

§ 9.4. Елементи конструкцій трансформаторів і дроселів
Трансформатор, як і дросель, складається з однієї або декількох індуктивних котушок з обмотками, які надягають на сердечник з магнітного матеріалу (магнітопровід), а також елементів, службовців для того, що скріпляє частин сердечника і закріплення трансформатора в апараті.
Магнітопроводи. Для трансформаторів і дроселів застосовують три типи магнітопроводів: стрижньовий, броньовий і кільцевий (мал. 9.8).
При використовуванні броньового магнітопровода всі обмотки трансформатора розміщують на одній котушці, яку надягають на середній стрижень магнітопровода. При використовуванні стрижньового магнітопровода на двох його стрижнях розташовують дві котушки. В малопотужних силових і низькочастотних трансформаторах використовують броньові сердечники, оскільки застосування одній котушки спрощує конструкцію і дозволяє отримати максимальний коефіцієнт заповнення вікна магнітопровода міддю. Стрижньову конструкцію використовують звичайно для трансформаторів великої і середньої потужності; наявність двох котушок збільшує площу тепловіддачі і покращує тепловий режим обмоток. Перевагою стрижньової конструкції є слабе зовнішнє магнітне поле, оскільки поля двох котушок направлені назустріч один одному. Якнайменше зовнішнє поле виходить при використовуванні в трансформаторах кільцевих сердечників. Проте ці сердечники в даний час застосовують рідко через низьку продуктивність праці при намотуванні дроту.

Мал. 9 8. Магнітопроводи:
а — броньовий; би — стрижньовий; в — кільцевий
По конструкції броньові і стрижньові магнітопроводи підрозділяють на зібрані з штампованих пластин і стрічкові (мал. 9.8).
Стрічковий магнітопровід можна отримати навивкою і склеюванням смуги трансформаторної сталі. Після раз-, необхідно для установки котушок, получают С-образниє сердечники, з яких собирают броневые и стержневые магнитопроводы (для виготовлення стрічкових сердечників застосовують і інші технологічні процеси). Для отримання мінімального немагнітного зазору в магнітопроводі торці сердечників після установки в котушку склеюють пастою, що містить феромагнітний матеріал. Якщо зазор необхідний, то в місці стику двох сердечників встановлюють прокладки з паперу або картону необхідної товщини. Стрічкова конструкція сердечників дозволяє механізувати процес виготовлення. При цьому трудомісткість процесу установки сердечника в котушку зменшується, а відходи матеріалу скорочуються. При використовуванні текстурованных сталей застосування стрічкових сердечників дозволяє скоротити розміри і масу трансформатора. Це відбувається тому що в штампованих сердечниках частина магнітних силових ліній проходить перпендикулярно напряму прокату. При цьому мають місце великі втрати в сталі. В стрічкових сердечниках лінії поля розташовані уздовж напряму прокату по всій довжині магнітопровода.
До
основних параметрів сердечника
відносяться середня довжина магнітної
силової лінії
![]() ;
активна
площа
поперечного перетину магнітопровода
;
активна
площа
поперечного перетину магнітопровода
![]() ;
площа
вікна
;
площа
вікна
![]() і
вага магнітопровода
і
вага магнітопровода
![]() .
.
_Площа поперечного перетину магнітопровода
![]() (9.2)
(9.2)
де
![]() — коефіцієнт заповнення, що враховує,
що частина
площі
поперечного перетину магнітопровода
зайнята
оксидами металу і іншими немагнітними
матеріалами.
— коефіцієнт заповнення, що враховує,
що частина
площі
поперечного перетину магнітопровода
зайнята
оксидами металу і іншими немагнітними
матеріалами.
Коефіцієнт
залежить від товщини матеріалу, з
якого
виготовлений магнітопровід, і способу
виготовлення. Для стрічкових магнітопроводів
![]() лежить в межах від 0,85 до 0,95.
лежить в межах від 0,85 до 0,95.
Решта позначень показана на мал. 9.8.
В табл. 9.2 приведені стрічкові магнітопроводи типів ШЛ, ШЛМ, ПЛМ.
Каркаси котушок. Підстава, на якій розміщений і закріплений дріт обмотки трансформатора, називаюкаркасом. По конструкції каркаси можуть бути розділений на дві основні групи: з щічками (мал. 9.9, а) і без щічок — гільзи (мал. 9.9, в).
Каркаси з щічками виготовляють пресуванням (наприклад, з АГ-4) або збірними з листових ізоляційних матеріалів (електроізоляційного картону, гетинакса).
Гільзи роблять з тонкого картону або кабельного паперу навивкою декількох шарів на облямовуванні і склеюванням їх. Для висновку кінців обмотки в щічках каркаса роблять отвори (мал. 9.9, а) і кріплять контакти.
Трансформатори,
в яких каркаси котушок
виконані у вигляді гільз, володіють
кращими технологічними характеристиками,
оскільки гільза значно простіше за
каркас з
щічками і процес виготовлення гільз
краще піддається механізації. Крім
того, при використовуванні
гільз можна на високопродуктивних
верстатах проводити
намотування відразу великого числа
котушок,
що також різко знижує витрати
на виробництво. Разом
з тим
 каркаси
з
щічками усувають один з дефектів
намотування — «сповзання» крайніх у
ряді
витків і замикання їх на магнітопровід.
Цей дефект з'являється
в більшості випадків при недостатньо
ретельній наладці намотувальних
верстатів.
каркаси
з
щічками усувають один з дефектів
намотування — «сповзання» крайніх у
ряді
витків і замикання їх на магнітопровід.
Цей дефект з'являється
в більшості випадків при недостатньо
ретельній наладці намотувальних
верстатів.
|
|
Розміри магннтопровода |
Поперечний перетин магнітопроводів |
Довжина магнітної силової лінії |
Вага магнитопровада |
Ширина шару обмотки |
Товщина гільзи |
Зовнішній периметр перетину гільзи |
Сумарна потужність з вторинних обмоток |
Тепловий опір котушки |
Тепловий опір межі магнитопровад- повітря |
Тепловий опір трансформатора |
Конструктивна постійна |
||||||||||||||||||||||||
|
Тип магнітопровода |
а мм |
з мм |
h мм |
b мм |
|
|
|
|
|
|||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
f=50 Гц |
f=400 Гц |
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
l,мм |
|
М, мм |
|
|
|
|
|||||||||||||||||||||||||
|
ШЛ 6x6,5 ЩЛ 61x2.5 |
3 |
6 |
15 |
6,5 12,5 |
0,33 0,64 |
5,1 |
13 25 |
12 |
0,7 |
30,6 42,6 |
|
4 10 |
120 119 |
46 29 |
108 90 |
1,97 2,96 |
||||||||||||||||||||
|
ШЛ8x8 ШЛ 8х10 ШЛ 8x12,5 ШЛ8х16 |
4 |
8 |
20 |
8 10 12,5 16 |
0,54 0,68 0,85 1,09 |
6,8 |
29 36 45 57 |
17 |
0,7 |
37,6 1,6 46,6 53,6 |
|
12 15 20 24 |
72 71 71 70 |
30 26 22 17 |
67 63 59 54 |
3,4 3,95 4,55 5,07 |
||||||||||||||||||||
|
ШЛ 10x10 ШЛ 10x12,5 ШЛ 10x16 ШЛ 10x20 |
5 |
10 |
25 |
10 12,5 16 20 |
0,85 1,06 1,36 1,70 |
8,6 |
57 71 90 114 |
22 |
0,8 |
46,4 51,4 58,4 66,4 |
|
33 42 47 56 |
47 47 47 46 |
20 18 15 13 |
41 39 36 33 |
5,6 6,6 7,7 8,8 |
||||||||||||||||||||
|
ШЛ 12x12,5 ШЛ 12x16 ШЛ 12x20 ШЛ 12x25 |
6 |
12 |
30 |
12,5 16 20 25 |
1,17 1,63 2,04 2,55 |
10,3 |
100 130 165 200 |
27 |
0,8 |
55,4 62,4 70,4 80,4 |
|
67 80 94 112 |
34 34 33 33 |
14 13 11 9 |
33 31 29 27 |
8,8 9,9 11,5 13,1 |
||||||||||||||||||||
|
ШЛ 16x16 ШЛ 16x20 ШЛ 16x25 ШЛ 16x32 |
8 |
16 |
40 |
16 20 25 32 |
2,18 2,72 3,40 4,35 |
43,6 |
228 295 370 470 |
37 |
0,8 |
70,4 78,4 88,4 102,4 |
— |
150 180 230 270 |
28 27 27 27 |
9 8 7 6 |
25 24 23 22 |
16,5 19,2 22,2 25,8 |
||||||||||||||||||||
|
ШЛ 20x20 ШЛ 20x25 ШЛ 20x32 ШЛ 20x40 |
10 |
20 |
50 |
20 25 32 40 |
3,4 4,25 5,44 6,8 |
17,1 |
460 575 735 920 |
47 |
1,0 |
88 98 112 128 |
— |
290 360 440 500 |
23 22 22 21 |
6 5 4 4 |
19 18 17 16 |
26,7 31,4 36,5 42,3 |
||||||||||||||||||||
|
ШЛ 25x25 ШЛ 25x32 ШЛ 25x40 ШЛ 25x50 |
12,5 |
25 |
62,5 |
25 32 40 50 |
5,3 6,8 8,5 10,0 |
21,3 |
900 1150 1440 1800 |
59,5 |
1,5 |
112 126 142 162 |
— |
620 720 930 1000 |
17 16 15 15 |
4 3 3 2 |
14 13 12 11 |
43,7 52,2 59,6 70,6 |
||||||||||||||||||||
|
ШЛМ 20x16 ШЛМ 20x20 ШЛМ 20x25 ШЛМ 20x32 |
10 |
12 |
36 |
16 20 25 32 |
2,98 3,72 4,65 5,95 |
12,7 |
289 362 454 580 |
33 |
1.0 |
80 88 98 112 |
9 15 22 34 |
— |
— |
8 7 6 5 |
26 24 23 22 |
— |
||||||||||||||||||||
|
ШЛМ 25x25 ШЛМ 25x32 ШЛМ 25x40 |
12,5 |
15 |
45 |
25 32 40 |
5,81 7,44 9,30 |
15,9 |
708 905 1130 |
42 |
1,5 |
112 126 142 |
60 70 86 |
— |
— |
5 4 4 |
17 16 15 |
— |
||||||||||||||||||||
|
ПЛМ 20X32x46 ПЛМ 20x32x58 |
20 20 |
19 |
46 58 |
32 32 |
6,3 |
19,9 22,3 |
955 1120 |
43 55 |
1,5 |
120 |
100 124 |
— |
— |
5 |
10 9 |
— |
||||||||||||||||||||
|
ПЛМ 25x40x36 ПЛМ 25x40x46 ПЛМ25Х40Х58 ПЛМ 25x40x73 |
25 25 25 25 |
24 |
36 46 58 73 |
40 40 40 40 |
9,8 |
20,5 22,8 24,9 28,2 |
1570 1750 1910 2160 |
32 42 54 69 |
2,0 |
150 |
150 190 220 270 |
— |
|
3 |
9 8 7 6 |
— |
||||||||||||||||||||
|
ПЛМ 32x50x46 ПЛМ 32X50x58 ПЛМ 32x50x73 ПЛМ 32x50x90 |
32 32 32 32 |
30 |
46 58 73 90 |
50 50 50 50 |
15,8 |
25,9 28,4 31,3 34,7 |
3140 3420 3800 4200 |
42 54 69 86 |
2,5 |
188 |
330 390 490 580 |
— |
— |
2 |
7 5 5 4 |
— |
||||||||||||||||||||
Техніко-економічні переваги трансформаторів, що мають каркас у формі гільзи, особливо виявляються при випуску трансформаторів великими партіями і відповідному оснащенні технологічного процесу. Тому уніфіковані трансформатори, розраховані для масового виробництва, мають каркас котушки у вигляді гільзи.
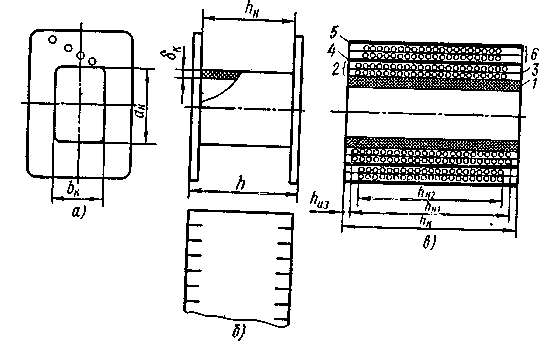
Мал. 9.9. Каркаси і прокладки котушок:
а —каркас з щічками; б—прокладка міжрядна і междуобмоточная для каркаса з щічками; в —схема намотування на гільзі (1— гільза; 2 — перша обмотка; 3 — міжрядна прокладка; 4 — междуобмоточная прокладка; 5 — зовнішня ізоляція; 6—друга обмотка)
Розмір отвору в каркасі ак і Ьк слід брати на 0,1—0,2 мм більше, ніж розміри відповідної частини магнітопровода, яка входить в цей отвір, а довжину каркаса слід брати на 0,5—1 мм менше ніж висота вікна в магнітопроводі (див. мал. 9.8). Це забезпечує вільну установку каркаса на магнітопровід. Товщина стінок каркаса залежно від його розмірів і матеріалів, що використовуються, складає звичайно від 0,7 до 1,5 мм
Обмотувальні дроти. При виробництві трансформаторів радіотехнічної апаратури застосовують мідний ізольований дріт. Ізоляція дроту повинна володіти наступними властивостями: малою товщиною, великою пробивною напругою, механічною міцністю, добрим зчепленням з металом дроту, гнучкістю, малою зміною електроізоляційних властивостей при тривалій дії підвищеної температури, нерозчинністю в лаках і складах, вживаних для просочення трансформаторів.
Для трансформаторів і дроселів застосовують мідні дроти з емалевою ізоляцією марок ПЕВ-1, ПЕВ-2, ПЕМ-1, ПЕМ-2, ПЕТВ, ПЕВТКЛ (див. табл. 8.1). Максимальна робоча температура для них складає: + 105° — ПЕВ і ПЕМ; +130° —ПЭТВ; . + 140° — ПЕВТЛК. Мінімальна робоча температура —60 °С. Провода з індексом 2 мають ізоляцію товщу і більш міцну, ніж дроти з індексом 1. Дріт ПЕВТЛК можна залуживать без механічної зачистки ізоляції.
Обмотувальні дроти виготовляють діаметром від 0,03 мм, проте слід уникати застосування дротів діаметром менше 0,06 мм, оскільки вони мають невелику механічну міцність і більш схильні окисленню і електрохімічній корозії. Параметри дротів приведені в табл. 8.1.
Типи обмоток. Укладання дроту на котушку здійснюється двома способами: безладно (внавал) і правильними рядами, виток до витка (рядове намотування). В останньому випадку між рядами намотування часто укладають ізоляційні прокладки.
Важливою характеристикою обмотки є коефіцієнт заповнення, який показує, яка частина площі вікна магнітопровода зайнята міддю.
Обмотка внавал дає кращий коефіцієнт заповнення, проте застосовується рідко, оскільки при хаотичному розташуванні витків можливо поява великих напруг між сусідніми витками, що веде до пробою ізоляції дроту і коротких замикань.
У
відповідальній апаратурі застосовують
рядову обмотку. При використовуванні
гільзи обмотка не повинна доходити до
краю, оскільки
в осоружному
випадку можливо спад дроту
і замикання його на магнітопровід. Для
низькочастотних і силових трансформаторів
на робочі напруги
до 500 Завширшки кінцевій ізоляції
![]() (див.
мал. 9.9, в) роблять
1,2—1,5 мм
(див.
мал. 9.9, в) роблять
1,2—1,5 мм
Крім того, у кожного подальшого ряду ширину намотування необхідно зменшити по відношенню до попереднього на один виток, щоб виключити «сповзання» крайніх витків.
Загальне
зменшення кількості витків
![]() залежить від числа шарів в обмотці; для
визначення значення можна користуватися
табл.
9.3.
залежить від числа шарів в обмотці; для
визначення значення можна користуватися
табл.
9.3.
Таблиця 9.3