

2.1. Краткие теоретические сведения
2.1.1. Сверла
Сверла предназначены для получения отверстий в сплошном материале, рассверливания просверленных отверстий и надсверливания углублений, они обеспечивают получение поверхности 11-го и 12-го квалитетов точности и значения ее шероховатости Rz от 20 до 80 мкм.
Различают следующие типы сверл (см. рис. 2.1):
-
спиральные (или винтовые) цельные, составные с твердосплавными режущими пластинами с прямыми, наклонными и винтовыми стружечными канавками (см. рис. 2.1, а, б, в), являются самыми распространенными;
-
перовые или плоские (рис. 2.1, г), являются простыми по конструкции, жесткими и в основном используются для обработки дерева, пластмасс и мягких цветных металлов и сплавов;
-
кольцевые (рис. 2.1, д) для сверления отверстий диаметром более 80 мм;
-
центровочные (см. рис. 2.1, е) для получения центровых отверстий;
-
для глубокого сверления (пушечные, ружейные, шнековые и др.) (см. рис. 2.1, ж).
|
|
|
|
а |
д |
|
|
|
|
б |
е |
|
|
|
|
в |
ж |
|
|
|
|
г |
|
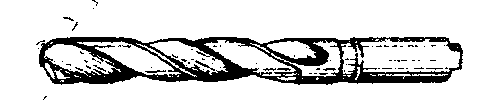
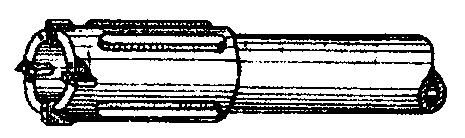

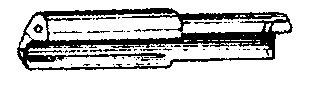
Рис. 2.1. Типы сверл
Спиральное сверло (см. рис. 2.2) состоит из рабочей части, включающей режущую и направляющую части, шейки и хвостовика с лапкой. Хвостовики сверл малого диаметра изготавливаются цилиндрическими. Лапка у сверл с коническим хвостовиком (конус Морзе) предназначена для извлечения его из отверстия шпинделя и предотвращения проворота сверла. Шейка служит для выхода шлифовального круга при шлифовании ленточек сверла.
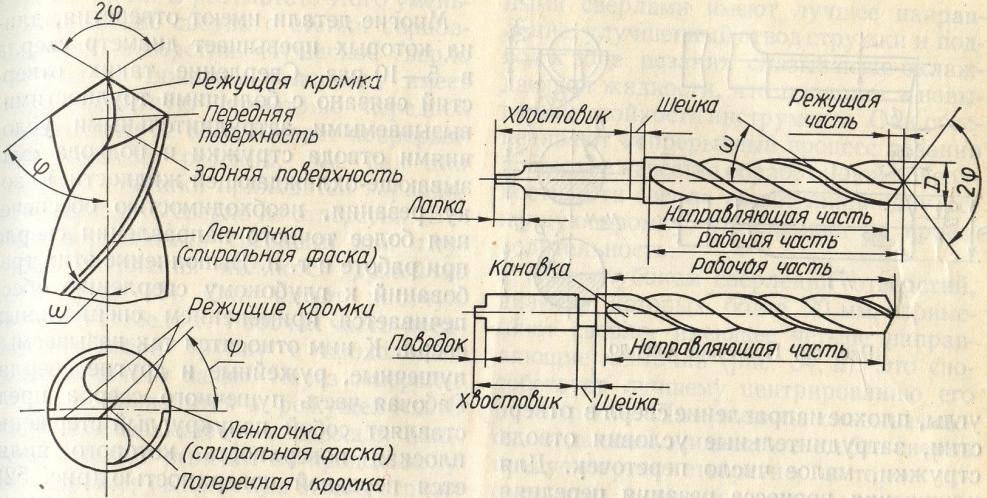
Рис. 2.2. Элементы конструкции спирального сверла
Э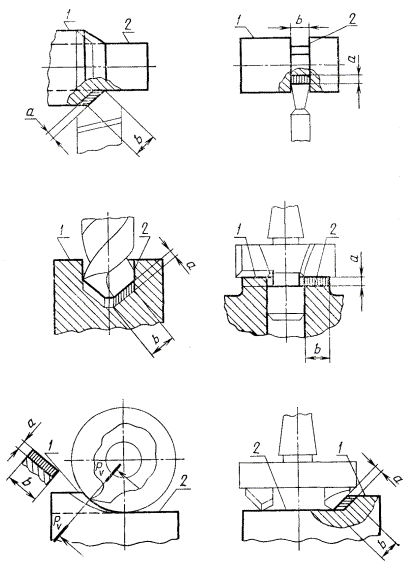
 лементы
движений в процессе резания при сверлении
представлены на рис. 2.3. Главным движением
резания Dг
при сверлении является вращательное
движение сверла, а движением подачи
Ds
– поступательное перемещение сверла
в направлении оси просверливаемого
отверстия (см. рис. 2.3, а).4
лементы
движений в процессе резания при сверлении
представлены на рис. 2.3. Главным движением
резания Dг
при сверлении является вращательное
движение сверла, а движением подачи
Ds
– поступательное перемещение сверла
в направлении оси просверливаемого
отверстия (см. рис. 2.3, а).4
а б
1 – направление скорости результирующего движения резания Ve; 2 – направление скорости главного движения резания V; 3 – рабочая плоскость Ps; 4 – рассматриваемая точка главной режущей кромки; 5 – направление скорости движения подачи Vs; – угол скорости резания между направлениями скорости главного движения резания V и результирующей скорости резания Vе; Dг – главное движение резания; Ds – движение подачи; a – толщина срезаемого слоя; b – ширина срезаемого слоя
Рис. 2.3. Движения в процессе сверления (а) и элементы срезаемого слоя (б)
Элементы рабочей
части сверла показаны на рисунках 2.2 и
2.4. Направляющая часть имеет две винтовые
канавки 1 для вывода стружки, которые
делят рабочую часть сверла на два зуба.
На поверхности 2 расположена ленточка
3, которая служит для направления сверла
при резании и уменьшения трения его о
стенки обрабатываемого отверстия. На
режущей части сверла располагаются
главные режущие кромки К,
которые непосредственно участвуют в
процессе резания, а также поперечная
режущая кромка Кп,
необходимая в начальный момент для
врезания инструмента в сплошной материал
заготовки. Передней поверхностью Aγ
зуба сверла является криволинейная
поверхность канавки, по которой сходит
стружка, главной задней поверхностью
Aα
– спинка зуба, а вспомогательной задней
поверхностью ![]() – поверхность ленточки.
– поверхность ленточки.
п
Ps
Ps
ψ
Pτ
Pτ
2φ
Pν
Pν
V ω
φ1
Aγ
Aα
Pn
Pn
Pν
Pν
К1
Psx
Psx
x
Ps α α β γ
Aα
Aγ
Psx
– Psx
Pτ
– Pτ + – + –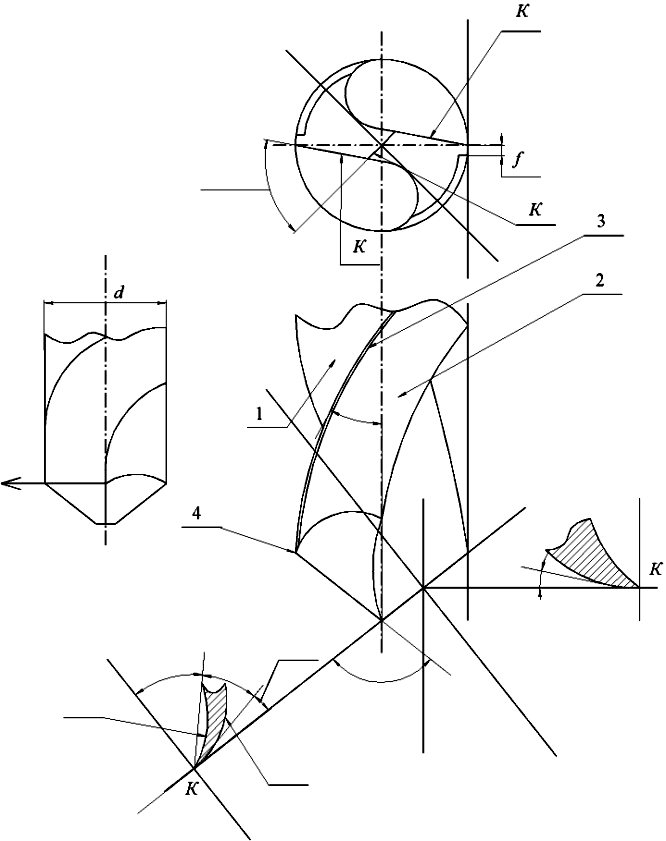








![]()
![]()


![]()
















Рис. 2.4. Конструкция и геометрия рабочей части спирального сверла
Конструкция и геометрия зуба сверла принципиально не отличаются от конструкции и геометрии токарного резца (см. рис. 1.2). Пересечение главной К и вспомогательной К1 режущих кромок (см. рис. 2.4) образует вершину зуба 4.
Спиральное сверло имеет ряд конструктивных особенностей:
-
передняя поверхность лезвия Aγ является винтовой, поэтому передний угол γ, измеряемый в главной секущей плоскости Рτ между касательной к передней поверхности в рассматриваемой точке режущей кромки и основной плоскостью Рv, проведенной через эту точку, уменьшается от периферии к центру, а для поперечного лезвия Кп он имеет отрицательное значение. Угол γ определяет угол наклона винтовой канавки ω. Передний угол в любой точке х на режущей кромке может быть рассчитан по формуле:
|
tgγx = (dx /d) tgω/sin φ, |
(2.1) |
где ω – угол наклона винтовой канавки (см. рис. 2.2), измеряемый между осью сверла и касательной к винтовой линии по наружному диаметру d; принимается от 18° для мелких сверл до 30° для более крупных;
dx – диаметр сверла в точке х.
-
задний угол сверла α переменный, измеряемый в осевом сечении плоскостью Рsх, – угол между касательной к главной задней поверхности Aα сверла, проходящей через некоторую точку х, лежащую на главной режущей кромке К, и плоскостью, проведенной через эту точку перпендикулярно оси сверла. Сверло затачивается по главной задней поверхности таким образом, чтобы угол заострения β в каждой точке режущей кромки был примерно одинаковым, т. е. задний угол от периферии к центру увеличивается. В связи с этим принимаемый на периферии задний угол α = 6 – 8° доходит у оси сверла до 25°;
-
вспомогательная задняя поверхность лезвия
 цилиндрическая (поверхность ленточки),
поэтому вспомогательный задний угол
α1
равен нулю;
цилиндрическая (поверхность ленточки),
поэтому вспомогательный задний угол
α1
равен нулю; -
главные задние поверхности зубьев при пересечении образуют поперечную режущую кромку Кп (см. рис. 2.4). Угол наклона поперечной режущей кромки ψ измеряется между проекциями поперечной и главной режущих кромок на плоскость, перпендикулярную оси сверла, при этом ψ = 50 – 55°;
-
вспомогательный угол в плане φ1 (см. рис. 2.4) обеспечивается за счет изготовления рабочей части сверла с обратной конусностью, т. е. сверла диаметром свыше 18 мм уменьшают по диаметру на 0,05 – 0,12 мм на каждые 100 мм длины рабочей части от поперечной режущей кромки к хвостовику. В результате этого уменьшается трение направляющей части сверла о стенки обработанного отверстия;
-
угол при вершине сверла 2φ оказывает большое влияние на процесс сверления и зависит от свойств обрабатываемого материала. Для стандартных сверл угол 2φ принимается равным 116 – 118°. Если сверла используются для обработки заготовок из твердых или хрупких материалов, то угол при вершине должен быть в пределах 130 – 140°, если они применяются для сверления мягких и вязких материалов или не жестко закрепленных листовых изделий – угол при вершине затачивается в пределах от 90 до 110°.