

-
Методы и примеры расчетов размерных цепей
Для проведения размерного анализа, кроме размерной схемы, составляют уравнение размерной цепи (вытекающее из условия замкнутости). Это уравнение в общем случае имеет следующий вид:
![]() ,
,
где А1, A2,…,Am+n – номинальные значения всех звеньев размерной цепи;
![]() ,
,
![]() ,
,
![]() ,…,
,…,![]() – коэффициенты, характеризующие
расположение звеньев по величине и
направлению или передаточные отношения.
– коэффициенты, характеризующие
расположение звеньев по величине и
направлению или передаточные отношения.
Передаточные отношения показывают степень влияния размера и отклонения составлявшего звена на размер, а также отклонение замыкающего звена. В размерных цепях с параллельными звеньями (линейные цепи)
![]() .
.
Для цепей с
непараллельными звеньями передаточные
отношения изменяются в пределах:
![]() – для увеличивающих составляющих
звеньев;
– для увеличивающих составляющих
звеньев;
![]() – для уменьшающих составляющих звеньев.
При решении линейных размерных цепей
коэффициенты
– для уменьшающих составляющих звеньев.
При решении линейных размерных цепей
коэффициенты
![]() обычно опускаются.
обычно опускаются.
При решении прямой и обратной задач размерного анализа расчёты размерных цепей выполняют:
методом максимума–минимума, при котором учитывают только предельные отклонения составляющих звеньев. Метод обеспечивает полную взаимозаменяемость изделий, он оказывается экономически целесообразным для цепей с небольшим количеством звеньев (n = 3…5), составленных из размеров пониженной точности (с большими полями допусков);
теоретико-вероятностным методом, при котором учитываются законы рассеивания размеров деталей и случайный характер их сочетания при сборке.
Пример.
По расчётам проф. А.А.Бородачёва при
равной вероятности получения составляющих
звеньев с размерами, соответствующими
любым точкам полей их допусков, вероятность
наихудших сочетаний размеров (всех
наибольших или всех наименьших) у
девятизначной размерной цепи составляет
![]() (Р
= 0,0000000000002). Это значит, что если
ежедневно выпускать по миллиону
комплектов изделий, то крайние сочетания
размеров, рассчитанных методом
максимума–минимума, будут встречаться
в среднем один раз в 10…15 тысяч лет!
(Р
= 0,0000000000002). Это значит, что если
ежедневно выпускать по миллиону
комплектов изделий, то крайние сочетания
размеров, рассчитанных методом
максимума–минимума, будут встречаться
в среднем один раз в 10…15 тысяч лет!
Теоретико-вероятностным методом следует пользоваться при расчёте многозвенных размерных цепей, составленных из размеров с ограниченными допусками. Он позволяет в два и более раза увеличить поле допусков размеров деталей, что снижает стоимость их изготовления и удешевляет изделие в целом.
Пример.
Чертёж детали изображен на рис. 31,а. При
обработке по методу автоматического
получения размеров заготовку устанавливают
в патрон по двойной направляющей Б
и упорной У
базам (см. рис. 31,б). Размер заготовки
![]() соответствует длине детали. При обработке
снимают припуск на длине А2,
при этом конструкторский размер
соответствует длине детали. При обработке
снимают припуск на длине А2,
при этом конструкторский размер
![]() должен получаться автоматически.
должен получаться автоматически.
Определить
номинальное значение и предельные
отклонения для технологического размера
А2.
Составим трёхзвенную размерную цепь А
цепь (см. рис. 31,в). Размер, подлежащий
выполнению, включим в неё в качестве
замыкающего, т.е.
![]() .
Из выражения
.
Из выражения
![]() следует
следует
![]() мм. Допуск
мм. Допуск
![]() откуда
откуда
![]() .
Допуск отрицательной величиной быть
не может. Примем
.
Допуск отрицательной величиной быть
не может. Примем
![]() ,
тогда
,
тогда
![]() .
Далее определим предельные значения
размера А
.
Далее определим предельные значения
размера А
![]() мм;
мм;
![]() мм.
мм.
Из уравнений имеем
![]() .
.
Заметим, что технологический размер А2 получился с односторонним предельным отклонением (+0,1); с полем допуска, направленным в "тело" детали, что удобно при настройке станка и в работе.
Пример.
Корпусная деталь шпинделя внутришлифовального
станка и производная размерная цепь
показаны на рис. 28. Отмечалось, что для
правильной работы узла необходимо
строго соблюдать размер В
–
(равный A2).
Детали изготавливают в условиях серийного
производства. При поочередной расточке
на токарном станке гнёзд под подшипники,
торцы заготовки используются в качестве
проверочных технологических баз (от
них определяют глубину расточки –
размеры В1
и В3).
Допустим, что по чертежу
![]() ,
,
![]() и
и
![]() мм. Требуется рассчитать длину заготовки,
размер В2,
и установить на него технологический
допуск.
мм. Требуется рассчитать длину заготовки,
размер В2,
и установить на него технологический
допуск.
Из основного уравнения линейной размерной цепи
![]() мм.
мм.
Из условия
![]()
Предельные значения замыкающего размера
Из этих выражений

Таким образом,
длина заготовки – размер
![]() .
.
Для удобства
настройки станка и увеличения
продолжительности его работы без
подналадки, на технологическом эскизе
поставим размер
![]() .
.
На технологических размерах рекомендуется (принято) ставить односторонние предельные отклонения: для валов – в минус, для отверстий – в плюс, всегда направляя поле допуска в "тело" детали. На размеры между базой и осью отверстия или между осями отверстий проставляют двусторонние предельные отклонения: плюс - минус, обычно симметричные относительно номинального значения размера. В неявных случаях отверстия от валов следует различать по инструменту, с помощью которого может быть определён (проконтролирован) размер (например, шаблон-скоба или шаблон-пробка; штангенциркуль или штангенглубиномер и т.п.).
Пример. На рис. 32,а показано, что к корпусу 1 станка присоединена коробка подач 2. Кинематическая связь осуществляется при помощи цилиндрических зубчатых колёс с осями О1 и O2. Положение коробки подач относительно корпуса фиксируется контрольными штифтами 3. Требуется рассчитать плоскую размерную цепь, определяющую межцентровое расстояние.
В плоской размерной цепи каждое из звеньев, расположенных под углом к выбранному направлению, можно заменить его проекцией на это направление.
Поэтому любую размерною цепь, имеющую одно или несколько звеньев, расположенных под углом к выбранному направлению, можно привести к размерной цепи с параллельно расположенными звеньями. Величина замыкающего звена такой цепи равна алгебраической сумме параллельных звеньев и проекций всех звеньев, расположенных под углом к выбранному направлению.
Составим схему плоской размерной цепи (см.рис.32,б).Спроектируем составляющие звенья на направление замыкающего звена А (межцентрового расстояния О1О2), пользуясь правилом обхода по контуру (излагается в курсе ВСТИ), определяем, что увеличивающими являются звенья А2 и А3 остальные звенья – уменьшающими. Уравнение для этой размерной цепи:
![]() .
.
Допустим, что A1 = 60 мм; A2 = 73,8 мм; А3 = 111,86 мм;
А4 = 21 мм и = 45°30' . Тогда номинальный размер заминающего звена
![]()
Коэффициенты, характеризующие расположение звеньев по величине и направлению, т.е. передаточные отношения для данной плоской размерной цепи:
![]()
Далее определим
допуски составляющих размеров по способу
назначения равных допусков, т.е.
![]() .
Предельные отклонения (ГОСТ 1643-81)
исходного звена
.
Предельные отклонения (ГОСТ 1643-81)
исходного звена
![]() ;
;
![]() ,
следовательно
,
следовательно
![]() .
.
С учётом
значения
![]()
![]() мм.
мм.
При симметричном расположении предельных отклонений
![]()
что приемлемо с точки зрения экономически рационального процесса обработки.
При решении этой же задачи теоретико-вероятностным способом
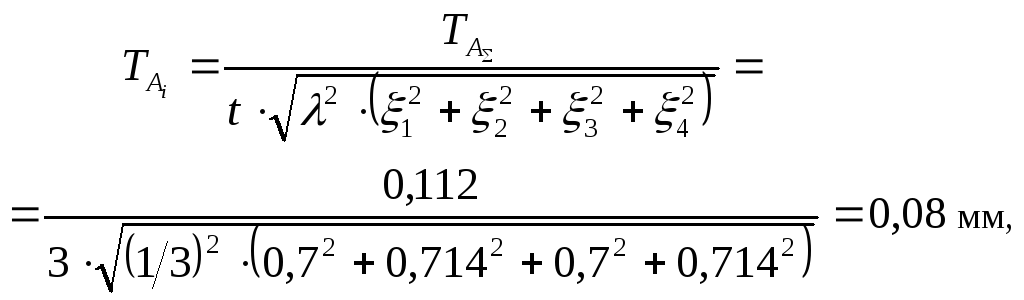
где t
– коэффициент риска. При риске получить
брак
![]() ,
– коэффициент
относительного рассеивания размеров,
который для рассеивания размеров,
следующих нормальному закону рассеивания
Гаусса, имеет значение
,
– коэффициент
относительного рассеивания размеров,
который для рассеивания размеров,
следующих нормальному закону рассеивания
Гаусса, имеет значение
![]() .
.
Заметим, что при решении пятизвенной размерной цепи теоретико-вероятностным методом, допуск размеров всех составляющих звеньев удалось увеличить вдвое. Это позволит снизить себестоимость сборочной единицы и повысить производительность труда.
Пример. Размерная цепь приведена на рис. 33,а, при помощи которой достигается требуемая точность зацепления двух зубчатых колёс, из которых одно расположено в фартуке, второе – в салазках станка. Как и в предыдущем примере, цепь имеет ряд звеньев, расположенных под углом к выбранному направлению (на рис. 33,а линия, проходящая через оси зубчатых колёс). На рис. 33,б показано её приведение к плоской цепи с параллельными звеньями (направление обхода принято против хода часовой стрелки). В качестве замыкающего размера служит зазор А между радиусами делительных окружностей А1 и A7.
Уравнение размерной цепи имеет следующий вид:
![]() или
или
![]()
Дальнейшее решение этой размерной цепи аналогично решению, разобранному в предыдущем примере.
В ряде случаев бывает удобно решать задачу по двум координатным осям. В таких случаях в размерные цепи по каждой из координатных осей включают проекции звеньев, расположенных к ним под углами, т.е. пользуются равенствами
где
![]() и
и
![]() – проекции звеньев Ai
на координатные оси x
и y;
– проекции звеньев Ai
на координатные оси x
и y;
![]() –
угол, под которым звено Ai
расположено к оси x.
–
угол, под которым звено Ai
расположено к оси x.