

1 Назначение и условия работы заданных деталей в сборочной единице. Эскиз сборочной единицы. Анализ технологичности конструкций деталей и методы упрочняющей технологии
Деталь – каретка 74-1701064-Б является составной частью коробки передач трактора МТЗ-80.1, 82.1, 890, 892 и их модификаций и изготавлива-ется в механосборочном цеху №5.
Переключение передач сопровождается ударами между зубьями зубчатых колес, что приводит к их изнашиванию. Для уменьшения износа зубчатых колес и шума, возникающих вследствие удара зубьев при переключении передач, служат синхронизаторы, которые выравнивают угловые скорости включаемых зубчатых колес.
Синхронизаторами обычно снабжают зубчатые колеса передач, переключаемых наиболее часто.
Р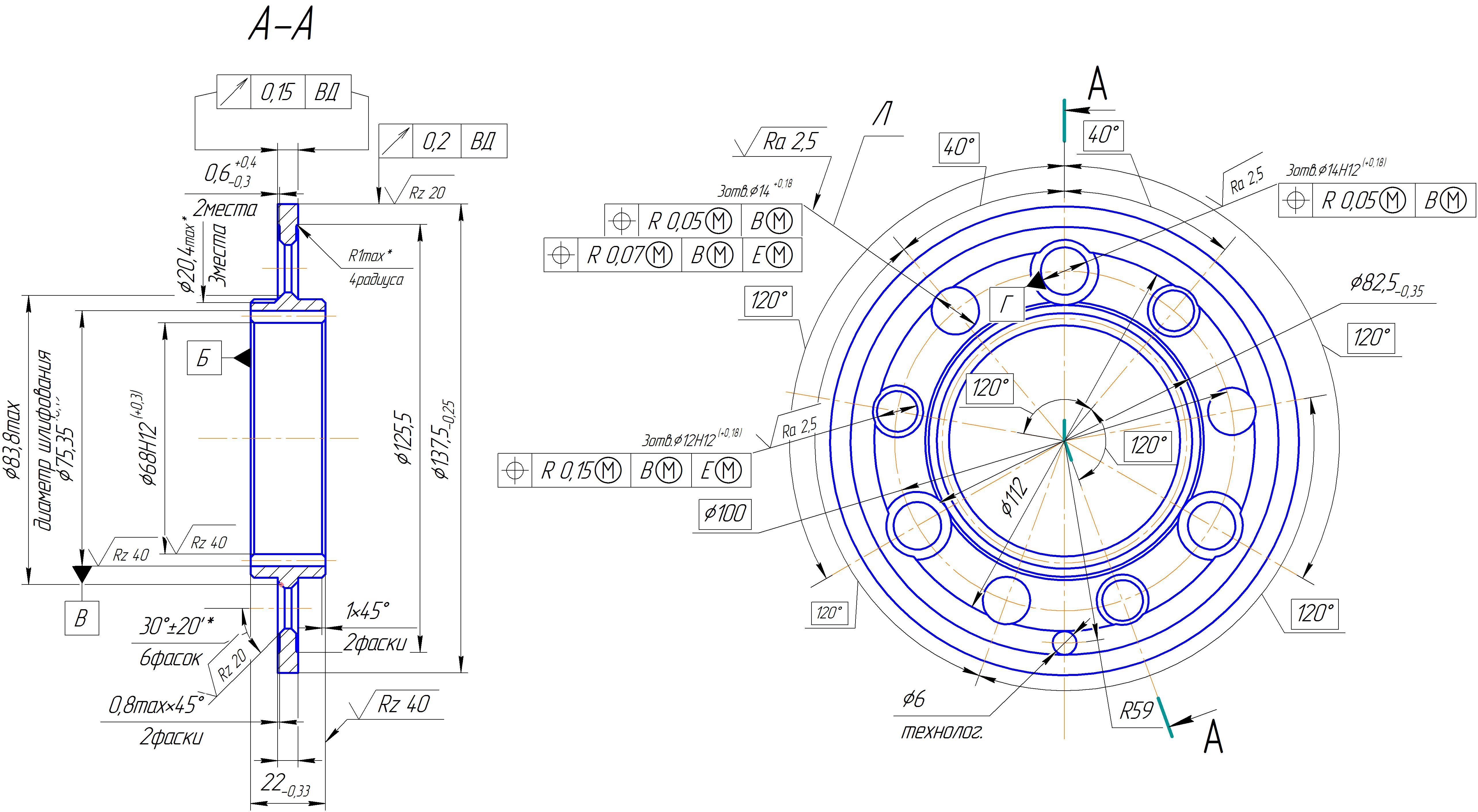 исунок
1.1 – Эскиз детали «Каретка»
исунок
1.1 – Эскиз детали «Каретка»
Материалом для данной детали служит сталь 25ХГТ ГОСТ 4543-71. Химический состав и основные механические свойства материала приведены в таблицах 2.1 и 2.2 соответственно.
Таблица 2.1 Химический состав стали 25ХГТ ГОСТ 4543-711.
|
С,% |
Мn,% |
Si,% |
Cr,% |
Ni,% |
Ti,% |
|
0,22-0,27 |
0,8-1,1 |
0,17-0,37 |
1,0-1,3 |
≤0,25 |
0,06-0,12 |
Таблица 2.2 Механические свойства стали 25ХГТ ГОСТ 4543-71.
|
σвр,МПа |
σт, МПа |
δ ,% |
Ψ,% |
НВ |
HRC на поверхности |
Состояние поставки |
|
60 |
125 |
8 |
40 |
269-319 |
40-45 |
Поковка |
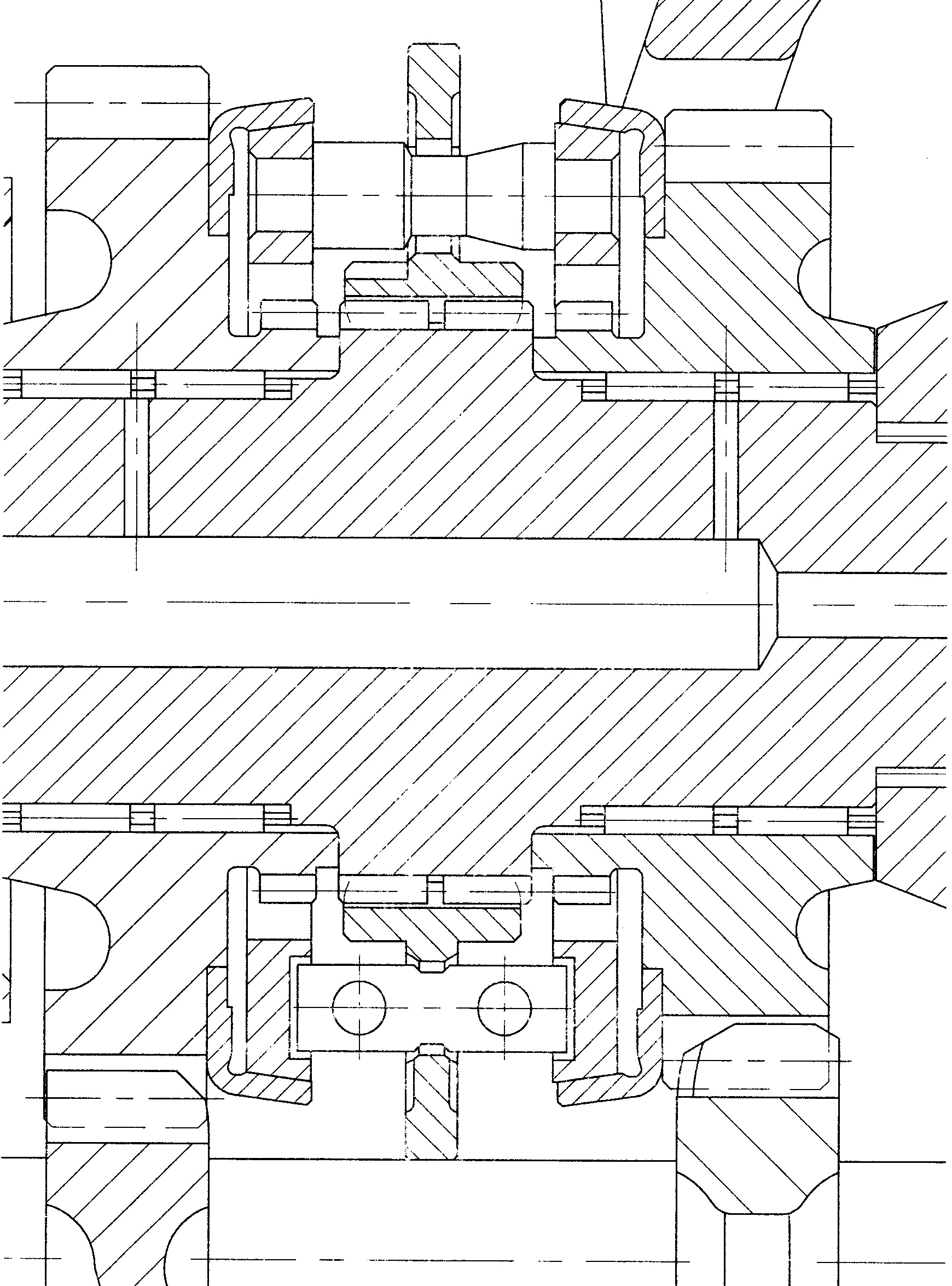
Рисунок 1.2 - Синхронизатор коробки передач трактора МТЗ – 82.1.
Поверхности детали «Каретка 74 – 1701064 Б»:
Исполнительные поверхности, посредством которых деталь выполняет свои функции в механизме: 6 отверстий под пальцы, шлицевое отверстие.
Основными конструкторскими базами являются: 3 отверстия группы Л, которые обеспечивают правильное положение каретки.
Свободные поверхности служат для придания детали определенной конструктивной формы. Такими поверхностями являются остальные поверхности
К детали предъявляются следующие требования:
Нитроцементировать h0,7...1,1 мм, на шлифованных поверхностях h0,5 мм не менее. Поверхности шлицев и шлифованные поверхности 57...64HRC, сердцевина 32...47HRC, остальные обработанные поверхности 46HRC не менее.
Анализ технологичности детали выполняется с целью выявления элементов, обработка которых потребует больших затрат времени или материальных средств. Качественная оценка технологичности производится на основе сравнения конструкции элементов детали с рекомендуемыми в справочной литературе технологичными аналогами с учетом типа предполагаемого производства.
Дадим анализ технологичности конструкции детали с точки зрения механической обработки.
- конструкция детали позволяет использовать в качестве заготовки поковку, как наиболее дешевую и приближенную по форме и размерам к исходной детали.
- в конструкции заготовки есть достаточно развитые простые поверхности по которым можно с достаточной точностью базировать деталь при обработке резанием
- конструкцию детали значительно усложняют участки с зубьями. Их наличие увеличивает трудоемкость изготовления детали и, соответственно, ее себестоимость;
- на детали отсутствуют острые края которые могут являться концентрторами напряжений.
- в конструкции детали можно выделить унифицированные конструктивные элементы: фаски.
- все указанные на чертеже размеры и шероховатости возможно получить в результате механической обработки.
Масса получаемой детали 0,8кг. Габаритные размеры: 137,5х22. Деталь достаточно тяжелая и крупногабаритная, что создает трудности при ее установке и снятии со станка при обработке.