее "щадящий" вариант очередности спуска стержней, который не приведет к значительному росту усилий в еще не отпущенных стержнях (т.е. в стержнях, отпускаемых не в первую очередь). Из рассмотренных двух вариантов поочередного спуска арматуры (см. выше) таким "щадящим" вариантом является 2-й вариант.
-
Перераспределение усилий происходит в еще не отпущенных стержнях именно с той стороны, с которой начинают поочередный спуск арматуры.
-
Выявленное нами в примере дополнительное перенапряжение в еще не отпущенных стержнях при неодновременном отпуске приводит к появлению в конструкции таких дефектов: дополнительному вытягиванию арматуры из концевых участков бетона конструкции и нарушению ее сцепления с бетоном; увеличению зоны передачи напряжений с арматуры на бетон lр (см. рис. 9.3). Указанные дефекты являются очень опасными для конструкции, так как значительно снижают трещиностойкость приопорных зон и могут привести к обрушению преднапряженной конструкции при эксплуатации.
Поэтому при мгновенном или поочередном (неодновременном) отпуске арматуры СНиП требует увеличивать расчетные значения зоны передачи напряжений Lp в 1,151,25 раза, кроме элемента, который отпускают в 1-ю очередь.
Необходимо еще раз отметить, что указанное увеличение зоны передачи напряжений Lр происходит главным образом на том конце ПНК, где осуществляется неодновременный отпуск арматуры. На противоположном конце конструкции характер передачи напряжения в большинстве случаев мало отличается от характера напряженного состояния, возникающего при одновременном и плавном отпуске арматуры.
У с т а н о в л е н о, что величина перенапряжения в еще не отпущенной арматуре зависит от процента армирования конструкции "", от соотношения La / Lжб. При всех прочих равных условиях перенапряжение с н и ж а е т с я с увеличением длины La и
-
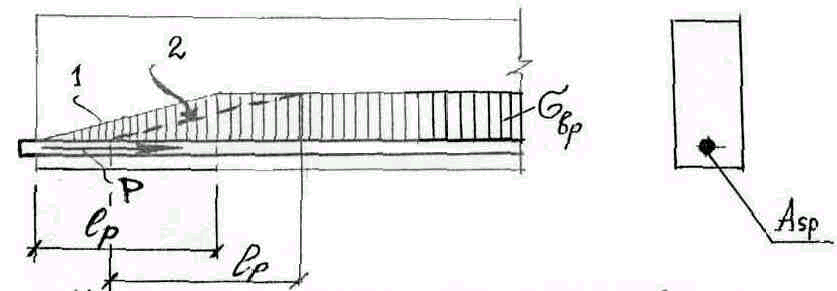
Рис. 9.3 . Характер изменения напряжений bp в бетоне от обжатия в приопорной зоне конструкции после спуска напрягаемой арматуры с упоров:
bp эпюра (1) напряжений в бетоне от обжатия по длине напрягаемой арматуры;
Аsp площадь напрягаемой арматуры;
Р усилие обжатия бетона арматурой;
lp длина зоны передачи напряжений с арматуры на бетон;
2 эпюра напряжений bp в случае нарушения сцепления арматуры с бетоном в торце конструкции (как видно из рисунка, в этом случае более протяженный участок конструкции, считая от торца, оказывается слабо обжатым)
уменьшением "" . (Здесь La длина свободных участков арматуры; Lжб длина железобетонной конструкции.)
Выявленная закономерность позволила разработать технологические мероприятия по уменьшению отрицательного влияния перераспределения усилий на качество конструкции при поочередном спуске арматуры. А именно: ограничить (уменьшить) перенапряжение можно увеличением соотношения La / Lжб, а также применяя попеременный поочередный отпуск натяжения стержней, т.е. допуская перенапряжение лишь на небольшую величину (на 1020% от напряжения в свободных участках sp,1). Для рассмотренного примера попеременный поочередный отпуск арматуры означает следующее:
первым этапом отпустить стержень N1, допуская при этом перенапряжение в стержне N2 на величину не более (1020)% от первоначального значения усилия в стержне.
вторым этапом также частично опустить стержень N2 , допуская перенапряжение в стержне N1 в тех же пределах и т.д. до тех пор, пока стержни с этой стороны изделия будут полностью отпущены.
Такое «дозированное» перенапряжение не приводит к дефектам конструкции, указанным выше.
Однако это потребует осуществлять отпуск арматуры малыми долями от sp,1, что удлинит цикл отпуска арматуры (т.к. увеличится число этапов отпуска).
Учет предыдущего передела изготовления изделия (ТВО) и особенностей НДС при тепловой обработке позволяет осуществить меньшее количество циклов отпуска арматуры и допустить большее расчетное перенапряжение по отношению к пониженному усилию в свободных участках (Р01X1), чем при учете только усилия Р01 (здесь X1 – падение усилия в свободных участках арматуры при ТВО для стендовой технологии).
П о к а ж е м расчетным путем, как влияет учет предыдущего передела (ТВО) на возможности отпуска арматуры (с точки зрения величин допускаемого расчетного перенапряжения при неодновременном спуске арматуры):
Было
установлено, что
![]() = 23
(см. ф. (8)),
= 23
(см. ф. (8)),
где: X1 - см. абзацем выше;
![]() -
потери предварительного напряжения в
арматуре от
t пределах железобетонного изделия.
-
потери предварительного напряжения в
арматуре от
t пределах железобетонного изделия.
-
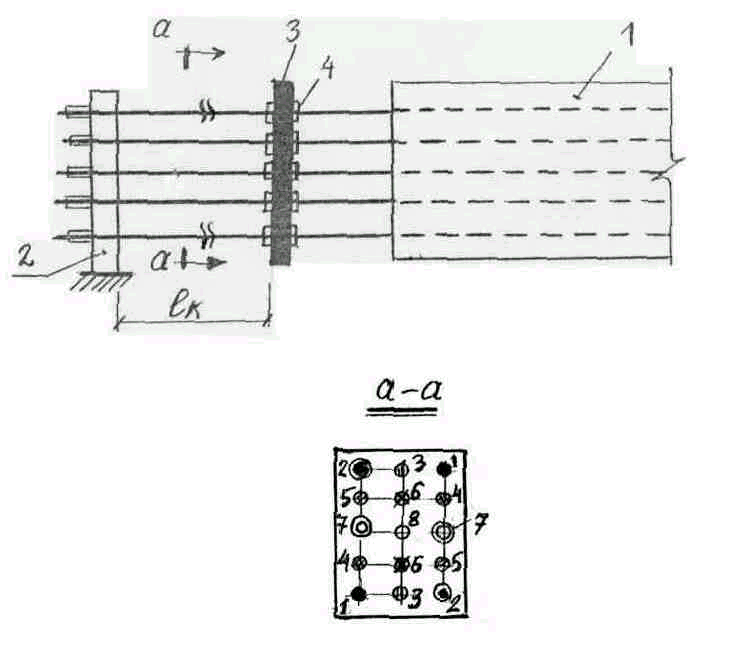

 Рис.
9.4
.
Схема применения компенсирующей
диафрагмы при поочередном спуске
напрягаемой арматуры:
Рис.
9.4
.
Схема применения компенсирующей
диафрагмы при поочередном спуске
напрягаемой арматуры:1 торцевая часть железобетонной конструкции;
2 упор стенда;
3 компенсирующая диафрагма;
lк база компенсации;
1 стержни, отпускаемые в первую очередь;
2 стержни, отпускаемые во вторую очередь, и т.д..
Т.к. в свободных участках усилие уменьшалось на X1, то и при отпуске арматуры перенапряжение может быть допущено на всю эту величину, и составить X1.
![]() ,max
= 80 МПа;
,max
= 80 МПа;
тогда X1 = (160240)Аsp ( МПа).
При
![]() = 1000 МПа
(для высокопрочной арматуры) допустимое
перенапряжение в пределах 10% составит
величину 0,1
= 1000 МПа
(для высокопрочной арматуры) допустимое
перенапряжение в пределах 10% составит
величину 0,1
![]() =
100 МПа.
=
100 МПа.
Тогда с учетом изменений усилий в концах стержней при ТВО величина усилия в еще не отпущенных стержнях при поочередном спуске будет составлять:
Р+ = Р01 (160 МПа)Аsp + (100 МПа)Аsp = Р01 (160 100)Аsp = Р01 (60 МПа)Аsp.
Как видно из последнего выражения, суммарное усилие в еще не отпущенных стержнях с учетом ТВО и перераспределения усилий при неодновременном спуске арматуры Р+ Р01. А оно может быть допущено до величины Р01 = (Р01-X1+X1), так как именно усилие Р01 было в концах стержней перед началом ТВО и оно не является опасным для арматуры. Т.е. усилие в свободном участке натянутого стержня при отпуске первого стержня не превысит величину Р01, а значит, возможность обрыва этого стержня исключается.
Без учета усилия X1 допускаемое р а с ч е т н о е (именно расчетное, а не фактическое!) перенапряжение в свободных участках оказалось бы более значительным (т.е. потребовалось бы удлинять процесс отпуска по этапам, а на самом деле этого не требуется!).
Кроме того следует учесть также, что при остывании п о с л е тепловой обработки усилие в свободных участках арматуры возрастает на величину X2 .
Поэтому, если по условиям изготовления необходим поочередный (неодновременный) отпуск арматуры, то такую передачу усилия обжатия следует осуществлять н е м е д л е н н о (!) после окончания ТВО, когда усилие Р01 снижено на величину X1. Такая рекомендация совпадает с полученным ранее выводом о необходимости отпуска арматуры на горячий бетон, чтобы исключить возможность возникновения технологических трещин вследствие появления в системе растягивающих усилий X2 при охлаждении. Это очень важное условие применения поочередного спуска арматуры на бетон.
Из анализа особенностей напряженно-деформированного состояния передела следует в а ж н ы й в ы в о д : технологический передел "передача усилия обжатия на бетон" необходимо рассматривать как часть единого процесса изготовления конструкции с учетом взаимосвязи и влияния предыдущего передела (ТВО). Это позволяет упростить данный передел и улучшить качество изделия.
|
Вопрос 9.3. |
Рекомендации по обеспечению качества ЖБК при обжатии |
При необходимости осуществлять поочередный (неодновременный) спуск арматуры, сопровождающийся неблагоприятными воздействиями на изделие, рекомендуется использовать технологический прием, позволяющий устранить отрицательное влияние перераспределения усилий на качество конструкции.
Это применение так называемой компенсирующей диафрагмы.
Компенсирующую диафрагму устанавливают с одной стороны от изделия. При этом диафрагму надежно зажимают на всех стержнях напрягаемой арматуры еще до ее натяжения (см. рис. 9.4). По окончании тепловой обработки изделия арматуру режут на участке между упором и диафрагмой. При этом напряжение в арматурных элементах, находящихся между диафрагмой и упором, и обрезаемых не в первую очередь, увеличивается, а значит растут их деформации, и диафрагма п л а в н о перемещается в сторону торца изделия. За счет этого напряжения во всей арматуре, находящейся между торцом изделия и диафрагмой, плавно снижаются, т.е. обжатие п л а в н о передается на бетон одновременно со всего пакета стержней, несмотря на то, что стержни слева от диафрагмы обрезаются поочередно.
Порядок резки арматуры симметричный - от краев к середине сечения, чтобы не допустить значительного изгибающего момента при перемещении диафрагмы вдоль стенда. В рабочих чертежах указывают очередность резки стержней, которая обеспечивает плоскопараллельное перемещение диафрагмы вдоль оси напрягаемого пакета арматуры. При этом номера стержней, отпускаемых в одну очередь, в проекте назначаются из тех соображений, чтобы равнодействующая усилий в стержнях, отпускаемых в одну очередь, находилась как можно ближе к общему центру тяжести всего пакета напрягаемой арматуры. Тогда при перемещении диафрагмы в направлении торца конструкции не будут возникать моменты, вызывающие поворот диафрагмы и, как следствие, перенапряжение в напрягаемой арматуре, расположенной справа от диафрагмы (то есть именно тех участков арматуры, дополнительные усилия в которых влияют на качество конструкции).
Безусловно, перенапряжение в стержнях, отпускаемых не в первую очередь (то есть в еще не отпущенных стержнях на любом этапе поочередного отпуска арматуры) будет иметь место и при наличии компенсирующей диафрагмы. Но весь смысл ее применения состоит в том, что это перенапряжение будет происходить на участке между упором и диафрагмой (то есть, слева от диафрагмы), а не между диафрагмой и торцом конструкции (то есть справа от диафрагмы). А происходящее именно там перенапряжение не приносит конструкции никакого вреда!!! В этом и состоит замечательная идея применения компенсирующей диафрагмы.
Однако и при применении компенсирующей диафрагмы есть определенные проблемы, которые приходится решать. Это, как было показано выше, перенапряжение участков напрягаемой арматуры на участке слева от диафрагмы. Очевидно, что деформации стержней этого участка будут увеличиваться от этапа к этапу обрезки стержней и могут достигнуть предельных значений, то есть произойти обрыв стержней слева от диафрагмы.
Для того, чтобы в результате перемещения компенсирующей диафрагмы не произошел обрыв арматурных стержней, отпускаемых в последнюю очередь, между диафрагмой и упором необходимо обеспечить оптимальную базу компенсации Lк, длина которой определяется из выражения:
Lк
=
 …(15)
…(15)
где:
![]()
деформация
в арматуре, соответствующая пределе
текучести стали sp;
деформация
в арматуре, соответствующая пределе
текучести стали sp;
![]()
деформация
арматуры при разрыве (то есть предельная);
деформация
арматуры при разрыве (то есть предельная);
![]()
длина
i-го
свободного участка арматуры;
длина
i-го
свободного участка арматуры;
![]() длина
зоны передачи напряжений для j-го
участка арматуры;
длина
зоны передачи напряжений для j-го
участка арматуры;
= Es / Eb ( отношение модулей стали и бетона).
Расчеты по ф.(15) показали, что для арматуры классов А-Шв, А-IV при длине конструкции Lж б = 32 м и = 3 % величина базы компенсации составляет Lк<=10 см; а при канатной арматуре и = 1%) Lк = 120 см (на стендах длиной до 100 м).
Т.к. длина свободных участков на современных длинных стендах составляет не менее 400 см, то применение компенсирующей диафрагмы не приводит к перерасходу арматуры. Процесс же отпуска арматуры при использовании компенсирующей диафрагмы существенно упрощается, т.к. не требует высокой квалификации рабочих. Поэтому рассмотренный технологический прием рекомендован к применению, как обеспечивающий качество конструкции при неодновременном (поочередном) спуске арматуры.
ОБЩИЕ ВЫВОДЫ ПО РАЗДЕЛУ
Известно, что основное назначение предварительного напряжения в железобетоне обеспечить повышенную трещиностойкость и жесткость конструкции в стадии эксплуатации по сравнению с обычной конструкцией (то есть, не имеющей предварительного напряжения).
Также известно, что начальное наряженное состояние преднапряженной конструкции создается именно в стадии изготовления. Обеспечивается это начальное наряженное состояние путем предварительного напряжения арматуры с последующим обжатием бетона при спуске напрягаемой арматуры на бетон.
Из этих двух напоминаний, надеемся, известных студентам фактов, следует понимать важность именно этих двух технологических параметров для будущей конструкции.
Поэтому, обобщая рассмотренный выше анализ технологических переделов изготовления преднапряженных конструкций, можно сделать следующие общие выводы:
основные технологические параметры конструкции (величина предварительного напряжения в арматуре sp и передаточная прочность бетона Rbp) формируются в процессе изготовления ее, и могут рассматриваться как величины переменные на протяжении всего цикла изготовления. В этом смысле они могут рассматриваться как функции времени.
инженеры-технологи заводов по производству ЖБК, разрабатывая или внедряя мероприятия по ускорению цикла изготовления изделия, обязаны учитывать влияние этих мероприятий на качество конструкции (здесь под словом "качество" имеются в виду предельные состояния в стадии эксплуатации: прочность, жесткость, трещиностойкость) в к о м п л е к с е всего цикла изготовления, т.е. с учетом того, что напряженно-деформированное состояние элемента на любом этапе изготовления зависит от всех предыдущих этапов его изготовления и должно учитываться соответствующими расчетами.