

Гидрофицированные зажимные устройства
При минимальных размерах обеспечивается максимальное усилие.
1)гидроплита

Быстросменные гидроцилиндры.


Цанговые патроны:
Они находят широкое применение для установки прутковых заготовок, а также для обрезанных из прутка заготовок или предварительно обработанных заготовок.
а)Выдвижная цанга б)Втягивающаяся цанга
В

Ход цанги небольшой, поэтому закрепляются заготовки с колебание размеров 1.5…2,0мм
Точность центрирования 0,03…0,06мм
Материал: У10А,У12,ШХ15.30ХГСА(HRC- 55)
У цанговых патронов может быть ручной привод.
На корпус патрона навинчивается гайка с нажимным конусом и передает давление на цангу.
Механизированный привод- пневматический
в)неподвижная цанга

Патроны для установки зубчатых колес по профилю зуба
Для восстановаления базы(отверсия) зубчатого колеса после термообработки необходимо установку вести по профилю зубьев, а после того, как база восстановлена(прошлифована) по ней устанавливают заготовку для шлифовки профиля зуба.

Трехкулачковый патрон высокой точности, обойма с роликами имеет строго определенный диаметр.

Корпус приспособления центрируется на планшайбе 3 криволинейных профиля, обойма с роликами. Шестерню заворачивают ключом, ролики входят во впадины и заклиниваются криволинейным профилем.
Оправки
Эти приспособления базируют и закрепляют заготовки по внутренним поверхностям
По способу установки на станке различают:
1)Центровые оправки – устанавливают в центрах станка и получают вращение от поводкового устройства(устанавливаются длинные заготовки)
2)Концевые оправки – закрепляются на планшайбе
По конструкции планшайбы делятся на:
1.Жесткие(цилиндрические, конические, шлицевые)
Они имеют форму базового отверстия. Погрешность зависит от точности оправки и бащового отверстия.

П озволяет
получить хорошую концентричность
внутренней и наружной поверхности
озволяет
получить хорошую концентричность
внутренней и наружной поверхности
2.Составные – применяются для установки деталей с большим диаметром типа гильз, втулок, обечаек.

3.Разжимные – имеют самоцентрирующие механизмы в виде разрезных втулок(цанг), тарельчатых пружин, различных цилиндров, кулачков.
3.1 Цанговые оправки

Точность центрирования – 0,02…0,04мм
оправки с тарельчатыми пружинами
пружины имеют малое приращение по диаметру при зажиме, поэтому базовая поверхность заготовки должны выполнятся не ниже 9 квалитета точности.
Точность центрирования – 0,02…0,03 мм.
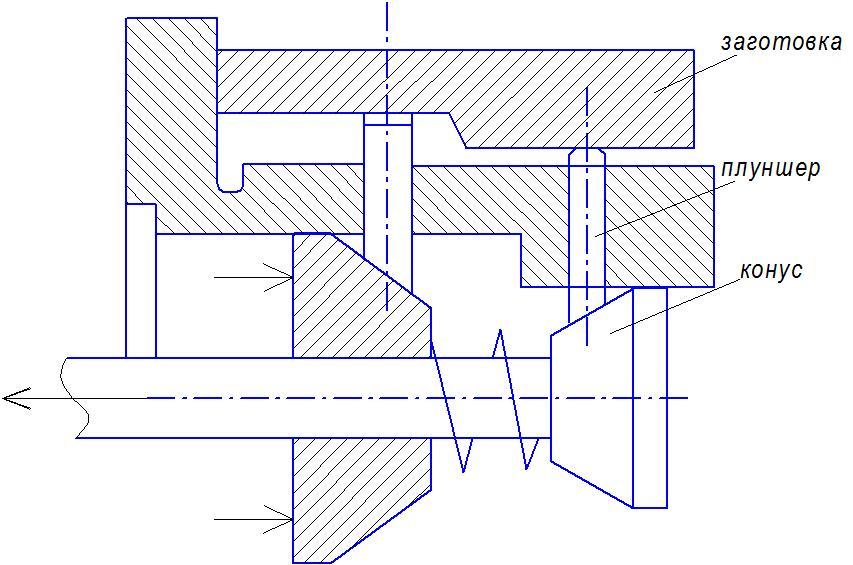
3.3Плунжерные оправки(или кулачковые)
Применяются: 1)Базовое отверстие имеет переменное сечение
2)Заготовка имеет необработанное отверстие
3)каждый ряд плунжеров имеет независимое перемещение.
Оправки с упругой мембраной
Самоцентрирующий элемент – мембрана, имеющая несколько лепестков(тарельчатая мембрана) или несколько дисков(рожковая мембрана). Центровка и закрепления происходит за счет упругих сил мембраны. Деформация небольшая, поэтому базовая поверхность загоовки должна быть подготовлена с точностью не ниже 7 квалитета. Силы зажима невелики, поэтому применяются оправки на окончательных операциях.

Точность центрирования – 0,01…0,03
Материал: Сталь 65Г
HRC= 38…42
Для рожковых мембран универсальность
достигается: