

ВВЕДЕНИЕ
Данный курсовой проект посвящен расчету электропривода многооперационного станка. Решение данной задачи имеет важное значение, так как от правильности проектирования системы автоматизированного электропривода зависят режимы работы станка, показатели его надежности, точности и времени обработки детали.
Разработка систем электропривода на современном уровне предполагает системный подход к проектированию, моделирование режимов работы с учетом действия технологических факторов. Повышение качества системы возможно только при комплексном подходе, когда выбор отдельных элементов, например, электродвигателя, производится с учетом особенностей построения механической части и системы управления. Особенности системы электропривода, в свою очередь, влияют на режимы работы механической части и системы управления.
Электроприводы металлорежущих станков с программным управлением являются одним из направлений применения высокоточных систем электропривода с жесткими технологическими требованиями.
В связи с вышесказанным, в курсовом проекте необходимо решить следующие задачи:
-
расчет статических мощностей и моментов;
-
расчет циклограмм работы электроприводов станка;
-
построение нагрузочной диаграммы привода;
-
формирование желаемой механической характеристики электропривода;
-
выбор электродвигателя с учетом способа регулирования;
-
построение структурной схемы и расчет параметров электропривода;
-
оценка статических и динамических показателей системы;
-
выбор системы управления электропривода, проверка электропривода на заданные производительность и точность.
1 Техническое задание
Произвести расчет электропривода многооперационного станка 6904ВМФ2. Направление подачи – продольная. Вид обработки – растачивание. Материал детали – медь.
В таблице 1.1 указаны основные параметры многооперационного станка.
Таблица 1.1 – основные параметры многооперационного станка 6904ВМФ2
|
Параметры |
Значение |
|
Размеры рабочей поверхности стола |
500 х 400 |
|
Наибольшая масса обрабатываемого изделия, кг |
300 |
|
Наибольшее перемещение стола: продольное поперечное шпиндельной бабки (вертикальное) |
500 500 500 |
|
Расстояние от оси шпинделя до рабочей поверхности стола |
65…555 |
|
Расстояние от торца шпинделя до центра стола |
230…730 |
|
Конус отверстия шпинделя |
45 |
|
Вместимость инструментального магазина, шт. |
30 |
|
Наибольший диаметр инструмента загружаемого в магазин |
160 |
|
Число ступеней вращения шпинделя |
19 |
|
Параметры |
Значение |
|
Частота вращения шпинделя, об/мин |
32…2000 |
|
Рабочие подачи, мм/мин |
2,5…2500 |
|
Наибольшая сила подачи стола, кН |
7,5 |
|
Скорость быстрого перемещения, мм/мин |
5000 |
|
Мощность электродвигателя привода главного движения, кВт |
4,5 |
Продолжение таблицы 1.1
|
Габаритные размеры: длина ширина высота |
2790 2060 2000 |
|
Масса, кг |
5082 |
2 Разработка карты обработки
Карта обработки представляет собой траекторию движения инструмента относительно детали. Размеры детали и инструмента принимаются максимально возможными для геометрии станка и мощности главного привода.
По [1] выбираем расточный державочный упорный резец с углом в плане φ=900 для прямого крепления. Выбранный резец изображен на рисунке 1.1, где В=16, Н=16, L=80.
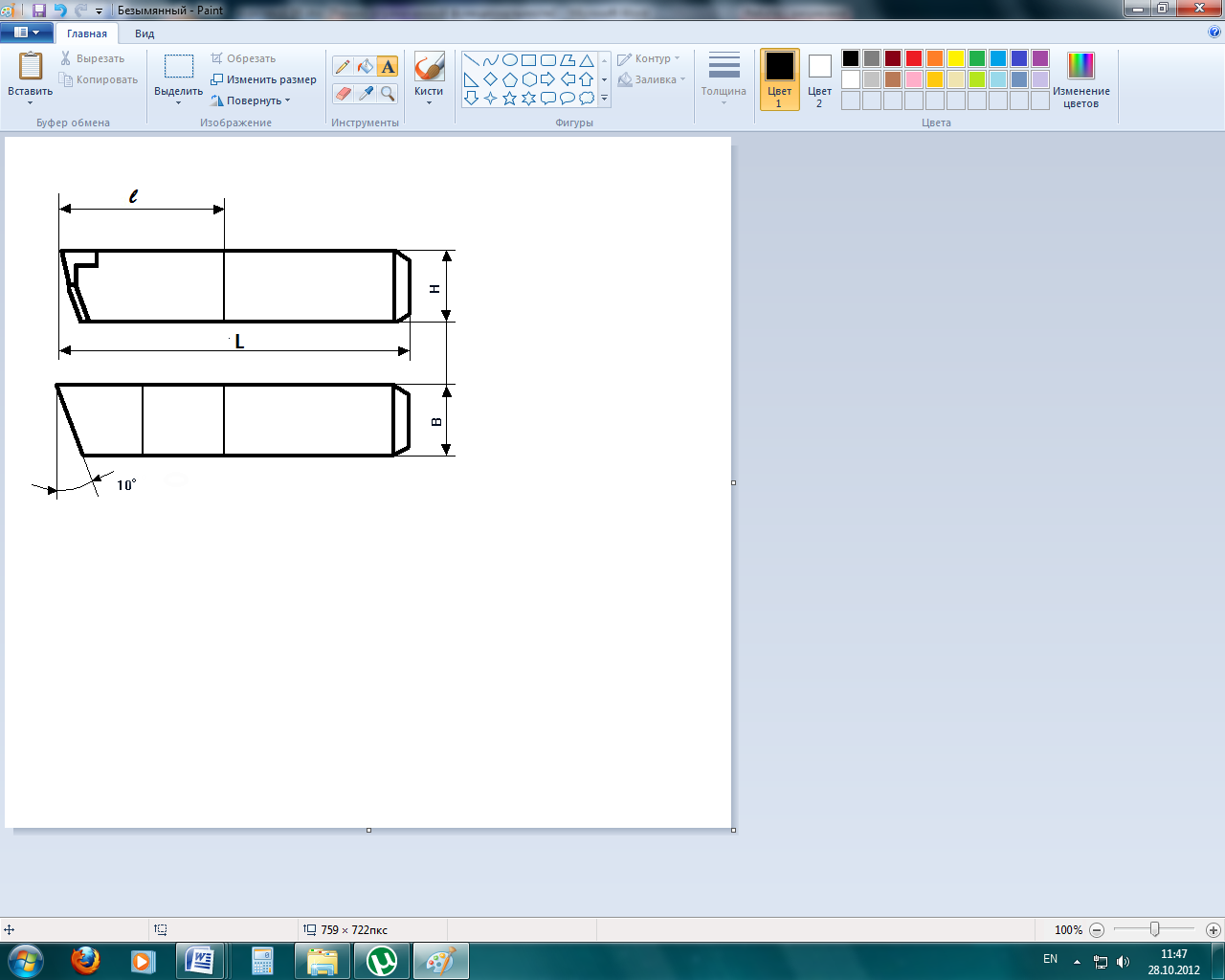
Рисунок 1.1 – Резец из быстрорежущей стали
На рисунке 1.2 схематически представлено положение шпинделя и рабочего стола.
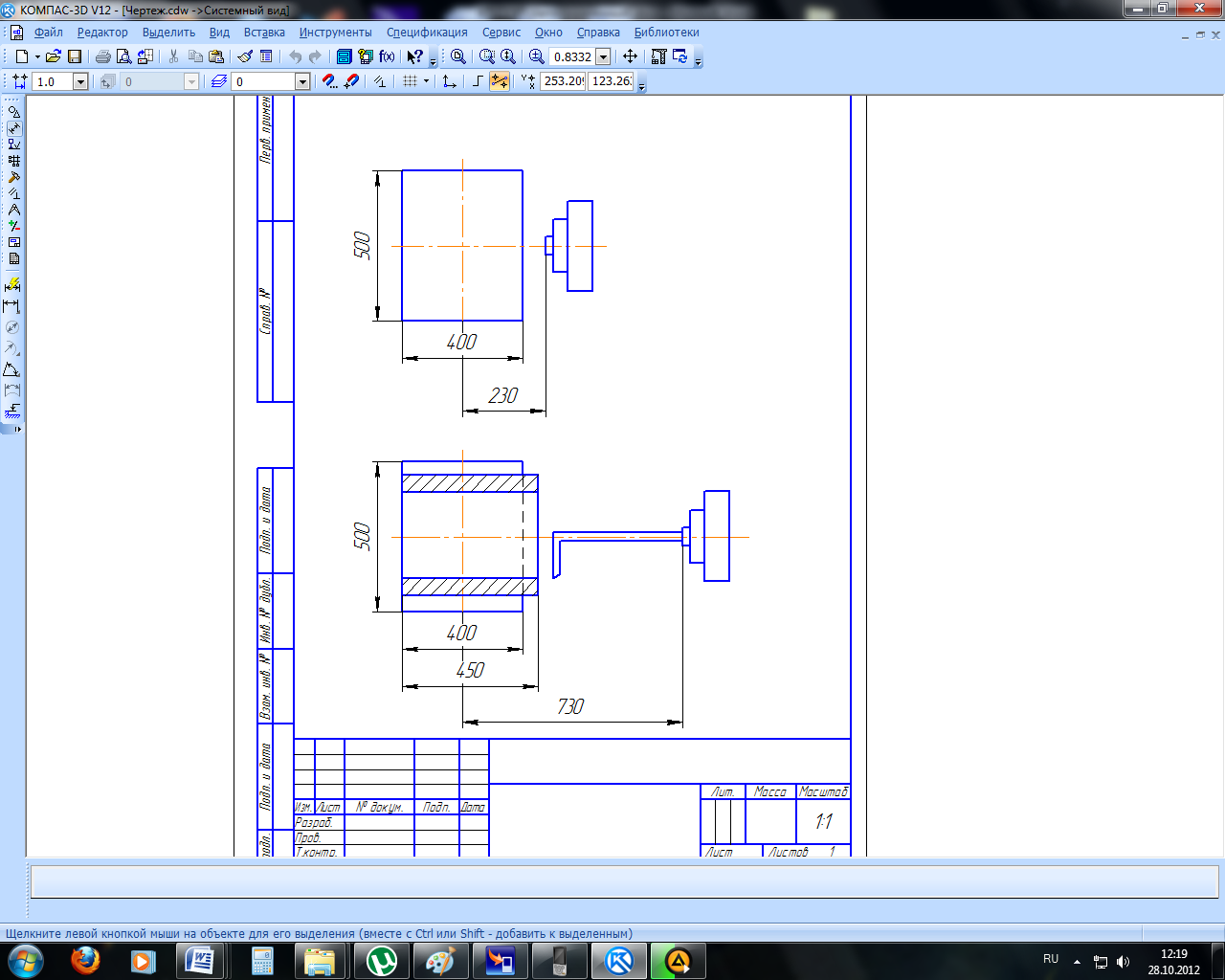
Рисунок 1.2 – Взаимное положение шпинделя и рабочего стола
На рисунке 1.3 представлена карта обработки.
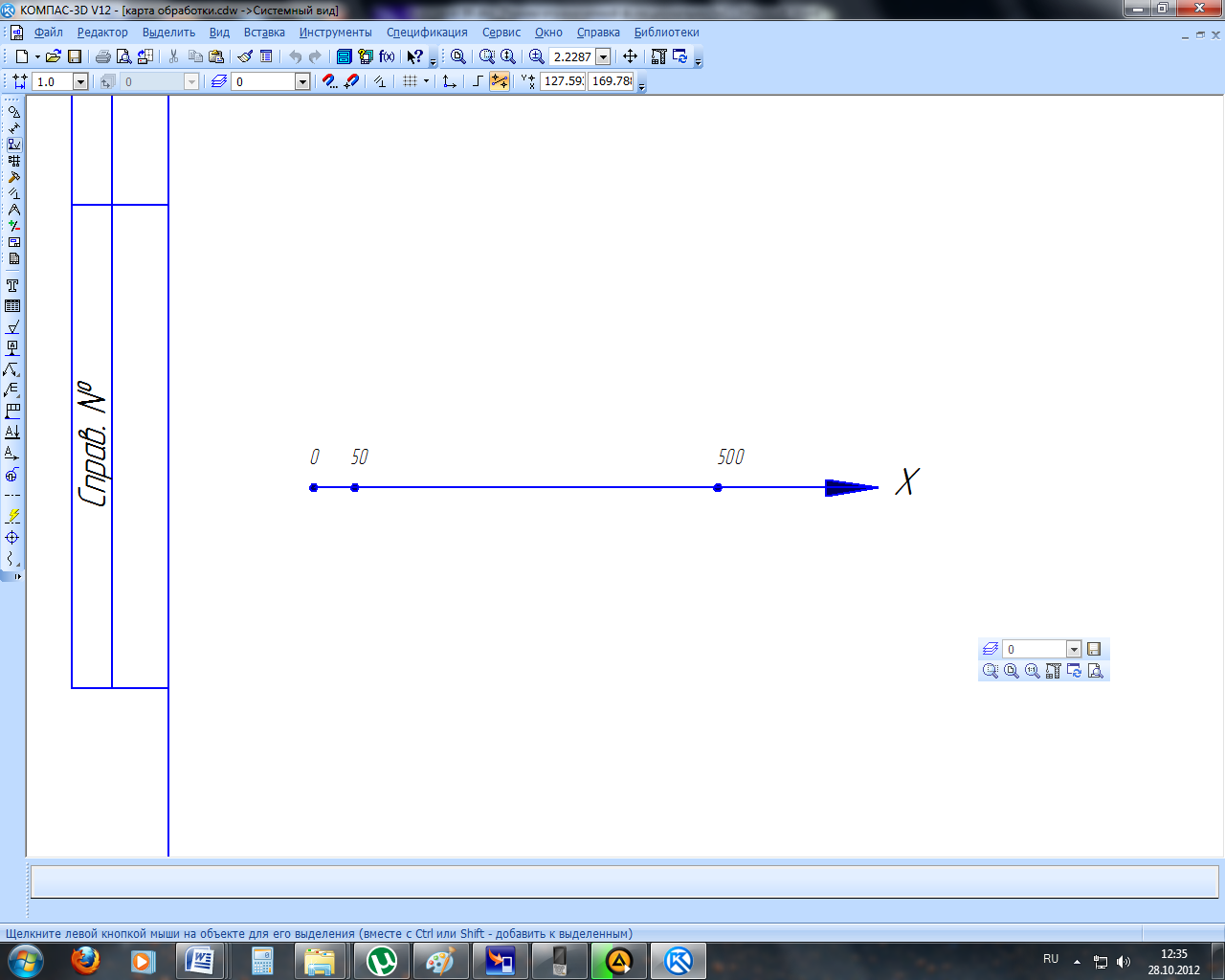
Рисунок 1.3 – Карта обработки детали
3 ПОСТРОЕНИЕ НАГРУЗОЧНОЙ ДИАГРАММЫ СКОРОСТЕЙ И СИЛЫ
3.1 Расчет режимов резания при растачивании
При назначении элементов режимов резания учитывают характер обработки, тип и размеры инструмента, материал его режущей части, материал и состояние заготовки, тип и состояние оборудования.
Скорость резания V, м/мин при растачивании рассчитывают по эмпирической формуле:
![]()
 (3.1)
(3.1)
где Cv – коэффициент, принимаем по таблице 17 ([1], с. 270) Cv=182;
Т – период стойкости инструмента, принимаем 60 мин;
t – глубина резания, мм, t=0,5...2,0 мм, принимаем t= 2 мм;
s – подача, мм/об, принимаем по таблице 12 ([1], с. 265) s=0,3 мм/об;
m – показатель степени, принимаем по таблице 17 ([1], с. 270) m=0,23;
x – показатель степени, принимаем по таблице 17 ([1], с. 270) x=0,12;
y – показатель степени, принимаем по таблице 17 ([1], с. 270) y=0,3;
Кv – коэффициент, является произведением коэффициентов:
![]() ,
(3.2)
,
(3.2)
где Кмv – коэффициент, учитывающий влияние материала заготовки, по таб-
лице 4 ([1], с. 263) Кмv=8;
КПv – коэффициент, учитывающий влияние состояния поверхности, по
таблице 5 ([1], с. 263) КПv=0,9;
КИv – коэффициент, учитывающий влияние материала инструмента, по
таблице 6 ([1], с. 263) КИv=0,74,
![]()

Силу резания Р, Н принято раскладывать на составляющие силы, направленные по осям координат станка (тангенциальную Рz , радиальную Ру , и осевую Рх). При растачивании эти составляющие рассчитывают по формуле:
![]() ,
(3.3)
,
(3.3)
где Ср – постоянная, для тангенциальной составляющей Рz по таблице
22 ([1], с.273) Ср=55;
х, у, n – показатели степени, для тангенциальной составляющей Рz по
таблице 22 ([1], с.273) х=1; у=0,66; n=0;
Кр – поправочный коэффициент, определяется по формуле:
![]() ,
(3.4)
,
(3.4)
где Кмр – коэффициент, учитывающий влияние качества обрабатываемого
материала на силовые зависимости, по таблице 10 ([1], с. 265) Кмр=1,7;
Кр, Кр, Кр, Кrр – коэффициенты, учитывающие влияние геометрических
параметров режущей части инструмента на составляющие силы резания,
для тангенциальной составляющей Рz по таблице 23 ([1], с. 275) Кр=1,08;
Кр=1,15; Кр=1;Кrр=0,87.
![]()
Значения коэффициентов СР, Кр и показателей степени х, у, n для радиальной и осевой имеют такие же значения, как и для тангенциальной составляющей.
![]()
Мощность резания N, кВт рассчитывают по формуле:
![]() (3.5)
(3.5)
![]()
Частота
вращения шпинделя
![]() ,
об/мин определяется по формуле:
,
об/мин определяется по формуле:
![]() (3.6)
(3.6)
где r – радиус обрабатываемого отверстия, примем r=100 мм.
![]()
Рабочая скорость при растачивании находится по формуле:
![]() (3.7)
(3.7)
![]()