

Изучение характеристик электросварочных аппаратов.
Электрическая характеристика дуги в координатах напряжения U - и время t, представлена на рис. 4, имеет несколько четко выраженных участков в соответствии с технологическими законами электродуговой сварки. Сварка начинается с короткого замыкания (тока 1) , при которой напряжение U = 0, а ток I I мах. Второй этап характеризуется отрывом электрода от поверхности свариваемого объекта и образованием межэлектродной пространства. Для созревания электродугового разряда в этом пространстве необходимо напряжение зажигания дуги Uэ (1-2). Третий этап: ионизация межэлектродного пространства, при этом для горения дуги требуется меньшее напряжение Uр (участок 2 - 3). Четвертый этап характеризуется образованием и отрывом капли и уменьшения длины межэлектродного пространства, при дальнейшем падении напряжения (участок 3 – 4). В дальнейшем цикл сварки повторяется.
Для устойчивого горения дуги характеристика источника сварочного тока должна удовлетворять характеристике дуги, т.е. источник питания должен отвечать следующим требованиям:
-
Источник сварочного тока должен обеспечить напряжение холостого хода Uхх Uз в 2,5…3 раза больше , чем рабочее напряжение (Uр). Напряжение холостого хода, при сварке постоянным током металлическими электродами равно 40…60В, угольными – 50…80В, а при сварке переменным током металлическими электродами равно 50- 70В.
-
Ток короткого замыкания кз должен быть не более 2р. Отношение тока короткого замыкания к рабочему току называется – коэффициентом добротности Д источника питания. Коэффициент добротности характеризует устойчивость горения дуги и работы источника сварочного тока к / р = Д, 1 Д 2.
-
Источник сварочного тока должен обладать динамическими свойствами, т. е. Быстро реагировать на все изменения режима в дуге и сети. Источник питания должен восстанавливать напряжение от момента короткого замыкания (U ≈ 0) до напряжения зажигания дуги (Uз) в течение 0,02-0,05 сек.
4.Источник сварочного тока должен обладать крутопадающей внешней (вольт – амперной) характеристикой, которая необходима для возбуждения и устойчивого горения дуги, ограничения тока короткого замыкания, равномерной сварки при различных колебаниях режима.
5.Источник сварочного тока должен обеспечить регулирование режима сварки (сварочного тока Iсв и напряжения U).
На рис. 5 представлены внешние (вольт – амперные) характеристики различно настроенных источников тока (кривые 2, 3, 4). Они пересекают кривую 1 (характеристику дуги). Точка пересечения А характеризует напряжение зажигания дуги Uз (Uxx), точка В - рабочее напряжение Up и рабочий ток Ip. Пересечение кривых 2, 3, 4, с осью абсцисс характеризует соответствующие токи короткого замыкания. Кривая 3 имеет Д < 1,а кривая 4 - Д > 2. Поэтому источники питания с данными характеристиками непригодны для сварки. Наилучшей считается кривая 2, у которой 1< Д< 2.
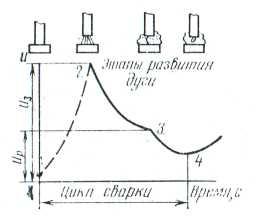
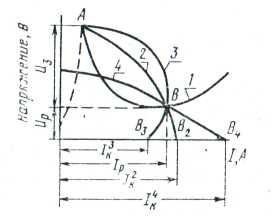
Рис. 4. Электрическая характеристика сварочной дуги. Рис. 5. Внешняя вольтамперная характеристика
источника питания дуги
|
Марка |
Сила тока, А |
Напряжение, В |
Номинальная мощность, кВ * А |
Габаритные размеры, мм |
Масса, кг |
||
|
Номинальная ПН - 60 % |
предел регулирования |
номинальное рабочее |
холостого хода |
||||
|
ПСО - 500 |
500 |
120,,,600 |
40 |
80 |
28 |
1275 х 770 х 1080 |
780 |
|
ТД - 504 |
500 |
165,,,650 |
40 |
60 |
- |
- |
195 |
|
ВСС - 300 - 3 |
300 |
35,,,330 |
30 |
- |
13,2 |
875 х 735 х 900 |
240 |