

1.3 Выбор вспомогательных инструментов
Вспомогательный инструмент выбирается в зависимости от типа оборудования, выбранного режущего инструмента и типа револьверной головки.
Выбранный вспомогательный инструмент сведен в таблицу 3.2
Таблица 3.2 - Выбор вспомогательного инструмента
|
№ перехода |
Наименование инструмента |
|||||||||||||||||||||||
|
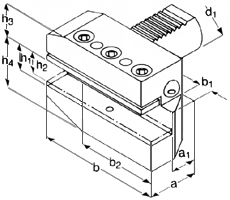
1 |
Резцедержатель радиальный правый 1124-40Р DIN 69880 |
|||||||||||||||||||||||
|
|
|
|||||||||||||||||||||||
|
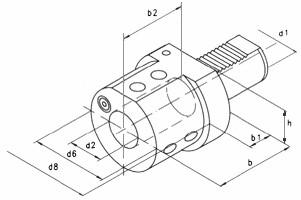
2,3,4 |
Державка 1253-40-25 DIN 1835B |
|||||||||||||||||||||||
|
|
|
|||||||||||||||||||||||
1.4 Расчет режимов обработки
Методика расчета режимов резания следующая, [1]:
1) Назначение глубины резания t, мм.
2)
Назначение подачи на оборот,
 Корректировка подачи по паспорту станка,
но так как выбранное оборудование имеет
возможность бесступенчатого регулирования
подачи, то необходимости в корректировке
нет.
Корректировка подачи по паспорту станка,
но так как выбранное оборудование имеет
возможность бесступенчатого регулирования
подачи, то необходимости в корректировке
нет.
3) Назначение скорости резания,

4)
Определение частоты вращения шпинделя
станка по формуле,
 :
:

Корректировка частоты вращения по паспорту станка, но так как выбранное оборудование имеет возможность бесступенчатого изменения частоты вращения шпинделя, то необходимости в корректировке нет.
5) Определение основного времени, мин:

Расчет режимов резания производим по рекомендациям, приведенным в каталоге “TaeguTec”. В котором в зависимости от обрабатываемого материала, материала и размера пластины, а также условий эксплуатации инструмента приведены скорость, подача и глубина резания.
1.4.1 Расчет режимов обработки для однократного растачивания
1) t = 2,3 мм.
2)

3)

4)
5)
Остальные режимы резания приведены в таблице 3.3
Таблица 3.3 – Режимы резания.
|
Пере- ход |
Скорость v(м/мин) |
Частота n (мин-1) |
Глубина t (мм) |
длина рабочего хода, мм |
S (мм/об) |
S (мм/мин) |
То (мин) |
|
1 |
290 |
770 |
2,3 |
35 |
0,35 |
269 |
0,13 |
|
2 |
220 |
687 |
2 |
70 |
0,25 |
172 |
0,41 |
|
3 |
280 |
1013 |
0,7 |
45 |
0,4 |
405 |
0,11 |
|
4 |
110 |
398 |
0,5 |
5 |
0,15 |
60 |
0,08 |