

4.7 Контроль качества слитков
Слитки, имеющие в деловой части дефекты в виде “электропробоев“ или грубых пережимов, назначаются для повторного переплава или бракуются. Другие дефекты удаляются обдиркой или зачисткой. Так как слиток формируется в шлаковой оболочке (гарнисаже), то он имеет бездефектную поверхность.
4.8 Техника безопасности
При выполнении работ, связанных с подготовкой и использованием материалов, механизмов электрошлакового переплава, инструмента и приспособлений, а также выполнении технологических операций при выплавке сталей и сплавов в электрошлаковых печах и выпуске их в ковш, должны соблюдаться требования инструкций по безопасности труда для подручных сталеваров и сталеваров электрошлакового переплава электросталеплавильного цеха [4].
5 Выбор оборудования и расчет технологических параметров
Процесс электрошлакового переплава эффективно протекает на переменном токе промышленных частот и в основу практически всех промышленных установок электрошлакового переплава положены возможные электрические схемы одно-трёхфазного переменного тока.
Наибольшее распространение получили однофазные электрошлаковые печи. Для питания данного типа печей используют мощные однофазные трансформаторы с регулируемым напряжением. Подключение печи к трансформатору осуществляется по схеме электрод-поддон. Отличительной особенностью таких печей является их простота и большая надёжность, высокое качество и поверхность слитков. На печах работающих по данной схеме выплавляют передельные слитки квадратного и круглого сечений массой преимущественно до 5 тонн.
Для существующих однофазных печей характерно значительное изменение электрического режима по ходу переплава, вызванное изменением электрического сопротивления печного контура и отдельных его элементов, электромагнитных свойств расходуемых электродов, это вызывает необходимость внесения по ходу плавки корректив в режим переплава, т.е. ведение режима электрошлакового переплава в так называемом дифференцированном режиме.
Для переплава стали ШХ15СГ в данном курсовом проекте выбрана однофазная монофилярная печь ОКБ-1111 с получением слитка квадратного сечения.
5.1 Определение геометрических размеров рабочего пространства
Расчет определяющего размера сечения слитка
Основным параметром печей электрошлакового переплава. Предназначенных для переплава расходуемых электродов с целью получения стальных слитков, является масса слитка m. Геометрические размеры такого слитка определяют по соотношению:
![]() ,
(1)
,
(1)
где
![]() –
длина слитка, м;
–
длина слитка, м;
![]() –определяющий
размер сечения слитка, м
–определяющий
размер сечения слитка, м
Определяющий размер поперечного сечения слитка равен:
![]() ,
(2)
,
(2)
где m – масса слитка, т;
d – плотность стали, d=7,8 т/м3;
ν – коэффициент формы слитка.
![]() м
м
Расчёт определяющего размер кристаллизатора
Геометрические размеры кристаллизатора определяют с учетом линейной усадки при кристаллизации и охлаждении равна:
![]() ,
(3)
,
(3)
где
![]() – коэффициент линейной усадки при
кристаллизации
– коэффициент линейной усадки при
кристаллизации![]() ;
;
Δг – толщина гарнисажа, Δг= 0,002 м;
![]() м
м
Принимаем
кристаллизатор с сечением
![]() м.
В таком кристаллизаторе слиток будет
иметь размеры:
м.
В таком кристаллизаторе слиток будет
иметь размеры:
![]() м,
(4)
м,
(4)
![]() м,
(5)
м,
(5)
по формуле (1):
![]() ,
,
что соответствует для условию для сортовых слитков.
Относительный
зазор между электродами и стенкой
кристаллизатора принимаем равным:
![]()
Определим сторону квадратного сечения электрода по формуле:
 ;
(6)
;
(6)
![]() м;
м;
![]() м
м
Принимаем сторону квадратного сечения электрода равной 0,3м.
Определяем коэффициент заполнения слитка:
![]() ,
(7)
,
(7)
где
![]() – площадь поперечного сечения электрода,
– площадь поперечного сечения электрода,
![]() –площадь поперечного
сечения слитка.
–площадь поперечного
сечения слитка.
![]() .
.
Коэффициент заполнения кристаллизатора:
![]() ,
(8)
,
(8)
где
![]() – среднее сечение кристаллизатора, м2
– среднее сечение кристаллизатора, м2
![]()
Длина оплавляемой части электрода равна:
![]() м.
(9)
м.
(9)
Принимаем длину оплавляемой части электрода равной 4,3м.
Для проверки расчета определим длину через заданную массу слитка:
![]() м.
м.
Полная длина электрода определяется по формуле:
![]() ,
(10)
,
(10)
где
![]() – длина оплавляемой части электрода,
м;
– длина оплавляемой части электрода,
м;
![]() –длина неоплавляемой
части электрода,
–длина неоплавляемой
части электрода,
![]() м;
м;
l’ – огарок
![]() м
м
Принимаем длину электрода равной 5,9м.
Масса жидкого шлака:
![]() ,
(11)
,
(11)
где
![]() – масса шлака, кг;
– масса шлака, кг;
![]() –коэффициент
кратности шлака
–коэффициент
кратности шлака
![]() ;
;
![]() –масса слитка,
кг
–масса слитка,
кг
![]() кг
кг
При этом объем шлаковой ванны без электродов равен:
![]() ,
(12)
,
(12)
где
![]() – плотность жидкого шлака, т/м3;
– плотность жидкого шлака, т/м3;
![]()
![]() –объём шлака, без
погруженных в него электродов, м3
–объём шлака, без
погруженных в него электродов, м3
![]() м3.
м3.
Объём шлака с погруженными в него электродами:
![]() ,
(13)
,
(13)
где
![]() – высота заглубления электрода в шлак,
м;
– высота заглубления электрода в шлак,
м;
![]() –площадь поперечного
сечения электрода, м2;
–площадь поперечного
сечения электрода, м2;
![]() –площадь поперечного
сечения кристаллизатора, м2
–площадь поперечного
сечения кристаллизатора, м2
![]() ;
(14)
;
(14)
![]() м.
м.
Из формулы (13)
найдём
![]() :
:
![]() м.
м.
С учётом электрофизических особенностей электрошлакового переплава:
![]() ;
(15)
;
(15)
![]() ,
,
что соответствует условию (15).
Высоту кристаллизатора-изложницы находим по формуле:
![]() ,
(16)
,
(16)
где ∆l – высота, учитывающая наличие сальникового уплотнения в верхней части кристаллизатора, принимается равной 150 мм [5]
![]() м.
м.
5.2 Тепловой расчёт
![]() ,
(17)
,
(17)
где
![]() –
рабочий ток печи, кА;
–
рабочий ток печи, кА;
![]() –мощность
теплогенерации в шлаковой ванне, кВт;
–мощность
теплогенерации в шлаковой ванне, кВт;
![]() –сопротивление
шлака, мОм.
–сопротивление
шлака, мОм.
В общем виде тепловой баланс шлаковой ванны может быть представлен следующим уравнением:
![]() ,
(18)
,
(18)
где Рэл – тепловой поток, передаваемый от шлака электроду, который расходуется на нагрев, плавление и перегрев металла над точкой плавления и является полезным теплом, кВт;
Рсл – тепловой поток, передаваемый от шлака через ванну жидкого металла слитку, кВт;
Рст – тепловой поток, отводящийся от боковой поверхности шлаковой ванны, через гарнисаж, в стенку кристаллизатора, кВт;
Рисп –тепловой поток, теряемый при испарении шлака, кВт;
Ризл.шл – тепловой поток, излучаемый с неэкранированной электродом поверхности шлаковой ванны, кВт;
Ризл.эл – тепловой поток, излучаемый с поверхности электрода, кВт.
Полезное тепло, расходуемое на нагрев электрода до температуры плавления, сообщение металлу теплоты плавления и перегрев над точкой плавления:
Pпол = Рэл = Pпол эд + Pпол кш + Pпол в = Qm · Wу.т , (19)
где Pпол эд – мощность, расходуемая на плавление электрода, кВт;
Pпол кш – мощность, расходуемая на перегрев капли жидкого металла в шлаке;
Pпол в – мощность, расходуемая в жидкокристаллической ванне на перегрев металла, кВт;
Qm – массовая скорость переплава расходуемого электрода, кг/с;
Wу.т – удельный теоретический расход энергии, кДж/кг.
Удельный теоретический расход энергии:
Wу.т = Ст.ср · (Тс – ТY) + Λф + Сж.ср · (Тв - Тл), (20)
где Ст.ср – средняя удельная теплоёмкость металла в твёрдом состоянии, Ст.ср = 0,6 МДж/(т · К);
Сжср – средняя удельная теплоёмкость металла в жидком состоянии, Сж.ср = 0,82 кДж/кг;
Λф – скрытая теплота фазового перехода, Λф = 280 МДж/т;
Тс – температура солидуса, К;
Т л – температура ликвидуса, К;
ТY – температура поверхности расходуемого электрода, К;
Тв – температура металла в жидком состоянии, К;
(Тв – Тл)- перегрев жидкого металла, поступающего в ванну, над температурой плавления (ликвидуса), составляющий при ЭШП 250 … 450 К в зависимости от температуры шлаковой ванны Тшл.
![]() (21)
(21)
где lэд – длина электрода, м;
lэд.ф – переменная длина расходуемого электрода, м.
![]()
![]()
![]()
![]()
Для определения температур солидуса и ликвидуса необходим химический состав переплавляемого электрода, который указан в таблице 3.
Таблица 3 – Химический состав электрода
|
Элемент |
С |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
|
Содержание, % |
1,00 |
0,55 |
1,10 |
0,20 |
0,01 |
0,02 |
1,50 |
0,15 |
Температура солидуса:
Тс = Тпл – ∑{(Δ Тс)i · [E]}, (22)
где [E] – содержание легирующего элемента в металлошихте, %;
Тпл – температура плавления железа, Тпл = 1812К;
(Δ Тс)i – снижение температуры плавления железа при содержании легирующего элемента 1%, К/%.
Тогда температура солидуса будет равна:
Тс =1812 – (410·1,0 + 18,6·0,55 + 20·1,1 + 6,5·0,2 + 940·0,01 + 184·0,02 + + 4·1,5 + 8,9·0,15) = 1348,06 К
Температура ликвидуса:
Тл = Тпл – ∑{(Δ Тл)i · [E]}, (23)
где (ΔТл)i – снижение температуры плавления железа при содержании легирующего элемента 1%, К/%.
Тогда температура ликвидуса будет равна:
Тл =1812 – (80,4·1,0 + 13,6·0,55 + 4·1,1 + 3,5·0,2 + 34·0,01 + 34·0,02 + 1,4·1,5 + + 4,3·0,15) = 1715,26 К
Тогда удельный теоретический расход энергии по формуле (20) будет равен:
Wут 1 = 0,6·(1348,06 – 202,32) + 280 + 0,82·300 = 1213,45 кДж/кг,
Wут 2 = 0,6·(1348,06 – 313,31) + 280+ 0,82·300 = 1146,85 кДж/кг,
Wут 3 = 0,6·(1348,06 – 454,34) + 280+ 0,82·300 = 1062,23 кДж/кг,
Wут 4 = 0,6·(1348,06 – 818,13) + 280+ 0,82·300 = 843,96 кДж/кг.
Массовая скорость переплава расходуемого электрода:
![]() ,
(24)
,
(24)
где k – параметр, зависящий от теплофизических свойств переплавляемого металла, k = 0,33 кг/(с · м);
![]() –определяющий
размер слитка, м;
–определяющий
размер слитка, м;
kф
– коэффициент фронта кристаллизации,
характеризующий условия кристаллизации
слитка,
![]() .
.
Тогда массовая скорость переплава расходуемого электрода будет равна:
![]()
Тогда полезное тепло определяем по формуле (19):
Pпол1 = 0,103 · 1213,45 = 124,98 кВт,
Pпол2 = 0,103 · 1146,85 = 118,13 кВт,
Pпол3 = 0,103 · 1062,23 = 109,41 кВт,
Pпол4 = 0,103 · 843,96 = 86,93 кВт.
Мощность, передаваемая на ванну жидкого металла от шлака:
Рсл = 0,277∙10-3∙ αшл ∙F∙(Tшл – Тм), (25)
где αшл – коэффициент теплоотдачи от шлака к металлу; αшл = 3,48 кВт/(м2 ∙К);
F
– площадь контакта между шлаком и
металлом, м2;
![]() м2;
м2;
![]() –температура
поверхности шлака; Тшл
= 2099 К;
–температура
поверхности шлака; Тшл
= 2099 К;
![]() –температура
поверхности металла; Тм
= 2034 К.
–температура
поверхности металла; Тм
= 2034 К.
Тогда согласно формуле (25):
Рсл = 0,277∙10-3∙ 3,48 ∙0,203∙(2099 – 2034) = 0,013 кВт.
Мощность, передаваемая от шлака стенке кристаллизатора:
![]() ,
(26)
,
(26)
где
![]() – определяющий размер кристаллизатора.
– определяющий размер кристаллизатора.
![]() –высота шлака,
–высота шлака,
![]() м;
м;
![]() –температура
плавления шлака, tпл.шл
= 1663 К;
–температура
плавления шлака, tпл.шл
= 1663 К;
tк – средняя температура поверхности шлаковой корочки, К; tк = 1023 К
λшл – средняя теплопроводность шлака; λшл = 4,64 Вт/(м·К);
δшл – толщина слоя шлака, м; δшл = 0,002 м
Тогда согласно формуле (26):
![]() кВт.
кВт.
Поток излучения с поверхности шлака:
![]() ,
(27)
,
(27)
где
![]() – постоянная Стефана-Больцмана,
– постоянная Стефана-Больцмана,![]()
![]() ;
;
![]() –степень черноты
шлака;
–степень черноты
шлака;
![]() ;
;
![]() –теплоотдающая
поверхность;
–теплоотдающая
поверхность;
![]() м2
м2
![]() –температура
поверхности шлака, Тпов
= 2099 К
–температура
поверхности шлака, Тпов
= 2099 К
![]() кВт.
кВт.
Поток излучения с поверхности электрода:
![]() ,
(28)
,
(28)
где
![]() – степень черноты стали;
– степень черноты стали;![]()
![]() –температура
поверхности электрода.
–температура
поверхности электрода.
![]() кВт,
кВт,
![]() кВт,
кВт,
![]() кВт,
кВт,
![]() кВт.
кВт.
Тепло, теряемое с испарением шлака в ходе электрошлакового переплава определяется по формуле:
![]() ,
(29)
,
(29)
где q – скрытая теплота испарения 8290 кВт/кг;
G – количество шлака, испаряющегося за плавку, которое составляет примерно 3% от общего веса загружаемого шлака:
Тогда согласно формуле (29):
![]() кВт.
кВт.
Тепловой баланс шлаковой ванны по формуле (18):
Рш1 = 124,98 + 0,013 + 948,259 + 86,673 + 0,03 + 43,378 = 1203,34 кВт,
Рш2 = 118,13 + 0,013 + 948,259 + 86,673 + 0,17 + 43,378 = 1196,62 кВт,
Рш3 = 109,41 + 0,013 + 948,259 + 86,673 + 0,75 + 43,378 = 1188,48 кВт,
Рш4 = 86,93 + 0,013 + 948,259 + 86,673 + 7,86 + 43,378 = 1173,12 кВт.
Расчет коэффициента полезного действия:
![]()
где Pзат – затраченная мощность.
![]()
Таблица 4 – Результаты расчета теплового баланса
|
Приход |
Расход |
% | |
|
1203,33 |
Полезная мощность |
124,98 |
10,39 |
|
Мощность, передаваемая от шлака слитку, кВт |
0,013 |
0,001 | |
|
Мощность, передаваемая от шлака к стенке кристаллизатора, кВт |
948,259 |
78,80 | |
|
Поток излучения с поверхности шлака, кВт |
86,673 |
7,20 | |
|
Поток излучения с поверхности электрода, кВт |
0,03 |
0,002 | |
|
Тепло, теряемое при испарении шлака, кВт |
43,378 |
3,60 | |
|
1203,33 |
Итого |
1203,33 |
100 |
5.3 Расчёт электрических параметров плавки
Электрическое сопротивление шлаковой ванны:
 ,
(30)
,
(30)
где ρ – удельное сопротивление шлака, принимаем 4·10-3 Ом·м
![]() Ом.
Ом.
Рабочий ток рассчитывают по уравнению:
![]() ,
(31)
,
(31)
![]() кА,
кА,
![]() кА,
кА,
![]() кА,
кА,
![]() кА.
кА.
Рассчитаем напряжение в шлаковой ванне:
![]() ,
(32)
,
(32)
![]() В,
В,
![]() В,
В,
![]() В,
В,
![]() В.
В.
Напряжение на приборе:
![]() ,
(33)
,
(33)
где
![]() – падение напряжения на электроде
составляет 1,5…2,0 В/м, или
– падение напряжения на электроде
составляет 1,5…2,0 В/м, или
![]() В
(34)
В
(34)
![]() В,
В,
![]() В,
В,
![]() В,
В,
![]() В.
В.
Мощность, подаваемая на электрод:
![]() ,
(35)
,
(35)
Потери мощности в короткой сети составляют 5…5,5%, в трансформаторе 1,6…1,7%. Тогда сумма потерь равна 6,6…7,2%. С учётом этого:
![]() кВт,
кВт,
![]() кВт,
кВт,
![]() кВт,
кВт,
![]() кВт.
кВт.
Тогда мощность, снимаемая с трансформатора:
![]() ,
(36)
,
(36)
![]() кВт,
кВт,
![]() кВт,
кВт,
![]() кВт,
кВт,
![]() кВт.
кВт.
а напряжение на трансформаторе:
![]() ,
(37)
,
(37)
![]() В,
В,
![]() В,
В,
![]() В,
В,
![]() В.
В.
По мере оплавления электрода мощность на шлаковой ванне увеличивается, что приводит к увеличению скорости плавки. Для того, чтобы иметь постоянную скорость плавления, следует иметь постоянную мощность на шлаковой ванне. Поэтому рекомендуется после сплавления каждого метра электрода снижать напряжение на 2 В [1].
Построение графика электрического режима
Электрический режим ЭШП должен быть дифференцированным, что связано с различными энергетическими стадиями переплава - разогревом расходуемого электрода и формированием металлической ванны, рабочей стадией и выведением усадочной раковины; с изменением электрических параметров вторичного токоподвода по мере оплавления расходуемого электрода, с изменением энтальпии расходуемого электрода, что вызывает необходимость снижения полезной мощности, генерируемой в шлаковой ванне по закону Джоуля-Ленца.
Данные для построения графика дифференцированного электрического режима ЭШП приведены в таблице 5.
Таблица 5 – Данные для построения графика дифференцированного электрического режима ЭШП
|
№ |
Переменные величины | |||||||
|
lэд, м |
Тэд, К |
Wут, кДж/кг |
Pпол, кВт |
Pшл, кВт |
Rшл, мОм |
I, кА |
Uт, В | |
|
1 |
5,9 |
202,32 |
1213,45 |
124,98 |
1203,34 |
0,008 |
12,26 |
117,68 |
|
2 |
3,1 |
313,31 |
1146,85 |
118,13 |
1196,62 |
0,008 |
12,23 |
117,39 |
|
3 |
2,7 |
454,34 |
1062,23 |
109,41 |
1188,48 |
0,008 |
12,19 |
117,03 |
|
4 |
1,5 |
818,13 |
843,96 |
86,93 |
1173,12 |
0,008 |
12,11 |
116,36 |
Время плавления 1 погонного метра электрода составит:
![]() ,
(38)
,
(38)
![]() м,
м,
![]() мин/м.
мин/м.
Общее время электрошлакового переплава составит 327мин.
Время для выведения усадочной раковины 40 мин [6].
График электрического режима представлен на рисунке 1.
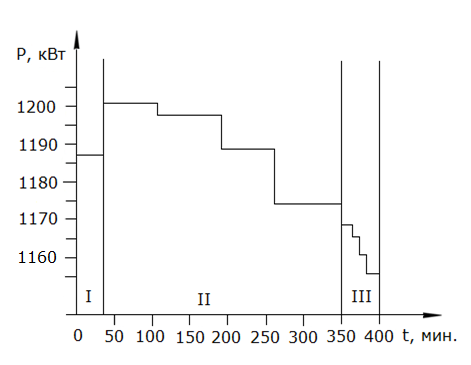
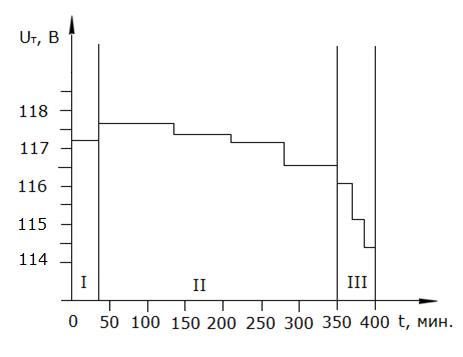

Рисунок 1 – График электрического режима плавки.
5.4 Материальный баланс плавки
Изменение металла по ходу электрошлакового переплава
Вес сплавляемой части электрода:
mэд = а ∙ b ∙ lэл ∙ d, (39)
mэд = 0,3 · 0,3 · 4,3 · 7800 = 3018,6 кг.
Таблица 6 – Химический состав исходного металла, %
|
Материал |
Масса |
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu | |
|
На переплав |
% |
100 |
1,00 |
0,55 |
1,1 |
0,2 |
0,01 |
0,02 |
1,5 |
0,15 |
|
кг |
3019 |
30,19 |
16,60 |
33,21 |
6,04 |
0,30 |
0,60 |
45,29 |
4,53 | |
При электрошлаковом переплаве происходит окисление (угар) элементов. Угар элементов обусловлен протеканием реакции:
хR + yО = у(О2-) + х(R2+), (40)
то есть воздействием кислорода на легирующий элемент. Имеется 2 пути доставки кислорода к поверхности металлической ванны:
а) окисление поверхности электрода кислородом воздуха, далее перехода окалины в шлак при плавлении электрода и доставка кислорода к границе жидкого металла:
Fe + O2 → FeO → (FeO) → [FeO],
б) перенос кислорода элементами с переменной валентностью от газовой границы к жидкой металлической ванне
{O} → (O) → [O].
В процессе электрошлакового переплава электрод окисляется с поверхности.
Каждый метр поверхности соединяет 25 грамм кислорода.
Количество образующейся окалины на электроде равно:
mFeO = (72 · 0,025 / 16) · 2· (a + b) · lэл, (41)
где a и b – стороны электрода, м;
lэл – длина оплавляемой части, м.
mFeO = (72 · 0,025 / 16) · 2· (0,3 + 0,3) · 4,3 = 0,58 кг.
Для образования данного количества mFeO потребуется кислорода из атмосферы:
mO = 0,025 · (a + b) · lэл = 0,025 · 2· (0,3 + 0,3) · 4,3 = 0,13 кг. (42)
Окислится железа:
mFe = mFeO − mO , (43)
mFe = 0,58 − 0,13 = 0,45 кг.
Окалина при плавлении переходит в шлак, где она расходуется на окисление элементов по реакции:
![]()
То есть железо возвращается в жидкую металлическую ванну.
Конечное содержание FeO во флюсе АНФ-1П:
mFeO шл = 0,15 · mшл / 100 = 0,15 · 150 / 100 = 0,225 кг (44)
Перейдет в слиток железа:
 ,
(45)
,
(45)
где х – количество FeO в исходном (до переплава) шлаке
![]() кг.
кг.
Совместно с железом перейдёт кислорода:
 ,
(46)
,
(46)
![]() кг
кг
В шлак перейдет железа:
mFe шл = m FeOшл · 56 / 72, (47)
mFe шл = 0,225 · 56 / 72 = 0,175 кг.
Совместно с железом в шлак перейдет кислорода:
mО шл = m FeOшл · 16 / 72, (48)
mО шл = 0,225 · 16 / 72 = 0,05 кг.
Расчёт количества элементов, окисляющихся по ходу электрошлакового переплава.
Считаем, что содержание С и Р не изменяется в течение переплава. Количество окислившегося элемента:
m[R] = (mэд · [R%] · Y) / (100 ·100), (49)
где mэд − масса переплавляемого электрода;
Y − угар элемента;
R % − процентное содержание элемента.
Количество кислорода, необходимое для окисления:
mO = m[R] · M(O2) / M[R], (50)
где M(O2) − молекулярная масса кислорода в образовавшемся оксиде;
M[R] − молекулярная масса окислившегося элемента.
Элементы окисляются по следующим реакциям:
![]()
![]()
![]()
Угар легирующих элементов в процессе плавки представлен в таблице 7.
Таблица 7 – Угары элементов
|
Элемент |
Si |
Mn |
S |
|
Угар, % |
20,0 |
3,0 |
50,0 |
Количество окислившегося элемента равно по формулам (49, 50):
![]() кг,
кг, ![]() кг,
кг,
![]() кг,
кг, ![]() кг,
кг,
![]() кг,
кг, ![]() кг.
кг.
Таблица 8 – Вес слитка, кг
|
Приход |
Расход |
mэд = 3019 кг;
mFe сл = 0,859 кг;
Итого: 3019,859 кг. |
1.Окислится железа: mFe = 0,45 кг; 2.Окислится кремния: mSi = 3,321 кг; 3.Окислится марганца: mMn = 0,996 кг; 4. Окислится серы: mS = 0,151 кг;
Итого: 4,918 кг. |
Фактический вес слитка:
mсл = 3019,859 – 4,918 = 3014,941 кг.
Выход годного:
% = (mсл / mэд ) · 100 %, (51)
% = (3014,941/3019,859) · 100 % = 99,84 %
Таблица 9 – Химический состав стали марки ШХ15СГ после электрошлакового переплава
|
Элемент |
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
|
% |
1,00 |
0,44 |
1,07 |
0,20 |
0,005 |
0,02 |
1,50 |
0,15 |
|
кг |
30,19 |
13,28 |
32,21 |
6,04 |
0,15 |
0,60 |
45,29 |
4,53 |
Расчет производили по формулам:
mме с= mМе ис – mМе ок , (52)
% = mме с·100% /(Gэ-∑mI), (53)
Изменение флюса в процессе электрошлакового переплава.
Химический состав исходного флюса представлен в таблице 10.
Таблица 10 – Химический состав исходного флюса АНФ-1П
|
Соединения |
CaF2 |
Al2O3 |
CaO |
SiO2 |
FeO |
S |
Р | |
|
% |
100 |
92,78 |
1,50 |
3,00 |
2,00 |
0,50 |
0,05 |
0,02 |
|
кг |
150 |
139,17 |
2,25 |
4,50 |
3,00 |
0,75 |
0,075 |
0,03 |
На границе шлака с воздухом протекает реакция:
(S-2) + {O2} → {SO2}↑,
По данной реакции окисляется примерно 70 % серы или:
m'S = (mS + mS исх.фл) · 70 / 100, (54)
где mS исх фл. − количество серы в исходном шлаке, кг;
mS − количество серы, перешедшей из металла в шлак, кг.
m'S = (0,15 + 0,075) · 70 / 100 = 0,158.
Остается серы во флюсе:
ΔmS фл = (mS + mS исх.фл) − m'S, (55)
ΔmS фл = (0,15+ 0,075) − 0,158 = 0,067 кг.
Для окисления серы потребуется кислорода:
mО = m'S · 32 / 64,
mO = 0,158 ∙ 32/64 = 0,079 кг.
В атмосферу улетучится SO2 :
mSO2 = m'S + mО, (56)
mSO2 = 0,158 + 0,079 = 0,237 кг
По реакции (CaO) + [FeS] = (CaS) + (FeO) образуется:
mСаS = m'S · 72 / 32 = 0,158·72 / 32 = 0,356 кг.
mСаО = mСаS · 112 / 144 = 0,356·112 / 144 = 0,277 кг.
Содержание кремнезема во флюсе mSiO2 = 3,00 кг.
В системе CaF2 – SiO2 протекает реакция:
2(CaF2) + (SiO2) = 2(CaO) + {SiF4}↑,
по которой окисляется примерно 20 % SiO2:
m'SiO2 = ( mSiO2 исх.фл. + mSiO2 уг.)/5 , (57)
m'SiO2 = (3,0 + 3,0) / 5 = 1,20 кг,
где mSiO2 исх.фл. − количество SiO2 в исходном флюсе.
Во флюсе останется:
ΔmSiO2 фл. = (mSiO2 исх.фл. + mSiO2 уг.) − m'SiO2 , (58)
ΔmSiO2 фл = (3,0 + 3,0) – 1,2 = 4,8 кг.
При протекании реакции расходуется:
mCaF2 = ( mSiO2 исх.фл. + mSiO2 уг.) · 156 / 300
mCaF2 = (3,0 + 3,0) · 156 / 300 = 3,12 кг.
Образуется СаО:
mСаО = ( mSiO2 исх.фл. + mSiO2 уг.) · 112 / 300
mСаО = (3,0 + 3,0) · 112 / 300 = 2,24 кг.
По реакции: 3(CaF2) + (Al2O3) = 3CaO + 2{AlF3}↑, окисляется примерно 10 % Al2O3, или:
m'Al2O3 = mAl2O3 исх.фл. / 10, (59)
m'Al2O3 = 2,25 / 10 = 0,225 кг.
Во флюсе останется:
ΔmAl2O3 фл. = mAl2O3 исх.фл. – m'Al2O3 , (60)
ΔmAl2O3 фл. = 2,25 – 0,225 = 2,025 кг.
При протекании реакции образуется СаО:
mСаО = m'Al2O3 · 108 / 102 = 0,225 · 108 / 102 = 0,238 кг.
При этом расходуется СаF2:
mCaF2 = m'Al2O3 · 234 / 102 = 0,225· 234 / 102 = 0,516 кг.
Составляем таблицу состава конечного шлака:
Таблица 11 – Состав флюса после электрошлакового переплава
|
Соединения |
CaF2 |
Al2O3 |
CaO |
SiO2 |
FeO |
S |
Р | |
|
% |
100 |
90,41 |
1,35 |
4,47 |
3,20 |
0,50 |
0,04 |
0,02 |
|
кг |
149,91 |
135,53 |
2,03 |
6,70 |
4,80 |
0,75 |
0,07 |
0,03 |
Материальный баланс всей плавки представлен в таблице 12.
Таблица 12 – Материальный баланс плавки
|
Израсходовано, кг |
Получено, кг |
|
1 Оплавляемая часть электрода: 3019 2 Флюс: 150 3 Кислорода из атмосферы: 0,08 |
1 Шлак: 149,91 2 Слиток: 3014,941 3 SO2: 0,237 4 SiF4: 2,08 5 AlF3: 0,503 |
|
Итого: 3169,08 кг |
Итого: 3167,671 кг |
Невязка: ((3169,08 – 3167,671) /3169,08) · 100 = 0,04 % [7].