

Задание по работе
1 Изучить методы определения твердости, законспектировав основные положения.
2 Освоить методику измерения твердости на имеющихся в лаборатории приборах.
3 Провести контрольные замеры твердости.
Лабораторная работа № 2. Визуальный спектральный анализ на
стилоскопе типа CЛ-11А
Цель работы: ознакомление с методикой спектрального анализа.
Спектральный анализ – один из наиболее распространенных современных физических методов определения химического состава металлов и сплавов в заводской практике.
Сущность спектрального анализа состоит в следующем. Анализируемое вещество, приведенное в состояние свечения, дает ценную информацию о своем составе посредством характеристического излучения. Металл превращается в пар с помощью дугового электрического разряда. Полученный пар «возбуждается», т. е. к его свободным атомам подводится дополнительная энергия, в результате чего наружные легкоподвижные электроны оболочки атома переходят из своего нормального энергетического состояния в более высокое – «возбужденное». Возвращаясь затем спонтанно в нормальное состояние, атомы излучают полученный ими при возбуждении избыток энергии в виде света определенной волны. Различные атомы данного элемента могут возбуждаться по-разному и испускать свет различных длин волн, который называется эмиссионным спектром. Для каждого элемента спектр вполне определен и характерен.
Превращение в пар, возбуждение атомов и излучение света осуществляется с помощью дугового и искрового разрядов, образующихся между двумя электродами, одним из которых служит исследуемый образец, а вторым – «подставной» стержень или диск из какого-либо чистого металла.
В данной работе рассматривается визуальный спектральный анализ по спектрам испускания атомов вещества. Это раздел прикладной спектроскопии получил широкое распространение в промышленности.
Визуальный спектральный анализ с помощью спектроскопов, снабженных окуляром для рассматривания спектра в увеличенном виде (стилоскоп), предназначены для качественного и полуколичественного анализов. По характеру излучения (длине волн) и с помощью таблиц можно определить наличие того или иного элемента, присутствие которого в светящихся парах становится несомненным. Количественный анализ основан на существовании определенной связи между числом светящихся атомов (концентрацией) и измеряемой в процессе анализа интенсивностью света соответствующих длин волн (визуально).
Визуальный способ наблюдения допускает использование лишь «видимого» участка спектра с длинами волн от 4000 ∙10-10 до 7000 ∙ 10-10 м.
Особенности спектрального анализа заключаются в следующем:
─ высокая скорость анализа (1─2 мин.);
─ высокая чувствительность;
─ универсальность аппаратуры;
─ низкая стоимость анализа (в 525 раз меньше стоимости химического анализа) при сравнительно высокой стоимости основного оборудования;
─ анализу может быть подвергнута любая деталь.
Стилоскоп СЛ-11А предназначен для экспрессных анализов сталей и цветных сплавов, в точности которых не предъявляется высоких требований. Исследуемый образец практически не повреждается.
Анализ с помощью стилоскопа заключается в следующем: между анализируемым образцом и электродом зажигается электрическая дуга или искра. Их излучение с помощью трехлинзового осветителя направляется в щель стилоскопа и проходит через фокусирующее устройство и диспергирующую (разлагающую) систему. Исследователь рассматривает в окуляр ряд изображений входной щели в виде тонких линий, число которых соответствует числу отдельных длин волн, составляющих входящий в щель пучок света. Совокупность этих изображений (линий), называемая линейчатым спектром, отображает эмиссионный спектр данного источника света.
Р исунок
2.1 – Оптическая схема стилоскопа
исунок
2.1 – Оптическая схема стилоскопа
Оптическая схема представлена на рисунке 2.1. Свет от дуги с помощью трехлинзовой осветительной системы 13, 14, 15 равномерно заполняет щель 1, отражательная призма 2 направляет пучок на объектив, в фокусе которого помещена щель, полученный параллельный пучок попадает на диспергирующие призмы 4 и 5. Большой катет призмы 5 с преломляющим углом 30о посеребрен, поэтому лучи отражаются от него, проходят в обратном направлении через призмы на объектив и попадают на прямоугольную призму 6 и зеркало 7, которые направляют их в окуляр 8. В фокальной плоскости окуляра расположен фотометрический клин 9, позволяющий выравнивать интенсивности аналитических линий, что упрощает проведение количественного анализа. Более точно сравнивать интенсивность спектральных линий позволяет фотометр, которым снабжены такие спектроскопы, как стилометры.
Стилоскоп состоит из следующих составных частей (рисунок 2.2): осветительной системы, щели с объективом, отражательной призмы, диспергирующей системы и окулярной головки. Все эти части помещены внутри корпуса.
На основании 11 смонтирован столик 12 для установки образцов. Щель постоянной ширины 0,02 мм нанесена на стеклянной пластинке, склеенной с третьей линзой осветителя.
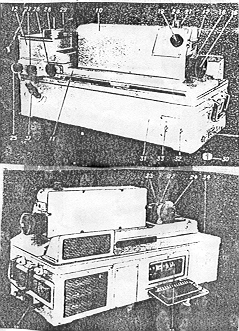
Рисунок 2.2 – Устройство стилоскопа
Диспергирующая система состоит из двух призм (см. рисунок 2.1): одна с преломляющим углом 60о закреплена неподвижно, другая с преломляющим углом 30о может поворачиваться вместе со своим мостиком, вследствие чего спектр перемещается в поле зрения окуляра. Поворот призмы осуществляется маховиком 16 (см. рисунок 2.2), соединенным с барабаном, на котором нанесены равномерная шкала 17 с ценой деления 2 и шкала 18 с символами химических элементов. При совмещении символа с отсчетным штрихом барабана в поле зрения окуляра появляется соответствующая группа линий.
На кронштейне окулярной головки расположены прямоугольная призма, зеркало, фотометрический клин со шкалой и окуляр 19 в оправе.
На основании прибора расположен кронштейн 22 (см. рисунок 2.2) с держателем 23, в котором можно устанавливать дисковый электрод 24. Держатель электродов можно перемещать по высоте маховиком 25, в направлении, перпендикулярном оптической оси, – маховиком 26, и в случае применения дискового электрода вращать маховичком 27. В качестве источника возбуждения спектра служит генератор 31.
Анализируемый образец помещают на столик 28, зажигают дугу, для чего переключатель 37 устанавливают в положение «дуга» или «искра», переключатель 32 – в положение «2»А или «4А», подводят провод питания от сети и устанавливают переключатель 33 в положение «вкл». Наблюдая в окуляр прибора маховиком 16 приводят на средину поля зрения требуемую область спектра.
Для проведения качественного анализа необходимо сложное излучение светящихся паров разложить на простые монохроматические лучи, определить их длины волн и с помощью таблиц (прилагаются к прибору) установить принадлежность их к спектрам того или иного элемента. Характерные линии хрома появляются в зеленой части спектра, а вольфрама – в синей.
Количественный анализ (примерная концентрация элемента) определяется посредством специальных таблиц по сравнительной интенсивности характерных линий искомого элемента и соседних определенных линий основного элемента (в сталях линия железа), интенсивности которых приняты за стандарт. Имея приготовленную фотографию выбранных линий (для определения того или иного элемента) можно легко установить наличие их в спектре и констатировать присутствие искомого элемента. Для определения точного места нахождения определяемой линии или группы линий необходимо изучить находящиеся вблизи линии по взаимному расположению (пары линий, одиночные и т. д.), интенсивности. Наблюдая спектр, можно оценить содержание интересуемого элемента в веществе, исходя из яркости его спектральных линий. Чем больше содержание данного элемента в исследуемом образце, тем интенсивнее линии этого элемента. Необходимо внимательно оценить интенсивность линий определяемого элемента относительно линий сравнения (линий железа). Например, запись 0,3 % - 1 Cr - 7 расшифровывается следующим образом. Сравнивая первую линию хрома седьмой группы по интенсивности (яркости) с седьмой стандартной линией железа определенной длины волны имеем 0,3 % Сr в исследуемом образце. Проанализировав таким образом несколько записей, можно определить примерное количество (с одним знаком после запятой) того или иного элемента в образце.
Задание по работе
1 Ознакомиться с основным принципом действия и устройством стилоскопа. Кратко изложить сущность визуального метода. Описать основные части стилоскопа.
2 Ознакомиться с полным спектром железа и для приобретения навыков отыскания нужных линий спектра построить дисперсионную кривую зависимости длины волны (приведенной на спектре железа) от угла поворота призмы (по положению отсчетного барабана).
3 Провести качественный и полуколичественный анализ того или иного элемента в стали или сплаве. Зарисовать группу линий, по которой производили анализ образца, и привести результаты исследований.
Лабораторная работа № 3. Макроскопический метод исследования металлов и сплавов
Цель работы: ознакомление с методикой проведения макроскопического анализа; изучение поверхностей деталей, изломов, макрошлифов; выявление макродефектов и причин разрушения металлов; приобретение навыков зарисовки макроструктур.
Изучение строения металлов и сплавов невооруженным глазом, а также при помощи лупы или бинокулярного микроскопа при увеличениях до 30 раз носит название макроскопического метода исследования или макроанализа.
Строение металлов, изучаемое при помощи макроанализа, называется макроструктурой. Макроскопическому исследованию могут подвергаться различные объекты: поверхности неразрушенных изделий (отливки, поковки); изломы изделий; макрошлифы нетравленые или с выявленной специальными методами структурой.
Микроанализ дает представление об общем строении металла, позволяет оценить его качество после различных видов обработки: литья, обработки давлением и пр. С помощью макроанализа можно определить:
─ различные поверхностные дефекты заготовок;
─ вид излома ─ вязкий, хрупкий, нафталинистый, усталостный и др.
─ нарушения сплошности металла ─ усадочная рыхлость, центральная пористость, свищи, дефекты сварки (непровары, газовые пузыри) и др.;
─ дендритное строение, зону транскристаллизации, размеры и ориентацию зерен в литом металле;
─ химическую неоднородность литого металла (ликвацию) и присутствие в нем грубых инородных включений;
─ волокнистую структуру деформированного металла;
─ структурную или химическую неоднородность металла, созданную термической или химико-термической обработкой и др.
Макроанализ излома металла. Излом может быть различным по форме, виду и способности к отражению света. По виду излома устанавливают характер и причины разрушения изделия, неоднородность структуры, обусловленную термической и химико-термической обработкой (толщину цементованного, закаленного, обезуглероженного слоя) и другие особенности строения.
Хрупкий излом имеет кристаллическое строение. В нем обычно можно видеть форму и размер зёрен металла. Такой излом проходит или по границам зёрен (межкристаллический) или по зернам (транскристаллический) (рисунок 3.1). Его разновидностями являются нафталинистый, камневидный. Вязкий излом имеет волокнистое строение. Из-за значительной степени пластической деформации форма и размеры зёрен не различаются.


Рисунок 3.1 – Нафталинистый излом Рисунок 3.2 – Камневидный излом
Усталостный излом имеет две зоны разрушения: усталостную с мелко-зернистым, фарфоровидным, часто ступенчато-слоистым строением, иногда с отдельными участками блестящей гладкой поверхности и зону обычного вязкого или хрупкого разрушения (см. образец 3).
В некоторых случаях излом бывает смешанный - кристаллический на одних участках и волокнистый на других.
Макроанализ шлифов. Образцы (темплеты) для макроанализа вырезают из наиболее характерных участков заготовок. Например, при исследовании разрушенных изделий макрошлиф должен выявлять те дефекты, которые предположительно явились причиной разрушения. При контроле качества слитков и др. видов металлопродукции места отбора проб указываются в специальных стандартах.
Направление вырезки образцов выбирается в зависимости от целей анализа. При изучении строения слитка обязательны продольный осевой разрез. Макроструктуру катаных заготовок, как правило, изучают в поперечном сечении, кованых - в поперечном или продольном сечениях и т. д.
Для отбора проб пригодны все способы, но, не вызывающие изменения структуры. Последующая обработка образцов заключается в шлифовании их с охлаждением на станках или с помощью тонкой шлифовальной бумаги. Со шлифованной поверхности удаляются следы грязи, масла и т. д. Ряд дефектов макроструктуры уже могут быть рассмотрены на подготовленном таким образом макрошлифе, но в большинстве случаев требуются дополнительные меры для их выявления. Они делятся на три основные группы:
1 Метод глубокого травления, позволяющий выявить трещины различного типа, обезуглероженный или цементованный слой, дендритную структуру и т. д.
2 Метод поверхностного травления, позволяющий выявить отдельные детали структуры (размеры зерна, направление роста кристаллов, неоднородность структуры), макроструктуры сварного шва и др.
В состав реактивов входят различные кислоты, соли и др. вещества. Наиболее простые составы реактивов: 10 – 25–процентный водный раствор азотной кислоты, 50–процентный водный раствор соляной кислоты и др. Время воздействия реактива на поверхность шлифа колеблется от 0,5– 1,0 мин до 2,0 ч.
3. Метод отпечатков, позволяющий получить изображение макроструктуры на фотобумаге, фотопленке или материи. При этом материал с нанесённым на него реактивом прижимается к поверхности шлифа, реактив реагирует с определенными структурными составляющими, в результате чего происходит характерное окрашивание определенных участков. Этим методом определяют в сталях количество, размер и форму зернистых включений, распределение оксидных включений, фосфора.
Дефекты макроструктуры
Ц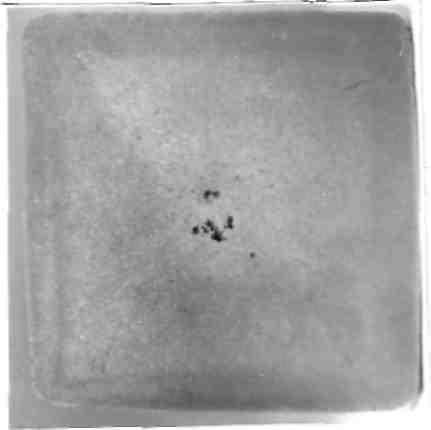
 ентральная
пористость
в непрерывнолитой заготовке
(рисунки 3.3, 3.4).
ентральная
пористость
в непрерывнолитой заготовке
(рисунки 3.3, 3.4).
Рисунок 3.3 – Единичная пора Рисунок 3.4 – Скопление пор
Причины возникновения: не обеспечивается достаточное поступление жидкого металла в объемы, где заканчивается затвердевание.
Предупреждение – Оптимальная температура металла при разливке, соблюдение скорости разливки.
Примечание– Если усадочные поры не вскрыты, то при горячей деформации они заваривается.
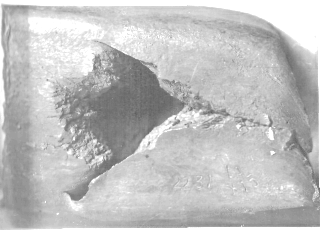
Усадочная раковина – полость, возникающая в прибыльной части слитка вследствие усадки стали (см. образец 4). При неполном удалении прибыли остатки усадочной раковины переходят в прокат. Выявляются в изломе в виде темных полос, расслоений, стенки которых содержат неметаллические и шлаковые включения.
Пузыри представляют собой грубые поры, которые могут быть групповыми и одиночными, располагаться по всему сечению, в центре или у поверхности слитка или заготовки.
Пористость по оси – мелкие пустоты, не заварившиеся при горячей обработке давлением слитка (рисунок 3.5). На макрошлифе пористость выявляется в виде темных точек различного размера. Развитие дефекта определяется количеством, размерами отдельных пор и площадью образца. Пористость оценивается соответствующим баллом.
Пористость по сечению - мелкие травящиеся точки, расположенные по всему сечению макрошлифа (рисунок 3.6).

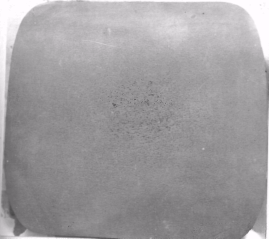
Рисунок 3.5 – Пористость по оси Рисунок 3.6 – Пористость по сечению
Причины возникновения: Недостаточное раскисление стали, при затвердевании из жидкой стали не полностью удалены газы.
Подкорковые пузыри – представляют собой внешний «контур» газовых раковин, характерный для кипящих сталей. Расположены очень близко к поверхности и обнажаются при нагреве слитка и последующей прокатке в виде дефектов округлой или овальной формы.
Пустоты различной величины и формы, чаще одиночные, образуются вследствие раскрытия и неполной заварки термических трещин и называются скворечниками. Вокруг дефекта отсутствуют ликвация углерода, серы и фосфора, а также неметаллические включения. Скворечники следует отличать от внутренних разрывов, образующихся при неправильном режиме горячей пластической деформации. Такие разрывы оказываются неодиночными и имеют меньшие размеры, чем скворечник.
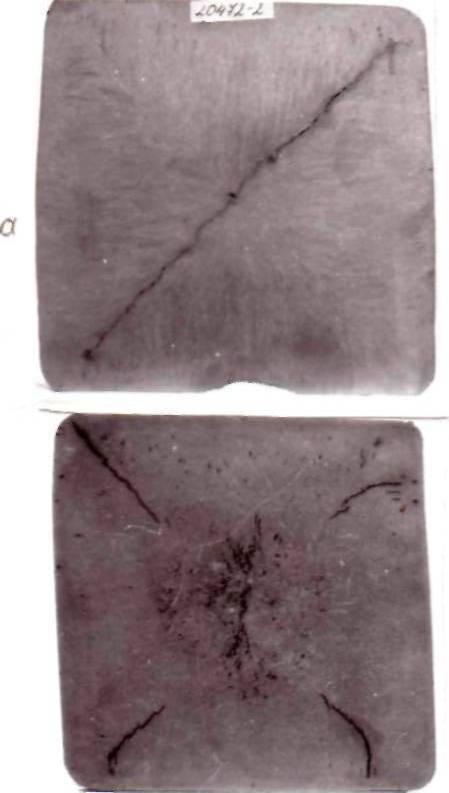
Ковочные трещины. Неверный режим ковки может вызвать появление ковочных трещин, которые появляются внутри заготовки около осевой зоны в виде трещин по диагоналям (ковочного креста), либо нескольких трещин, направленных от оси заготовки в стороны (см. образец 5).
Рванины – раскрытые разрывы, образовавшиеся вследствие пониженной пластичности металла, расположенные поперек направления деформации (см. образец 6). Причиной понижения пластичности может являться перегрев металла или слишком низкая температура заготовки перед горячей ОМД. Дефекты имеют вид разветвленных разрывов с окисленной поверхностью.
Осевые интеркристаллитные трещины в отличие от ковочных более прямолинейные и широкие. В изломе межкристаллитные трещины имеют вид грубых окисленных расслоений. Вследствие чрезмерного повышения температуры, вызывающего диффузию кислорода вдоль границ зерен, возникает явление внутреннего пережога. На темплете пережог выглядит в виде сильно разветвленных трещин, часто расположенных в виде сетки (рисунок 3.7). В процессе горячей пластической деформации при пережоге может произойти разрушение по границам зерен. Такой вид дефекта называется черновиной, которая на макрошлифе выявляется в виде рыхлой, сильно травящейся зоны.

Рисунок 3.7 – Пережег
Внутренние трещины от напряжений обусловлены чрезмерно высокими внутренними напряжениями, возникающими в процессе формирования заготовки, и пониженной прочностью и пластичностью стали в различных температурных интервалах. Внутренние трещины распространяются по межосным пространствам дендридной структуры, обогащены ликватами.
Степень развития трещин зависит от величины напряжений, а также от содержания в металле вредных примесей.
Диагональные трещины (рисунок 3.8) возникают, как правило, вследствие неравномерного охлаждения слитка в кристаллизаторе. Трещины, расположенные перпендикулярно к поверхности заготовки возникают из-за резкого охлаждения, из-за высоких напряжений, появляющихся при деформации поверхности заготовки.
Меры предупреждения ─ Регламентировать содержание вредных примесей в металле, соблюдать температурный интервал разливки, оптимизировать процесс ОМД (не превышать предельно допустимые значения скорости и степени деформации).
Примечание ─ Трещины, не выходящие на поверхность заготовки, завариваются при горячей деформации, так как границы их не окислены.
Р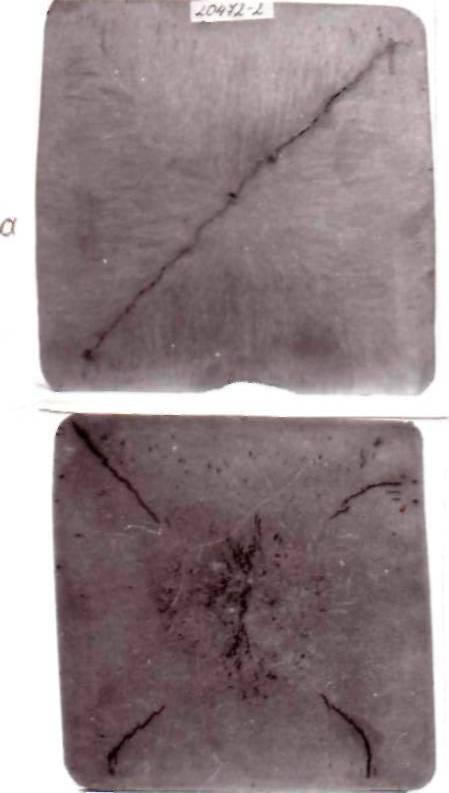
 исунок
3.8 – Диагональные
трещины
исунок
3.8 – Диагональные
трещины
Ф
 локены
– тонкие извилистые трещины длиной до
30 мм, образующиеся в стали при повышенном
содержании водорода (рисунок
3.9).
В изломе флокены выявляются в виде
округлых или эллиптических пятен
серебристого или светлого оттенка. При
последующей горячей деформации в
заготовке могут образоваться скворечники
от флокенов (рисунок
3.10).
локены
– тонкие извилистые трещины длиной до
30 мм, образующиеся в стали при повышенном
содержании водорода (рисунок
3.9).
В изломе флокены выявляются в виде
округлых или эллиптических пятен
серебристого или светлого оттенка. При
последующей горячей деформации в
заготовке могут образоваться скворечники
от флокенов (рисунок
3.10).
Рисунок 3.9 – Флокены Рисунок 3.10 – Скворечник
Шлифовочно-травильные трещины являются результатом слишком сильного прижима металла при шлифовании очень твердым абразивным кругом и недостаточного охлаждения металла. Они имеют вид сетки, расположенной перпендикулярно к направлению шлифовки (см. образец 7).
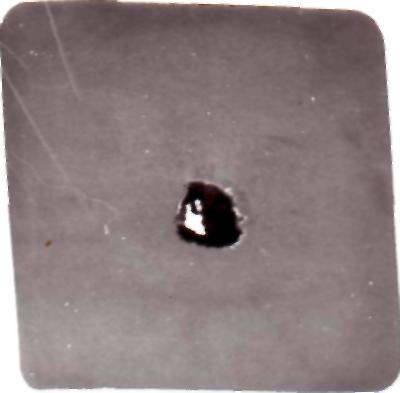
Свищи в прокате представляют собой крупные газовые включения, располагающиеся отдельно или группами по сечению заготовки. Выявляются в виде отдельных крупных пустот и пор круглой, овальной или вытянутой формы (рисунок 3.11).
Ликвация – неоднородность отдельных участков металла по химическому составу и структуре.
Пятнистая неоднородность выявляется в виде отдельных темных пятен различных размеров и форм. В зависимости от расположения пятен на мак-
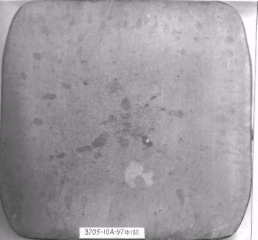
Рисунок 3.11 – Свищи
рошлифе различаются общая и краевая пятнистые неоднородности. Общая пятнистая неоднородность представляется в виде темных пятен, расположенных по сечению заготовки симметрично к её оси. Краевая пятнистая неоднородность – пятна, ориентированные вдоль граней проката.
Ликвационный квадрат представляет собой контуры ликвации, определяемые конфигурацией слитка (рисунок 3.14). На темплете выглядит в виде полоски металла, травящейся более интенсивно, чем остальная часть макрошлифа. В прокате можно также наблюдать ликвационный круг.
Инородные металлические или неметаллические включения – кусочки различного рода нерастворившихся ферросплавов, утеплительных засыпок, шлака или случайно попавших в слиток частичек окисленного металла. Имеют различную с основным металлом травимость. В прокате обнаруживаются в виде волосовин (рисунок 3.12), расслоений (рисунок 3.15) или неправильных по форме полостей, заполненных и окруженных неметаллическими включениями (рисунок 3.13). Классификация дефекта подтверждается анализом химического состава и макроструктуры.
Краевые дефекты – участки различной травимости металла по краю темплета, сопровождающиеся загрязненностью неметаллическими включениями. Дефекты образуются при кристаллизации слитка и остаются вблизи поверхности при недостаточной обдирке слитка. К краевым дефектам относится местная грубая неоднородность, сопровождающаяся неметаллическими включениями, газовыми пузырями, свищами.
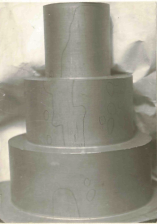
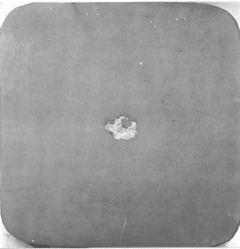
Рисунок 3.12 – Волосовины Рисунок 3.13 – Включения шамота

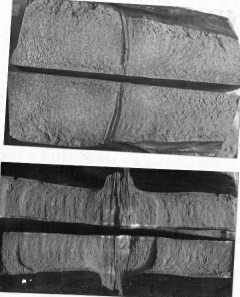
Рисунок 3.14 – Ликвация Рисунок 3.15 – Расслоения
Дефекты поверхности
1 Трещины от напряжений – угловые, поперечные, продольные – обусловлены, соответственно, искажением профиля; высокой скоростью разливки металла, высоким содержанием вредных примесей, неравномерным затвердеванием, трением слитка в кристаллизаторе и другими причинами, вызывающими высокие термические и фазовые напряжения.
2 Поры возникают из-за избыточной влажности, газовыделения формы или смазки кристаллизатора, недостаточной раскисленности стали.
3 Загрязнения на поверхности заготовки, вкатанные металлические и неметаллические частицы – скопления неметаллических включений в виде пристывших, прикатанных кусочков шлака, металла или инородных частиц (см. образец 8), попавшим в металл вследствие размыва огнеупоров ковша, переполнения металла в калибрах.
4 Отслоения возникают на поверхности проката из-за наличия газовых пузырей, неметаллических включений, усадочной раковины и т. д. (см. образец 9).
5 Раскатанные дефекты – пузыри, имеют вид прямолинейных продольных групповых трещин на поверхности проката; продольные трещины ─ подобны предыдущему дефекту, но более грубые, чаще одиночные (стенки покрыты окалиной и обезуглерожены); корочки выглядят в виде частичного местного отслоения металла или разрывов поверхности.
6 Рябизна – углубления от вдавленной окалины, образовавшиеся при ковке, прокатке или правке металла (см. образец 10).
7 Закат – прикатанный продольный выступ металла, с одной или двух диаметрально противоположных сторон, образовавшийся в результате вдавливания уса, подреза (см. образец 11).
Дефекты формы
1 Раздутие (выпуклость) заготовки возникает из-за деформации корки заготовки под действием статического давления жидкого металла при недостаточном охлаждении в кристаллизаторе или при износе его гильз.
2 Отклонения от формы – овал, неквадратность и др.
3 Усы – продольные выступы на поверхности профилей проката, возникающие из-за неправильной калибровки, выработка калибра, низкой температуры деформируемого металла (см. образец 12).
В сварных соединениях могут иметь место следующие дефекты: горячие трещины, холодные трещины, зоны несплавления, непровары, подрезы, наплывы, прожоги и др.