

соответствует объему микропор, который составляет для используемых углей |
|||||||||||
0,22 – 0,25 |
дм3/кг. |
|
|
|
|
|
|
|
|
||
|
1500 |
|
|
|
|
|
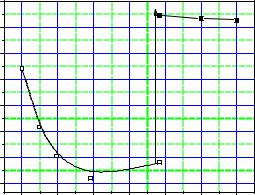
Рис. |
3.26. |
Изменение |
удельной |
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
поверхности |
регенерированного |
||||
/г |
1350 |
|
|
|
|
|
|||||
2 |
|
|
|
|
|
|
|
|
|
|
|
м |
|
|
|
|
|
|
угля «БАУ». |
|
|
|
|
поверхность, |
1200 |
|
|
|
|
|
|
|
|
||
1 |
|
|
|
|
|
|
|
|
|
|
|
1050 |
|
|
|
|
|
Регенерация |
угля: 1– в |
воде; 2 – |
|||
|
|
|
|
|
|
||||||
900 |
|
|
|
|
|
плавиковой |
кислотой |
(1 |
мас.%) |
||
|
|
|
|
|
|
||||||
Удельная |
750 |
|
|
|
|
|
|||||
|
|
|
|
|
Температура регенерации 90°С. |
||||||
600 |
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
450 |
|
|
|
|
|
|
|
|
|
|
|
0 |
50 |
100 |
150 |
200 |
250 |
300 |
|
|
|
|
|
|
|
Время работы, час. |
|
|
|
|
|
|
||
Проведение адсорбционной очистки при отгонке соединений фтора горячим теплоносителем при температуре ~ 85 – 95° С позволяет достичь более низких остаточных концентраций по фтору и другим примесям [76] и сделать положительный вывод в пользу комбинированной очистки экстракционной фосфорной кислоты.
3.6. Исследование процесса дефторирования в присутствии серной кислоты с адсорбцией на угольном сорбенте
Повышение концентрации серной кислоты способствует выпадению в осадок соединений кремния. Комплексы железа и алюминия осаждаются сокристаллизацией совместно с кремнегелем и вместе с ним образуют общий осадок сложного состава. Для ускорения процесса выделения из раствора гидрокремнегеля предложено использовать угольный адсорбент марки БАУ.
Угольный адсорбент, вводимый в кислоту и выступающий в качестве поглотителя, является инициатором смещения равновесий (3.3–3.7) в сторону образования твёрдой фазы, что приводит к увеличению соотношения HF/SiF4 и
166
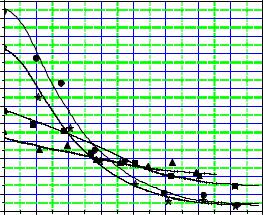
скорости дефторирования (рис. 3.27 и 3.28 , кр.3). Образующиеся частицы твёрдой фазы обладают высокоразвитой поверхностью. При дефторировании ЭФК в присутствии угля «БАУ» скорость процесса повысилась в 1,5 раза (рис.3.27 , кр.1 и кр.3), что обеспечивается выделением в раствор физически растворённого HF и обесфториванием по равновесию (I), после образования гидрокремнегеля за счёт смещения равновесия (XIV) в сторону твёрдой фазы. Таким образом, уголь существенно влияет на структуру ЭФК.
В итоге степень дефторирования с углём близка к степени при использовании добавки серной кислоты. Поэтому было рекомендовано провести эксперимент с использованием обоих компонентов при дефторировании в совместном режиме, используя уголь и серную кислоту.
гЭФК)] |
0,012 |
|
|
|
|
|
|
|
|
Рис. |
3.27. |
Изменение |
скорости |
|
|
|
|
|
|
|
|
|
|
|
|
||
0,011 |
|
|
|
|
|
|
|
|
дефторирования ЭФК в пересчёте |
||||
* |
2 |
|
|
|
|
|
|
|
|||||
мин |
|
|
|
|
|
|
|
||||||
0,010 |
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
||
[мг/( |
0,009 |
4 |
|
|
|
|
|
|
|
на фтор в |
режиме с |
отдувкой |
|
0,008 |
|
|
|
|
|
|
|
||||||
дефторирования, |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,007 |
|
|
|
|
|
|
|
|
воздухом при температуре 90° С. |
||||
|
|
|
|
|
|
|
|
|
|||||
0,006 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
0,005 |
3 |
|
|
|
|
|
|
|
|
|
|
|
|
0,004 |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
1 – ЭФК + уголь «БАУ»;2 – ЭФК + |
|||||
0,003 |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Скорость |
0,002 |
|
|
|
|
|
|
|
|
H2SO4 |
(5 %) + уголь «БАУ»; 3 – |
||
0,001 |
|
|
|
|
|
|
|
|
|||||
0,000 |
|
|
|
|
|
|
|
|
ЭФК; 4 – ЭФК + H2SO4 (5 %) |
||||
0 |
20 |
40 |
60 |
80 |
100 |
120 |
140 |
160 |
|||||
|
|
|
|
Время, мин |
|
|
|
|
|
|
|
||
Совместное использование серной кислоты и угля влияет на скорость дефторирования ЭФК и общую степень очистки. Начальная скорость дефторирования в присутствии H2SO4 и угля (рис.3.27) выше по сравнению с процессом без добавок. В данном случае несмотря на то, что к концу эксперимента скорость дефторирования резко снижается, основная масса фтористых соединений извлекается на начальном этапе и общая степень дефторирования достигает 99% (см. рис. 3.29, кр.2).
Таким образом, процесс дефторирования обусловлен протеканием последовательных реакций. Комплексные соединения Al, Fe, Si разрушаются с
167
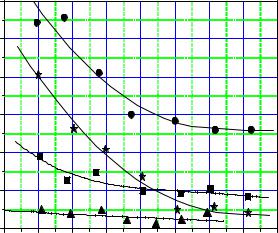
образованием HF и SiF4, т.е. с выделением из внутренней координационной сферы SiF4 и HF и последующего их удаления в газовую фазу.
|
150 |
|
2 |
|
|
|
|
|
Рис. 3.28. Изменение состава |
|||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
125 |
|
|
|
|
|
|
|
газовой |
фазы |
над |
раствором |
HF/SiF |
|
|
|
|
|
|
|
|||||
|
4 |
|
|
|
|
|
|
ЭФК. |
|
|
|
|
100 |
|
|
|
|
|
|
|
|
|
|
||
Соотношение |
75 |
|
|
|
|
|
|
|
Мольное соотношение HF/SiF4 в |
|||
|
|
|
|
|
|
|
|
|
|
|
||
|
|
1 |
|
|
|
|
|
газовой фазе для систем: 1 – ЭФК |
||||
50 |
|
|
|
|
|
|
+ уголь «БАУ»; 2 – ЭФК + H2SO4 |
|||||
|
|
|
|
|
|
|
|
|||||
25 |
|
|
|
|
|
|
|
(5 %) + уголь «БАУ»; |
|
|||
|
|
3 |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
||||
|
0 |
|
|
|
|
|
|
|
3 – ЭФК; 4 – ЭФК + H2SO4 (5 %) |
|||
|
0 |
20 |
40 |
60 |
80 |
100 |
120 |
140 |
||||
|
160 |
|
|
|
||||||||
|
|
|
|
Время, мин |
|
|
|
|
|
|
||
Продуктами разрушения этих соединений являются SiF4, HF и гидрогели SiO2·nH2O, Al2O3·nH2O, а также соединения с общей формулой
xAl O ·yP O ·zHF·nH O. Рассматривая процесс, проводимый с использованием
2 3 2 5 2
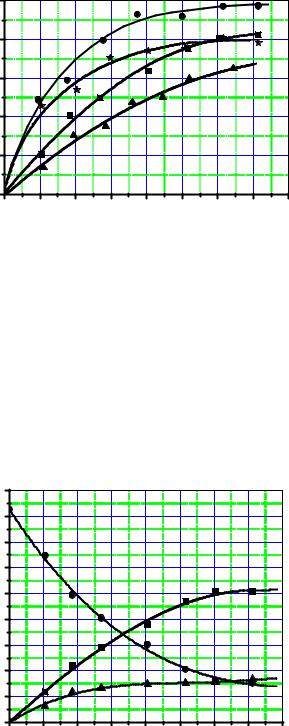
угольного адсорбента, следует отметить распределение фтора по фазам. Из графика (рис.3.30) следует, что при дефторировании в присутствии угля (кр.1) основная масса фтора уходит в газовую фазу (кр. 2) и часть в твёрдую (кр.3). Поэтому при отсутствии угля в исходной ЭФК столь низкая степень дефторирования (рис.3.29, кр.3) объясняется именно тем, что не адсорбированная в том случае твёрдая фаза (взвесь), в которую входит часть фтора, остается в растворе в связанном виде или во взвешенном состоянии, то есть в виде нелетучих компонентов.
Итак, присутствие в растворе серной кислоты подавляет диссоциацию HF и, таким образом, снижает равновесную концентрацию кремнефторидов, а присутствие угля способствует извлечению из раствора твёрдофазных зародышей, обеспечивая тем самым более интенсивное удаление физически растворённых газов, в частности HF.
168
.е. |
1,0 |
|
|
|
|
2 |
|
|
|
Рис. |
3.29. |
Степень |
|
|
|
|
|
|
|
|
|||||
, д |
|
|
|
|
|
|
|
|
|
|
|
|
дефторирования |
0,8 |
|
|
|
|
4 |
|
|
|
дефторирования ЭФК в разных |
||
|
|
|
|
|
|
|
|
|||||
0,6 |
|
|
|
1 |
3 |
|
|
|
условиях при 90оС: |
|
||
|
|
|
|
|
|
|
|
1 – |
ЭФК + уголь «БАУ»; 2 – |
|||
0,4 |
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
ЭФК + H2SO4 (5 %) + уголь |
|||
Степень |
|
|
|
|
|
|
|
|
|
|||
0,2 |
|
|
|
|
|
|
|
|
«БАУ»; 3 – ЭФК; 4 |
– ЭФК + |
||
|
|
|
|
|
|
|
|
|
||||
0,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
H2SO4 (5 %) |
|
||
|
0 |
20 |
40 |
60 |
80 |
100 |
120 |
140 |
160 |
|
||
|
|
|
|
Время, мин |
|
|
|
|
|
|
||
|
Избыточное содержание сульфатов до норм на пищевую фосфорную |
|||||||||
кислоту (термическую) согласно ГОСТ 10678-76 предложено удалять путём |
||||||||||
осаждения солями щелочноземельных металлов, например карбонатом |
||||||||||
стронция [195]. Осаждение сульфата стронция происходит при тех же |
||||||||||
температурах, что и отдувка фтористых соединений и адсорбция на угле (90– |
||||||||||
105оС). |
|
|
|
|
|
|
|
|
|
|
HF), г |
|
|
|
|
|
|
|
|
Рис. 3.30. Баланс распределения |
|
0,18 |
|
|
|
|
|
|
|
фтора по фазам в пересчёте на |
||
на |
0,16 |
|
|
|
|
|
|
|
HF при дефторировании ЭФК в |
|
. |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|||
(в пер |
|
|
|
|
|
|
|
|
||
0,14 |
|
|
|
|
|
|
|
присутствии угля |
«БАУ» при |
|
0,12 |
|
|
|
|
|
|
|
|||
фтора |
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
температуре 90оС. |
|
||
0,10 |
|
|
|
|
|
|
|
|
||
соединений |
0,08 |
|
|
|
|
|
|
|
Изменение |
массового |
0,06 |
|
2 |
|
|
|
|
|
содержания фтора: |
|
|
|
|
|
|
|
|
|
|
|||
0,04 |
|
3 |
|
|
|
|
|
1 – в жидкой фазе; 2 – в газовой |
||
|
|
|
|
|
|
|
||||
Содержание |
0,02 |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
||
0,00 |
|
|
|
|
|
|
|
фазе; 3 – в твёрдой фазе |
||
0 |
20 |
40 |
60 |
80 |
100 |
120 |
140 |
160 |
|
|
|
|
|
Время, мин |
|
|
адсорбента |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
Получаемая продукционная кислота с учётом концентрирования имеет |
|||||||||
следующий состав: 52–54% |
Р2О5; 0,0008% F; < 0,01% SO42-; 0,0017% SiO2; |
|||||||||
0,0075% Al2O3; 0,007% Fe2O3. |
|
|
|
|
||||||
169