Технические характеристики станка 2а135
|
Наименование характеристики |
Величина параметра |
|
Наибольший диаметр сверления, мм |
35 |
|
Наибольший ход шпинделя, мм |
225 |
|
Вылет шпинделя, мм |
300 |
|
Наибольшее расстояние от торца шпинделя до стола, мм |
750 |
|
Конус шпинделя |
Морзе 4 |
|
Наибольшее установочное перемещение шпиндельной бабки, мм |
200 |
|
Рабочие размеры стола, мм |
450x500 |
|
Наибольшее вертикальное перемещение стола, мм |
325 |
|
Число скоростей шпинделей |
9 |
|
Пределы чисел оборотов шпинделя в минуту |
68–1100 |
|
Количество подач |
11 |
|
ределы подач шпинделя, мм/об. |
0,115 – 1,6 |
|
Мощность электродвигателя главного движения, кВт |
4,5 |
|
Габариты: длина, ширина, высота, мм |
810х1240х2500 |
|
Масса, кг |
1300 |
|
Технические характеристики (радиально сверлильный станок 2л53): |
|
|
Наибольший условный диаметр сверления (в стали марки 45 по ГОСТ 1050-74), мм |
32 |
|
Вылет шпинделя от образующей колонны, мм |
|
|
- наименьший |
290 |
|
- наибольший |
1000 |
|
Наибольшее расстояние от торца шпинделя до плиты, мм |
1120 |
|
Расстояние от торца шпинделя до стола, мм |
|
|
- наименьшее |
15 |
|
- наибольшее |
630 |
|
Диаметр колонны, мм |
250 |
|
Наибольший угол поворота вокруг колонны, град |
330 |
|
Зажим на колонне |
ручной |
|
Наибольший ход по направляющим рукава, мм |
710 |
|
Зажим на направляющих рукава |
ручной |
|
|
|
|
- на 1оборот лимба |
94,2 |
|
- наибольший |
325 |
|
Габаритные размеры, мм |
|
|
- длина |
1850 |
|
|
800 |
|
- высота |
2430 |
|
Масса, кг |
|
 Ход
шпинделя, мм
Ход
шпинделя, мм -
ширина
-
ширина
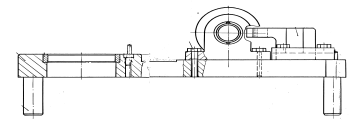
Описание работы станочного приспособления
Приспособление используется для установки и закрепления обрабатываемых заготовок – корпус водяного насоса соответственно условиям выполнения техпроцесса.
Приспособление обеспечивает быстрое и надежное закрепление заготовки.
Рис. приспособление фрезерное
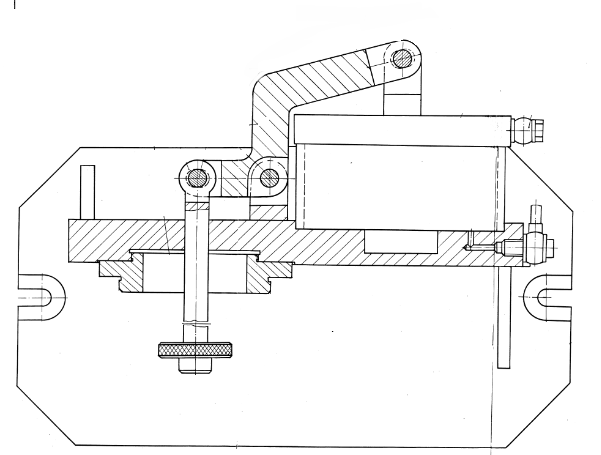
 Приспособление
состоит из: корпуса; установочных
элементов; зажимных элементов; штока;
рычага; прижима.
Приспособление
состоит из: корпуса; установочных
элементов; зажимных элементов; штока;
рычага; прижима.
 Описание
работы контрольного приспособления
Описание
работы контрольного приспособления
Контрольное приспособление состоит из: уступомера,плиты,стойки,втулки,ножки,оправки,направляющей,пальца.
Методика выполнения измерения:
1.установить в корпус насоса приспособление для контроля зазора.
2.установить раструб.
3.замерить зазор.
4.снять раструб и приспособление.
Рис.-контрольное приспособление.