

Факторы, влияющие на вид осадка
1. Концентрация ионов выделяемого металла
Первичные центры кристаллизации. Для образования рыхлого осадка нужна пониженная концентрация ионов металла в электролите.
2. Плотность тока
Плотность тока связывает силу тока с суммарной рабочей поверхностью катодов (катодная плотность тока iк ) или анодов (анодная плотность iа)
i = I/S
i – плотность тока, А/м2
I - сила тока на ванне, А
S – суммарная поверхность (рабочая) катодов, м2
Плотность тока в электролизере должна быть оптимальной и не превышать предельно допустимую. При большей плотности – разряжается больше ионов, т.е. на катоде создается больше первичных центров кристаллизации. Однако при высокой плотности тока напряжение на ванне высоко, что приводит к выделению на катоде побочных элементов и снижает выход по току. С повышением плотности тока получают мелкозернистые осадки на катоде.
3. Температура электролита.
С повышением Т электролита выход по току снижается, т.к. возрастают химическое взаимодействие катодного осадка с солевой фазой и потери на испарение благодаря уносу растворенных металлов циркулирующим электролитом. Чрезмерное снижение температуры также недопустимо, поскольку повышает вязкость электролита и механические потери металла. Электролиз водных растворов ведут при Т=60 °С.
4. Другие факторы
Расстояние между электродами (электросопротивление электролита в ванне увеличивается, а сила тока падает, в результате чего уменьшается катодная плотность тока и порошок получается более крупным) , кислотность электролита (определяет концентрацию в нем ионов водорода. При её повышении на катоде происходит бурное выделение водорода, что способствует разрыхлению порошка, но существенно уменьшает выход по току) и наличие в нем посторонних ионов (восстанавливаясь на катоде, некоторые из них приводят к загрязнению выделяемого металла и уменьшают выход по току), скорость циркуляции электролита и др.
Электролиз водных растворов
Способ применяют для получения Cu, Ag, Fe, Ni, Co, Sn.
Ni, Zn, Co образуют равномерные плотные мелкозернистые осадки независимо от природы электролита. Ag, Cd растут в виде отдельных сильно разветвляющихся кристаллов при электролизе простых солей, из раствора цианистых солей они выделяются в виде ровного гладкого слоя. На качество осадков влияют также плотность тока, концентрация и способ перемешивания электролита.
Размер частиц порошков уменьшается с повышением плотности тока. Экспериментальные зависимости между плотностью тока и концентрацией катионов выделяемого металла представлены на рисунке.
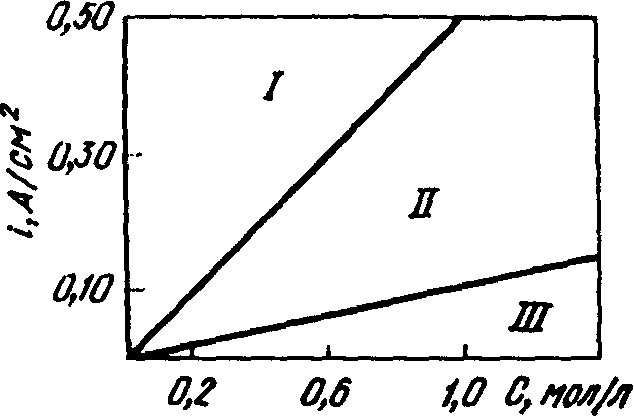
1 – область рыхлых осадков;
2 – переходная зона;
3 – область плотных осадков.
Если концентрация повышается в пределах значений, соответствующих рыхлым осадкам, то в связи с увеличением роста кристаллов они получаются более крупными. Повышение температуры электролита вызывает повышение концентрации ионов у катода (возрастает подвижность ионов), что способствует получению плотных осадков.
Медный порошок.
Получают из раствора сернокислой меди. Он имеет высокую чистоту и регулируемую дисперсность. Исходные материалы: анодная медь. медный купорос и серная кислота. В электролите содержатся катионы Cu2+, H+, и анионы OH- , SO42-.
Выделение порошка проводят на медных катодах пластинчатого или стержневого типа. Анодов в ванне на один больше, чем катодов. Ванны соединены в электрической цепи последовательно, а электроды в них – параллельно. Порошок с катодов снимают скребками через 60-120 мин работы. Пассивацию анодов устраняют наличием ионов хлора (0,5-4 г/л), поступающих с водой, содержащей Na Cl или HCl. В процессе электролиза прикатодное пространство обедняется катионами меди и обогащается ионами SO42- ; прианодное – наоборот. Это компенсируется переносом катионов и анионов, а также системой непрерывной замкнутой циркуляции, при которой за 1 час происходит десятикратный обмен электролита. В электролит переходят и анодные примеси – никель. железо, мышьяк, сурьма. Накапливаясь в электролите, они загрязняют его, поэтому периодически часть электролита нужно заменять.
Порошок, очищенный с электродов, выгружают каждые 1,5-2,0 ч при помощи гидровакуумной системы и промываю горячей водой. После промывки порошок стабилизируют, промывают, обезвоживают и сушат. Высушивание осуществляют в вакуумном аппарате при 110 °С 10-12 ч. Затем порошок измельчают в мельницах непрерывного действия, работающих в замкнутом цикле с рассевом на фракции.
Стабилизация
предназначена для обработки поверхности
порошка, которая защищает его от
окисления. Стабилизацию осуществляют
раствором хозяйственного мыла.
Концентрация этого раствора 400 г/![]() воды.
воды.
В качестве электролита применяют раствор медного купороса – CuSO4· 5H2O. Расход электроэнергии 2500-3800 кВт·ч/т
Катодная
плотность тока i
составляет 1300-1600 А/![]() .
.
ПМС – порошок медный стабилизированный.
ПМЭ – порошок медный электролитический.
напряжение на ванне 1,3-1,7 В
Размер получаемых порошков до 45 мкм.
Получение Ag порошка: Получают электролизом раствора азотнокислого Ag.
Катод
– Al, анод – прокатанное
серебро. Температура электролита –35-40
°С. Плотность тока – 1400-1500 А/![]() ,
напряжение на ванне 2-2,8 В. ПС – порошок
серебренный (чистота 99,9% Ag).
,
напряжение на ванне 2-2,8 В. ПС – порошок
серебренный (чистота 99,9% Ag).