

Задача 3. Выбор рационального варианта механической обработки детали по минимальной себестоимости.
 Варианты
индивидуальных заданий на выполнение
работы приведены в таблицах 4 и 5.
Варианты
индивидуальных заданий на выполнение
работы приведены в таблицах 4 и 5.
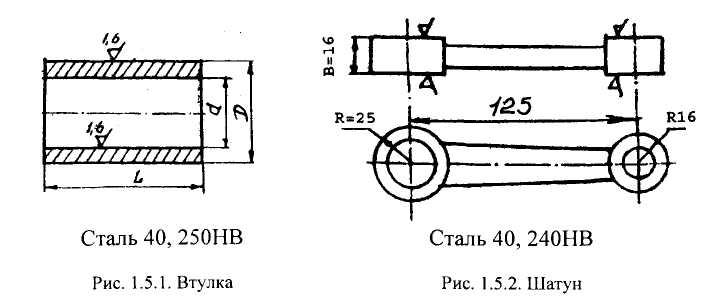
Рисунок 1 – Обрабатываемые детали втулка (1) и шатун (2)
Таблица 4 – Варианты задач для сравнения себестоимости обработки цилиндрических поверхностей втулки
|
№ задачи |
Размеры |
Вариант |
Метод обработки и модель станка |
Разряд |
Tшт-к., мин. |
|
|
d(D) |
L |
|||||
|
1 |
50+0,039 |
40 |
1 |
Тонкое растачивание на станке модели 16К04В |
3 |
1,86 |
|
2 |
Шлифование на станке модели 3К227В |
3 |
4,6 |
|||
|
2 |
50+0,039
|
40 |
1 |
Развертывание на станке модели 2Н135 |
2 |
3,8 |
|
2 |
Протягивание на станке модели 7Б55 |
2 |
0,6 |
|||
|
3 |
40+0,027 |
50 |
1 |
Развертывание на станке модели 2Н135 |
2 |
4,53 |
|
2 |
Тонкое растачивание на станке модели 16К04В |
3 |
2,2 |
|||
|
4 |
40+0,027 |
30 |
1 |
Развертывание на станке модели 2Н135 |
2 |
2,86 |
|
2 |
Шлифование на станке модели 3К227В |
3 |
3,6 |
|||
|
5 |
48+0,039 |
60 |
1 |
Тонкое растачивание на станке модели 16К04В |
3 |
2,8 |
|
2 |
Протягивание на станке модели 7Б55 |
2 |
0,8 |
|||
|
6 |
80-0,03 |
50 |
1 |
Наружное шлифование на станке модели 3М151 |
3 |
3,2 |
|
2 |
Тонкое точение на станке модели 16К04В |
3 |
2,3 |
|||
|
7 |
80-0,03 |
40 |
1 |
Наружное шлифование на станке модели 3М151 |
3 |
2,4 |
|
2 |
Бесцентровое шлифование на станке модели 3М184 |
2 |
0,3 |
|||
|
7 |
60-0,03 |
50 |
1 |
Тонкое точение наружной поверхности на станке модели 16К04В |
3 |
2,4 |
|
2 |
Бесцентровое шлифование на станке модели 3М184 |
2 |
0,4 |
При сравнении вариантов обработки цилиндрических поверхностей из таблицы 4 в качестве исходных данных следует принимать: материал втулки – сталь 40, 250НВ, производство крупносерийное, объем выпуска 20 000 шт. в год.
При сравнении вариантов обработки плоских поверхностей из таблицы 5 в качестве исходных данных следует принимать: материал шатуна – сталь 40, 240НВ, производство крупносерийное, объем выпуска 25 000 шт. в год.
В таблице 5 Т – поле допуска на размер, Z – припуск на сторону, Ra – шероховатость обрабатываемой поверхности.
Таблица 5 – Варианты задач для сравнения себестоимости обработки цилиндрических поверхностей шатуна
|
№ задачи |
Т, мм |
Z, мм |
Ra, мм |
Вариант |
Метод обработки и модель станка |
Разряд |
Tшт-к., мин. |
|
1 |
0.12 |
0.3 |
2 |
1 |
Тонкое фрезерование на станке модели 6Р10 |
3 |
3,0 |
|
2 |
Наружное протягивание на станке модели 7Б74 |
2 |
0,4 |
||||
|
2 |
0.35 |
2 |
12 |
1 |
Строгание на станке модели 7Е35 |
2 |
4,0 |
|
2 |
Фрезерование на станке модели 6Р11 |
2 |
1,0 |
||||
|
3 |
0.07 |
0.2 |
1 |
1 |
Шлифование на станке модели 3Г71М |
3 |
4,2 |
|
2 |
Шлифование на станке с круглым столом модели 3Д756 |
3 |
0,3 |
Наиболее выгодным признается тот вариант обработки, у которого величина приведенных затрат на единицу продукции будет минимальной. для выявления его необходимо определить приведенные часовые затраты на рассматриваемых рабочих местах.
Часовые приведенные затраты Спз включают: текущие затраты по наиболее часто измеряющимся статьям (заработную плату операторам и наладчикам, расходы по содержанию и эксплуатации машин, а также приведенные к текущим затратам капитальные вложения, относящиеся к одному рабочему месту, в оборудование и здание).
![]() , (5)
, (5)
где Сз – основная и дополнительная заработная плата с начислениями на социальное страхование и приработок, руб./ч.;
М – количество обслуживаемых одним рабочим станков, шт.;
Cчз – часовые затраты по эксплуатации рабочего места, руб./ч.;
Ен – нормативный коэффициент экономической эффективности капитальных вложений (Ен=0,15);
Кс – удельные капитальные вложения в станок, руб./ч.;
Кз – удельные капитальные вложения в здание, руб./ч.
Основная и дополнительная заработная плата с начислениями и приработком определяется по формуле :
![]() , (6)
, (6)
где 2,66 – коэффициент, учитывающий дополнительную заработную плату, начисления на социальное страхование и приработок;
СТФ – часовая тарифная ставка сдельщика-станочника соответствующего разряда, руб./ч.;
К – коэффициент, учитывающий зарплату наладчика.
Таблица 6 – Часовые тарифные ставки рабочих, руб.
|
Тарифные разряды |
1 |
2 |
3 |
4 |
5 |
6 |
|
Тарифные коэффициенты |
1 |
1,6 |
2 |
2,15 |
2,49 |
2,89 |
|
Часовая тарифная ставка СТФ |
299 |
478 |
598 |
658 |
747 |
867 |
В серийном производстве наладка станка осуществляется самим оператором и коэффициент К учитывающий зарплату наладчика, принимается равным 1. Количество обслуживаемых одним рабочим станков принимается равной 1, т.е. М=1.
Часовые затраты по эксплуатации рабочего места можно рассчитать по формуле:
![]() , (7)
, (7)
где
![]() – часовые затраты на базовом рабочем
месте, руб./ч.;
– часовые затраты на базовом рабочем
месте, руб./ч.;
Км – коэффициент, показывающий, во сколько раз затраты, связанные с работой данного станка, больше затрат на базовом рабочем месте.
Часовые затраты на базовом рабочем месте для крупносерийного производства равны 44,6 руб./ч.
Основные сведения о станках и значения коэффициента Км приведены в таблице 7.
Таблица 7 – Оптовые цены, габариты и значения коэффициентов Км металлорежущих станков
|
Наименование станка |
Модель |
Оптовая цена Р, руб.*1000 |
Габариты ВхН, мм |
Км |
|
Вертикально-серлильный |
2Н135 |
1500 |
1240х810 |
0,9 |
|
Бесцентрово-шлифовальный |
3М184 |
11 00 |
3500х2200 |
3,3 |
|
Горизонтально-протяжной |
7Б55 |
11 150 |
6000х1430 |
3,0 |
|
Внитришлифовальный |
3К227В |
15 950 |
2300х1280 |
2,2 |
|
Вертикально-фрезерный |
6Р10 |
2 800 |
1720х1750 |
1,2 |
|
Вертикально-фрезерный |
6Р11 |
2 600 |
2100х1780 |
0,9 |
|
Вертикально-протяжной |
7Б74 |
9 000 |
2210х1435 |
2,5 |
|
Поперечно-строгальный |
7Е35 |
3 100 |
2470х1260 |
0,9 |
|
Плоскошлифовальный |
3Г71М |
2 250 |
2500х1590 |
1,6 |
|
Плоскошлифовальный с круглым столом |
3Д756 |
15 000 |
2770х2305 |
2,3 |
|
Круглошлифовальный |
3М151 |
13 00 |
3100х2100 |
2,7 |
|
Токарно-винторезный высокой точности |
16К04В |
4 000 |
2522х1 166 |
1,2 |
Удельные часовые капитальные вложения в станок и здание для серийного производство определяются:
![]() ,
, ![]() .
.
где Ц – первоначальная балансовая стоимость станка, руб.,
ФД – действительный фонд времени работы станка, ч.,
![]() –
коэффициент
загрузки станка;
–
коэффициент
загрузки станка;
250 000 – средняя стоимость здания, приходящаяся на 1 м2 производственной площади, руб.;
F – производственная площадь, занимаемая станком с учетом проходов, м2.
Первоначальная балансовая стоимость станка:
![]() , (8)
, (8)
где Р - оптовая цена станка по прейскуранту, руб.,
1,1 – коэффициент, учитывающий затраты на транспортирование станка и монтаж.
Производственная площадь с учетом проходов составляет:
![]() , (9)
, (9)
где f - площадь станка в плане, м2,
Kf– коэффициент, учитывающий дополнительную площадь на проходы, проезды.
Производственная
площадь, занимаемая станком, с учетом
проходов не может быть меньше 6 м2.
Поэтому если произведение
![]() окажется меньше этого значения, то
производственную площадь принимают
равной 6 м2.
окажется меньше этого значения, то
производственную площадь принимают
равной 6 м2.
Площадь станка в
плане определяют умножением габаритных
размеров станка ВхН, 6 м2.
Значение коэффициента
![]() в зависимости от величины площади станка
в плане определяют по таблице 8.
в зависимости от величины площади станка
в плане определяют по таблице 8.
Таблица 8 – Значение
коэффициента
![]()
|
Площадь станка в плане, м2 |
до 2 |
2-4 |
4-6 |
6-10 |
10-20 |
св. 20 |
|
|
4,0 |
3,5 |
3,0 |
2,5 |
2,0 |
1,5 |
Коэффициент загрузки станков рекомендуется принимать для крупносерийного производства равным 0.8, а действительный годовой фонд времени Фд=4 015 ч.
Технологическая себестоимость операции механической обработки по приведенным затратам рассчитывается по формуле:
![]() , (10)
, (10)
где
![]() – штучное или штучно-калькуляционное
время на выполнении операции, мин.;
– штучное или штучно-калькуляционное
время на выполнении операции, мин.;
60 – коэффициент для перевода стоимости станко-часа в станко-минуты.
Величина приведенной годовой экономии от применения более экономного варианта обработки определяется по формуле:
![]() , (11)
, (11)
где N – годовая программа, шт.
 При
анализе себестоимости сравниваемых
операций построить диаграмму.
При
анализе себестоимости сравниваемых
операций построить диаграмму.
Рисунок 2– Диаграмма величины себестоимости и ее структурных элементов
Таблица 9 – Выбор номера зада для задания 3
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1 |
1 (1) |
2 (1) |
3 (1) |
4 (1) |
5 (1) |
6 (1) |
7 (1) |
8 (1) |
1 (2) |
|
2 |
2 (2) |
3 (2) |
1 (1) |
2 (1) |
3 (1) |
4 (1) |
5 (1) |
6 (1) |
7 (1) |
|
3 |
8 (1) |
1 (2) |
2 (2) |
3 (2) |
1 (1) |
2 (1) |
3 (1) |
4 (1) |
5 (1) |
|
4 |
6 (1) |
7 (1) |
8 (1) |
1 (2) |
2 (2) |
3 (2) |
1 (1) |
2 (1) |
3 (1) |
|
5 |
4 (1) |
5 (1) |
6 (1) |
7 (1) |
8 (1) |
1 (2) |
2 (2) |
3 (2) |
1 (1) |
|
6 |
2 (1) |
3 (1) |
4 (1) |
5 (1) |
6 (1) |
7 (1) |
8 (1) |
1 (2) |
2 (2) |
|
7 |
3 (2) |
1 (1) |
2 (1) |
3 (1) |
4 (1) |
5 (1) |
6 (1) |
7 (1) |
8 (1) |
|
8 |
1 (2) |
2 (2) |
3 (2) |
1 (1) |
2 (1) |
3 (1) |
4 (1) |
5 (1) |
6 (1) |
|
9 |
7 (1) |
8 (1) |
1 (2) |
2 (2) |
3 (2) |
1 (1) |
2 (1) |
3 (1) |
4 (1) |
Первая цифра – номер варианта; вторая – номер детали (1 – втулка, 2– шатун)