

Мартыненко О.В. Практикум по технологической оснастке
.pdf
|
|
|
Окончание табл. |
||
|
|
|
|
|
|
|
Обо- |
|
Камерный привод |
||
Определяемые |
Поршневой при- |
с тарельча- |
|
||
зна- |
с плоской |
||||
параметры |
вод |
той |
|||
чение |
мембраной |
||||
|
|
мембраной |
|||
|
|
|
|
||
|
|
|
|
назад до ис- |
|
|
|
|
|
ходного по- |
|
|
|
|
|
ложения |
|
Допускаемый ход |
S |
Lц- Bп |
0,2 0,3D |
0,1–0,13D |
|
штока |
(вперед) |
вперед от ис- |
|||
|
|
||||
|
|
|
|
ходного по- |
|
|
|
|
|
ложения |
|
|
|
|
|
0,15–0,20D |
|
|
|
|
|
|
|
* Для цилиндров двухстороннего действия усилие, передаваемое штоком, равно
(F·ρ)-T.
Приложение 6
ОПОРЫ ПОСТОЯННЫЕ
Рис. 12.
Размеры в мм
D |
dПл |
H |
H1C5 |
L |
C |
t |
K |
b |
R |
|
|
|
|
|
|
|
|
|
|
|
|
6 |
4 |
3 |
3 |
8 |
0,8 |
1,0 |
0,25 |
0,8 |
6 |
|
6 |
6 |
11 |
||||||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
8 |
6 |
4 |
4 |
12 |
0,8 |
1,2 |
0,25 |
0,8 |
8 |
|
8 |
8 |
16 |
||||||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
12 |
8 |
6 |
6 |
16 |
1,0 |
1,2 |
0,5 |
1,5 |
12 |
|
12 |
12 |
22 |
||||||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
16 |
10 |
8 |
8 |
20 |
1,5 |
1,5 |
0,5 |
1,5 |
16 |
|
16 |
16 |
28 |
||||||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
20 |
12 |
10 |
10 |
25 |
2,0 |
1,5 |
0,5 |
2,0 |
20 |
|
20 |
20 |
35 |
||||||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
25 |
16 |
12 |
12 |
32 |
2,0 |
2,0 |
0,5 |
2,0 |
24 |
|
25 |
25 |
45 |
||||||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
30 |
20 |
16 |
16 |
42 |
2,5 |
2,0 |
0,5 |
2,5 |
30 |
|
30 |
30 |
55 |
||||||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
40 |
24 |
20 |
20 |
50 |
3,0 |
2,0 |
0,5 |
2,5 |
40 |
|
40 |
40 |
70 |
||||||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
Примечание. Материал для D 12 мм – сталь У8А (ГОСТ 1435-48), для D 12 мм
– сталь 15 и 20 (ГОСТ 1050-60). Термообработка: сталь У8А калить, HRC 50–60; сталь 15 и 20 цементировать и калить, HRC 55–60.
Приложение 7
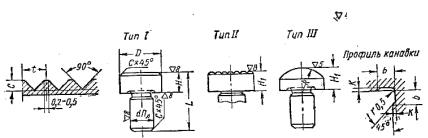
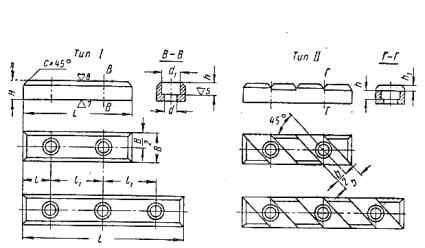
ПЛАСТИНЫ ОПОРНЫЕ (по ГОСТ 4743-57)
Рис. 13.
Размеры в мм
|
|
|
|
|
l1 (допус- |
|
|
|
|
|
Коли- |
|
В |
L |
HC |
b |
l |
каемое |
d |
d1 |
h |
h1 |
C |
чество |
|
отклоне- |
отвер- |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
ние 0,1) |
|
|
|
|
|
стий |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
40 |
8 |
9 |
10 |
20 |
6 |
8,5 |
4,0 |
0,8 |
0,5 |
2 |
|
60 |
3 |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|||
16 |
60 |
10 |
1 |
15 |
30 |
7 |
10,0 |
6,5 |
1,0 |
|
2 |
|
90 |
1 |
|
3 |
|||||||||
|
|
|
|
|
|
|
|
|
||||
20 |
80 |
12 |
1 |
20 |
40 |
9 |
13,0 |
8,5 |
1,5 |
1,0 |
2 |
|
120 |
4 |
3 |
||||||||||
|
|
|
|
|
|
|
|
|
||||
25 |
100 |
16 |
1 |
25 |
50 |
9 |
13,0 |
8,5 |
2,0 |
|
2 |
|
150 |
4 |
|
3 |
|||||||||
|
|
|
|
|
|
|
|
|
||||
30 |
120 |
20 |
1 |
30 |
60 |
11 |
16,0 |
11,0 |
2,5 |
|
2 |
|
180 |
8 |
1,5 |
3 |
|||||||||
|
|
|
|
|
|
|
|
|||||
35 |
140 |
25 |
2 |
35 |
70 |
13 |
20,0 |
13,0 |
3,0 |
2 |
||
|
||||||||||||
210 |
2 |
|
3 |
|||||||||
|
|
|
|
|
|
|
|
|
Примечание. Материал – сталь 20 (ГОСТ 1050-60). Термообработка: цементировать, калить, HRC 40–45. Размер Н допускается выполнять с припуском 0,2–0,3 мм на шлифование при сборке.
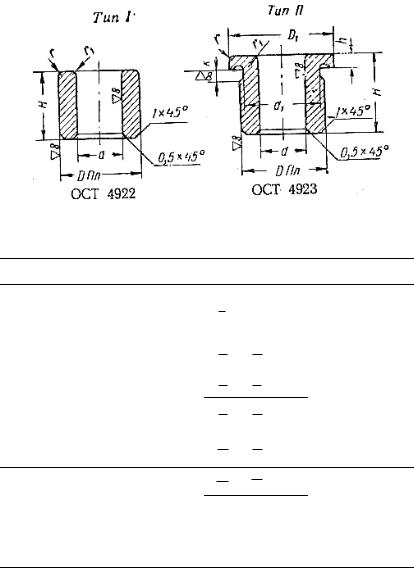
Приложение 8
ВТУЛКИ КОНДУКТОРНЫЕ ПОСТОЯННЫЕ БЕЗ БУРТА И С БУРТОМ
Рис. 14.
Размеры в мм
d |
D Пл |
D1 |
d1 |
|
|
|
H |
|||||
|
|
|
|
|
|
I |
|
|
|
II |
||
до 0,5 |
3,0 |
6 |
|
|
|
|
|
|
|
|
|
|
св. 0,5 до 1,0 |
3,5 |
7 |
|
6 |
|
|
|
7 |
|
|||
св. 1,0 |
до 1,5 |
4,0 |
8 |
|
9 |
|
|
10 |
|
|||
св. 1,5 |
до 2,0 |
5,0 |
9 |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
св. 2,0 |
до 2,5 |
6,0 |
10 |
|
7 |
|
|
8 |
|
|||
св. 2,5 |
до 3,0 |
7,0 |
11 |
|
|
|
|
|||||
- 0,5 |
11 |
|
12 |
|
||||||||
св. 3,0 |
до 4,0 |
8,0 |
12 |
|
|
|||||||
|
|
|
|
|
|
|
|
|||||
св. 4,0 |
до 5,0 |
9,0 |
13 |
8 |
|
|
9 |
|
||||
D |
|
|
|
|||||||||
св. 5,0 до 6,0 |
10,0 |
14 |
12 |
|
|
13 |
|
|||||
|
|
|
|
|||||||||
св. 6,0 |
до 7,0 |
12,0 |
15 |
|
9 |
|
|
11 |
||||
св. 7,0 |
до 8,0 |
13,0 |
17 |
|
14 |
|
16 |
|
||||
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
св. 8,0 |
до 9,0 |
14,0 |
18 |
|
10 |
|
12 |
|
||||
св. 9,0 |
до 10,0 |
15,0 |
20 |
|
|
|
||||||
|
16 |
|
18 |
|
||||||||
|
|
|
|
|
|
|
||||||
св. 10,0 |
до 12,0 |
18,0 |
23 |
|
12 |
|
15 |
|
||||
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
20 |
|
23 |
|||||
|
|
|
|
|
|
|
|
|
|
|||
св. 12,0 |
до 15,0 |
22,0 |
28 |
|
|
15 |
|
|
19 |
|
||
|
|
|
|
|
22 |
|
|
|
|
|
||
|
|
|
|
|
|
|
26 |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
св. 15,0 |
до 20,0 |
28,0 |
34 |
|
15 |
|
|
19 |
|
|||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
25 |
|
29 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
h |
K |
r |
r1 |
|
|
|
|
1,5 |
|
|
|
0,5 |
|
|
1,5 |
|
|
|
|
|
|
|
||
|
2,0 |
|
1,7 |
|
|
|
|
||
|
|
0,8 |
|
|
2,0 |
|
2,0 |
||
|
|
|||
3,0 |
1,0 |
|||
|
|
|||
3,0 |
|
|
|
|
|
|
|
3,0 |
|
4,0 |
|
|
|
|
|
|
|
|
Окончание табл.
|
d |
|
D Пл |
D1 |
d1 |
H |
|
|
|
|
|
|
|
I |
|
св. |
20,0 |
до 25,0 |
34,0 |
40 |
|
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
32 |
|
|
|
|
|
|
|
|
|
св. |
25,0 до 30,0 |
40,0 |
46 |
|
20 |
|
|
|
|
|
|
|
|
35 |
|
|
|
|
|
|
|
|
|
св. |
30,0 |
до 35,0 |
46,0 |
52 |
|
25 |
|
|
|
|
|
|
|
40 |
|
|
|
|
|
|
|
|
|
св. |
35,0 |
до 40,0 |
52,0 |
60 |
|
25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
45 |
|
|
|
|
|
|
|
|
|
св. |
40,0 |
до 45,0 |
58,0 |
68 |
|
30 |
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|
|
|
|
св. 45 |
до 52 |
66,0 |
76 |
|
35 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
60 |
|
|
|
|
|
|
|
|
|
II
24 36
25 40
30 45
30 50
35 55
40 65
h |
K |
r |
r1 |
4,0
5,0
5,0
1,5
6,0
Примечание. Материал: для d до 25 мм – У10А (ГОСТ 1435-54), для d свыше 25 мм – сталь 20 (ГОСТ 1050-60). Термообработка: сталь У10А калить, HRC 60-65; сталь 20 цементировать и калить, HRC 60-65.
Приложение 9
КОНДУКТОРЫ И ПОДСТАВКИ
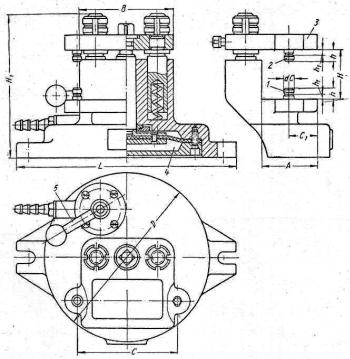
1.Кондуктор скальчатый двухколонный с пневматическим
зажимом (рис. 15)
Предназначен для сверления различных по форме заготовок. Сменные наладки устанавливаются на пальцах 1, плита с кондуктор-
ными втулками – на верхних пальцах 2.
Зажим заготовки осуществляется опусканием верхней крышки 3, соединенной со штоком пневмопривода 4, расположенного в нижней части корпуса. Для управления служит кран 5. Ход штока – 8 мм. Усилие зажима при давлении воздуха в сети, равном 4 ат, составляет 4500 Н.
Рис. 15.
Размеры в мм
A |
B |
|
H |
H1 |
h |
h1 |
C |
C1 |
D |
d |
L |
|
наим. |
|
наиб. |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
||
70 |
90 |
50 |
|
80 |
160 |
12 |
6 |
125 |
38 |
210 |
13 |
280 |
100 |
120 |
80 |
|
120 |
205 |
15 |
8 |
180 |
53 |
270 |
16 |
350 |
|
|
|
|
|
|
|
|
|
|
|
|
|
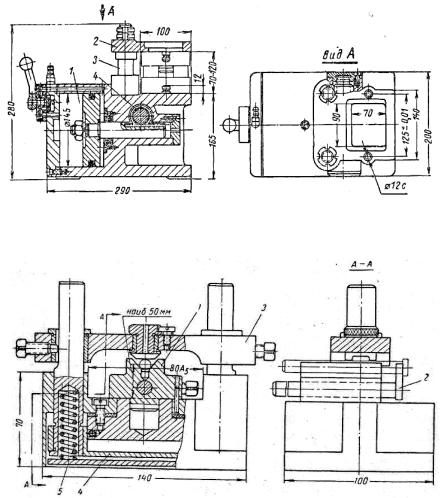
2. Кондуктор скальчатый с пневматическим зажимом (рис. 16)
Установка и закрепление заготовки аналогичны предыдущему. Пневматический поршневой привод 1 вместе с распределительным краном вынесен в сторону. Подъем и опускание крышки 2 осуществляются через зубчатое зацепление колонки 3 с валиком 4. Усилие зажима при давлении воздуха в сети, равном 4 ат, составляет 6500 Н.
Рис. 16.
3. Кондуктор с пневматическим зажимом для сверления отверстий в цилиндрических заготовках (рис. 17)
Рис. 17.
Заготовка устанавливается на призму 1. Для настройки на заданное расстояние от установочного торца до центра сверления служит пере-

ставной упор 2. Зажим осуществляется опусканием кондукторной плиты 3, связанной через направляющие колонки с подвижным пневмоцилиндром 4. Для возврата плиты в исходное положение служат пружины 5. Диаметр обрабатываемых заготовок – 8–22 мм. Наибольший диаметр сверления – 6 мм. Зажимной ход – 12 мм.
4. Кондуктор скальчатый двухколонный с механическим зажимом (рис. 18)
Установка и закрепление заготовок аналогичны предыдущим. Зажим заготовки осуществляется опусканием верхней крышки 1 при помощи рукоятки 2, запирание в опущенном положении – конусным замком.
Рис. 18.
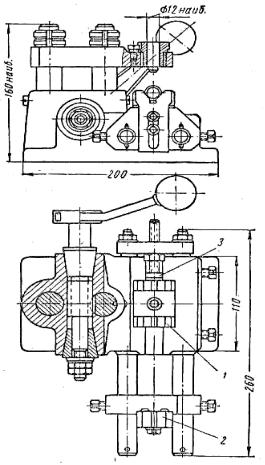
Рекомендуемые размеры в мм
A |
A1 |
B |
B1 |
|
H |
H1 |
H2 |
C |
C1 |
C2 |
dC |
|
наим. |
|
наиб. |
наим. |
|||||||||
|
|
|
|
|
|
|
|
|
|
|||
75 |
170 |
120 |
155 |
60 |
|
90 |
40 |
145 |
75 |
125 |
38 |
13 |
105 |
215 |
170 |
215 |
90 |
|
130 |
55 |
200 |
110 |
180 |
58 |
16 |
140 |
120 |
240 |
290 |
125 |
|
175 |
70 |
265 |
150 |
250 |
70 |
20 |
185 |
350 |
320 |
380 |
170 |
|
230 |
80 |
330 |
200 |
335 |
85 |
24 |
|
|
|
|
|
|
|
|
|
|
|
|
|
5. Кондуктор скальчатый с механическим зажимом для сверления отверстий в цилиндрических заготовках (рис. 19)
Рис. 19.
Заготовка устанавливается на призмах 1 и 2. Поддерживающая призма 2 – подвижная. Для настройки на заданное расстояние от установочного торца до центра сверления служит упор 3. Зажим заготовки осуществляется опусканием кондукторной плиты, запирание – конусом. Размеры заготовок: диаметр 12–30 мм, наименьшая длина – 15 мм.
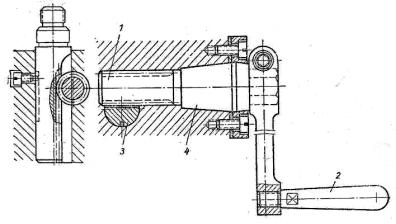
Конусный замок (рис. 20)
Рис. 20.
Применяется в скальчатых кондукторах. Валик 1, несущий рукоятку 2, посредством косозубой нарезки сцеплен с колонкой 3, на которой закреплена верхняя крышка кондуктора. Для опускания или подъема колонки следует повернуть рукоятку; после того как верхняя плита опущена до упора в заготовку, наступает торможение, при котором конус 4 валика начинает затягиваться в гнездо. Заклинивание валика препятствует самопроизвольному отходу плиты. Благодаря простоте устройства, запирание конусом широко применяется в скальчатых кондукторах. Наклон нарезки следует брать равным 45 . Угол конуса принимается ~ 11 5 (конусность 1:5).