

Министерство образования и науки Российской Федерации
федеральное государственное бюджетное образовательное учреждение
Высшего профессионального образования
«Алтайский государственный технический университет им. И.И. Ползунова»
Факультет Специальных технологий
Кафедра «Технологии машиностроения»
Отчет защищен с оценкой______________
Руководитель работы_________________
« » 2015г.
Отчет
По производственной практике
на ОАО «Трансмаш»
Студент группы КТМ-21
Руководитель практики от предприятия
Руководитель практики от вуза
Барнаул 2015
Задание
Содержание
Введение.
Задание.
1.Описание узла детали, метод получения заготовки.
2.Анализ действующего технологического процесса механической обработки
3.Характеристики станков.
4.Описание работы станочного приспособления.
5.Описание работы контрольного приспособления.
6.Вывод.
7.Список литературы.
 Введение
Введение
Барнаульский государственный завод № 77 (с сентября 1942 года; первоначальное наименование — завод С-10) Наркомтанкопрома создан согласно постановлениям ГКО на базе оборудования, эвакуированного с Харьковского и Сталинградского тракторных, Сталинградского № 264, Ленинградского № 174, Кировского и Ижорского заводов с привлечением рабочих и специалистов этих предприятий. Строительство завода планировалось завершить к началу июля 1942 года.
В январе 1942 года трест «СтройГАЗ», перебазированный в Барнаул из Горького, приступил к закладке завода. Первые эшелоны с эвакуированными рабочими, специалистами, их семьями и оборудованием пришли в августе, 6 ноября 1942 года (этот день отмечается как день рождения завода) был собран и испытан первый дизель В-2,а за период до окончания Великой Отечественной войны выпущено 10 753 дизеля (доля продукции завода в производстве двигателя В-2 составила 11%), которыми был оснащен каждый пятый танк Т-34. В музее боевой и трудовой славы завода на вечном хранении находится Красное знамя Народного комиссариата обороны СССР и ВЦСПС, которое в годы Великой Отечественной войны многократно вручалось коллективу завода Государственным Комитетом Обороны в знак признания его заслуг в освоении производства и выпуске необходимой для фронта продукции[11].
В 1946 году, с переходом из подчинения Наркомату танковой промышленности СССР в подчинение Министерства транспортного машиностроения СССР завод № 77 переименован в завод транспортного машиностроения — «Трансмаш».
В 1960 году в соответствии с Генеральным планом развития началась коренная реконструкция завода, в ходе которой были созданы новые производственные мощности и установлено современное технологическое оборудование, что позволило поднять качество продукции и увеличить её выпуск.
В 1970 году Постановлением Совета Министров СССР № 153 от 12 марта заводу присвоено имя В. И. Ленина.
В 1991 году завод преобразован в производственное объединение «Барнаултрансмаш», в 1992 (по другим данным — в 1993) году — в открытое акционерное общество «Барнаултрансмаш». Современность
Сегодня «Барнаултрансмаш» входит в состав холдинга «Русские машины», конструирует и производит судовые, промышленные и транспортные дизели, газопоршневые двигатели и электростанции, мини-ТЭЦ.
Кроме основной продукции, завод изготовляет и реализует чугунное, стальное и цветное литьё, штамповки, поковки, технологическую оснастку, металлорежущий и мерительный инструмент.
Па предназначен
 Описание
узла детали, метод получения заготовки
Описание
узла детали, метод получения заготовки
Водяной насос центробежного типа предназначен для создания циркуляции охлаждающей жидкости в системе. Водяной насос установлен на крышке-фланце масляного насоса и крепится к ней 4-мя шпильками.
Детали насоса смонтированы в корпусе, отлитом из алюминиевого сплава.
Передняя часть корпуса имеет форму улитки. В полость улитки установлена крыльчатка, которая приклепана к фланцу валика водяного насоса заклепками.
Валик вращается в 2-х шарикоподшипниках, запрессованных в корпус насоса, между которыми ставится распорная втулка. На противоположный конец валика насажена шлицевая втулка. Через шлицевую втулку и рессору осуществляется привод водяного насоса от средней шестерни откачивающей секции масляного насоса. Втулка закреплена на валике насоса гайкой и шплинтом через шайбу.
Рис.1.1-водяной насос.
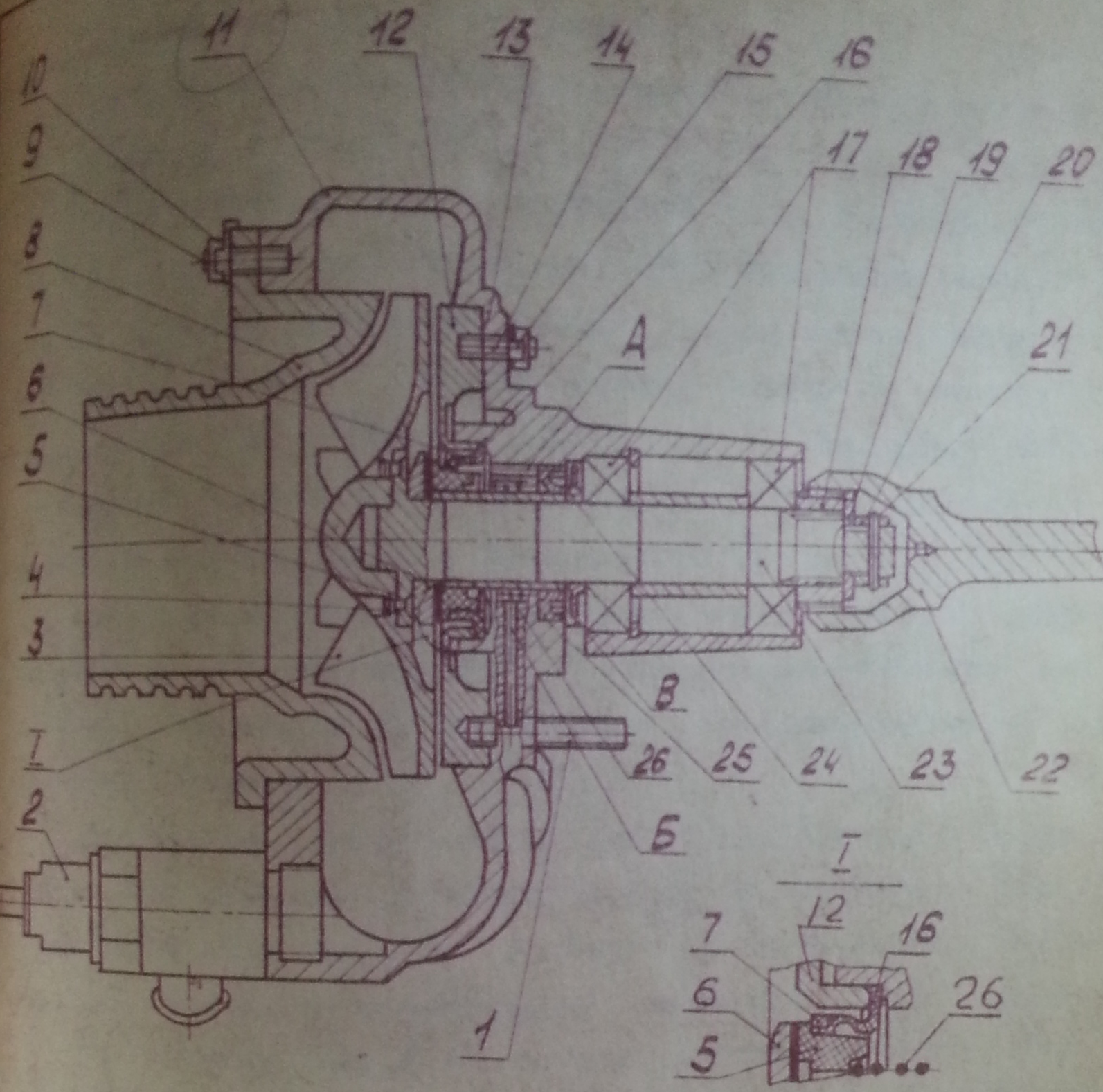
Детали входящие в состав водяного насоса
|
позиция |
наименование |
|
1 |
Шпилька |
|
2 |
Кран сливной |
|
3 |
Крыльчатка |
|
4 |
Наклепка |
|
5 |
Кольцо уплотнителя |
|
6 |
Диск уплотнительный |
|
7 |
Обойма |
|
8 |
Раструб водяного насоса |
|
9 |
Шпилька |
|
10 |
Гайка |
|
11 |
Корпус водяного насоса |
|
12 |
Фланец |
|
13 |
Прокладка |
|
14 |
Шпилька |
|
15 |
Гайка |
|
16 |
Резина уплотнительная |
|
17 |
Шприкоподшипник |
|
18 |
Втулка шлицевая |
|
19 |
Шайба |
|
20 |
Гайка |
|
21 |
Шплинт |
|
22 |
Рессора |
|
23 |
Валик водяного насоса |
|
24 |
Шайба |
|
25 |
Манжета |
|
26 |
Пружина |
|
А |
Отверстие |
|
Б |
Контрольное отверстие |
|
В |
канал |
 Описание
детали
Описание
детали
Корпус водяного насоса служит несущим остовом для крепления всех деталей прибора, включая отверстия для подшипников, валов, втулок.
Деталь-корпус водяного насоса - длиной 150мм и наибольшим радиусом 108,3. Класс детали – корпусные. Масса детали – 1,7 кг.
Метод получения заготовки
Заготовка – отливка
Материал детали - Алюминиевый сплав АЛ-4 HB-70
|
Марка : |
АК9ч ( другое обозначение АЛ4 ) |
|
Классификация : |
Алюминиевый литейный сплав |
|
Применение: |
для изготовления деталей средней и большой нагруженности; сплав отличается высокой герметичностью. Из-за повышенной склонности к газонасыщению и образованию пористости для получения отливок рекомендуется применять кристаллизацию под давлением.Сплав на основе системы алюминий - кремний - магний (силумин) |
|
Зарубежные аналоги: |
Известны |
Химический состав в % материала
ГОСТ 1583 - 93
|
Fe |
Si |
Mn |
Ni |
Al |
Cu |
Pb |
Be |
Mg |
Zn |
Sn |
Примесей |
|
до 1 |
8 - 10.5 |
0.2 - 0.5 |
до 0.1 |
86.94 - 91.63 |
до 0.3 |
до 0.05 |
до 0.1 |
0.17 - 0.3 |
до 0.3 |
до 0.01 |
всего 1.5 |
Примечание: Al - основа; процентное содержание Al дано приблизительно
|
Примечание: Для модифицирования структуры допускается введение стронция до 0,08%. В чушках содержание магния 0.2 - 0.35 % |
 Механические
свойства при Т=20oС
материала АК9ч .
Механические
свойства при Т=20oС
материала АК9ч .
|
Сортамент |
Размер |
Напр. |
sв |
sT |
d5 |
y |
KCU |
Термообр. |
|
- |
мм |
- |
МПа |
МПа |
% |
% |
кДж / м2 |
- |
|
литье в кокиль, ГОСТ 1583-93 |
|
|
235 |
|
3 |
|
|
Закалка и искуственное старение |
|
литье в кокиль, ГОСТ 1583-93 |
|
|
147 |
|
2 |
|
|
|
|
Твердость АК9ч термообработанного , ГОСТ 1583-93 |
HB 10 -1 = 50 - 70 МПа |