

Конспект лекций_Соединения элементов МК
.pdfСварка в плазме (плазмотроны). Применяют для сварки и резки металлов высоко-
температурную дуговую плазму, получаемую при пропускании столба дуги в атмосфере сжатого газа или в кольцевом магнитном поле. В первом случае независимая дуга горит между вольфрамовым электродом (катодом) и соплом горелки (анодом). Во втором слу-
чае между вольфрамовым электродом и свариваемым металлом. Газ, проходя через плазму дуги, сильно ионизируется. Нагрев происходит за счет непосредственной бом-
бардировки металла частицами струи, температуры соответственно 15000 и 30000 С.
Дуговой плазменной струёй сваривают тугоплавкие металлы, металлы с неметалла-
ми, паяют, производят разделительную резку различных материалов.
2.2. Процессы плавления и переноса металла при дуговой сварке
Перенос электродного металла на изделие - сложный процесс. В начале горения дуги на торце электрода образуется слой расплавленного металла (I), который под действием сил тяжести и поверхностного натяжения собирается в каплю(II). Достигая определен-
ных размеров капля перекрывает дугу, кратковременно замыкая сварочную цепь (III).
Мостик из жидкого металла разрывается, дуга вновь возникает, и процесс образования капель повторяется. Величина и кол-во капель в единицу времени зависят от многих факторов (полярности и силы тока, химсостава и физического состояния электродного металла, состава покрытия и т.д.). Перенос металла бывает трех видов: крупнокапель-
ный, мелкокапельный и струйный.
Рис. 2.11. Механизм переноса электродного металла в ванну
1 – жидкий металл электрода; 2 – жидкий металл ванны
Перенос капель жидкого электродного металла на свариваемый металл происходит под действием многих факторов - сил тяжести и поверхностного натяжения, газового дутья и внутреннего давления, электродинамических сил.
Сила тяжести может содействовать или препятствовать переносу капель через дугу,
в зависимости от пространственного положения шва при сварке.
29
Сила поверхностного натяжения стремится придать капле форму с наименьшей по-
верхностью, в которой она находится до слияния с общей ванной.
Газовое дутье создается за счет частичного превращения электродного металла в па-
ры под действием высокой температуры дуги и за счет давления газов при сгорании по-
крытия электродов. Газовое дутье направлено по оси электрода и способствует слиянию капли с общей ванной.
Внутреннее газовое давление в каплях металла создается за счет собственных выде-
ленных и поглощенных металлом газов в зоне дуги. С повышением температуры внут-
реннее давление газов увеличивается, способствуя переносу капли при любом положе-
нии шва в пространстве, увеличивается разбрызгивание.
Электродинамические силы имеют наибольшее значение в переносе капель с элек-
трода на изделие. При напряженности электрического поля электрода большей, чем ос-
новного металла возникает продольная сила, действующая от электрода к изделию.
Сжимая жидкий металл у торца электрода, она способствует отделению и переносу ка-
пель в сварочную ванну.
Струйный перенос имеет преимущество перед капельным – меньше выгорают леги-
рующие добавки, повышается чистота металла капель и шва, увеличивается скорость расплавления сварочной проволоки.
Производительность наплавки или производительность переноса электродного ме-
талла в шов определяется по формуле:
Пн н I,г/ч,
где н – коэффициент наплавки, в г/А ч;
I – сила сварочного тока, А.
30
3. Металлургические процессы при дуговой сварке
3.1 Условия плавления металла и существования его в жидком виде
Сварка плавлением представляет собой комплекс металлургических и физико-
химических процессов, протекающих в следующих характерных условиях:
1) при высокой температуре; 2) в небольшом объеме расплавленного металла; 3) в тече-
ние короткого времени; 4) при быстром отводе тепла ввиду наличия близлежащего хо-
лодного металла; 5) при участии двух разных металлов; б) при интенсивном воздейст-
вии окружающих газов и шлака.
В результате сосредоточенного воздействия тепла сварочной дуги плавится основ-
ной и электродный металл вместе с покрытием или флюсом. Расплавленный металл электрода переходит в виде капель различной величины к расплавленному участку ос-
новного металла, смешивается с ним, образуя сварочную ванну.
Сварочные ванны различают двух типов:
1)сварочная ванна, образующаяся при естественном охлаждении и формировании
шва;
2)сварочная ванна, образующаяся при использовании искусственного охлаждения и принудительного формирования шва.
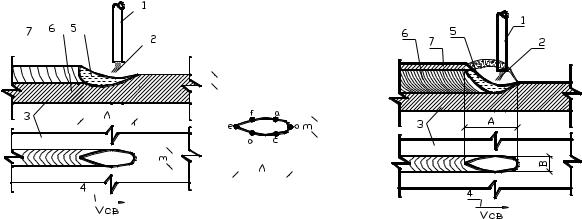
Сварочная ванна первого типа для ручной и автоматической сварки под флюсом представляет собой следующее (рис.3.1).
При сварке под флюсом расплавленный шлак образует полость-пузырь, охватываю-
щий зону сварки.
Стенки ванны образованы оплавленным основным металлом. Расплавленный металл в ванне в начальный период ее существования частично оттеснен к ее задней стенке,
вследствие чего образуется кратер. По мере удаления источника тепла кратер заполня-
ется жидким металлом.
В процессе сварки сварочная ванна перемещается в направлении сварки с опреде-
ленной скоростью – Vсв, м/с.
Время, в течение которого сварочная ванна переместится вдоль шва на расстояние А,
т.е. на длину ванны, называют временем существования ванны.
Это время при автоматической сварке стали толщиной t =5-30 мм колеблется в пре-
делах 5-40 сек, при ручной сварке оно меньше.
31
а) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
б) |
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 3.1. Сварочная ванна первого типа:
а – ручная дуговая сварка; б – сварка под флюсом; 1 – электрод; 2 – дуга; 3 – основной металл; 4 – направление сварки; 5 – жидкий металл;
6 – металл шва; 7 – шлаковая корка
Ванна расплавленного металла занимает малый объем. Длина ванны А при ручной сварке 20-30 мм, при автоматической – 80-120мм, ширина В, соответственно, 8-12 мм и
20-30 мм; глубина Н – 2-3 и 5-20 мм.
Температура расплавленного жидкого металла в сварочной ванне не везде одинако-
ва: на периферийных участках она близка к температуре плавления, а на участках, нахо-
дящихся под непосредственным воздействием дуги, значительно выше.
При автоматической сварке малоуглеродистой стали средняя температура ванны около 1800°С, максимальная температура переднего участка 2300°, заднего участка
1530°С.
Сварочная ванна второго типа образуется при электрошлаковой сварке и при верти-
кальной дуговой сварке под флюсом с принудительным формированием шва (рис.3.2).
Такая ванна заключена между свариваемыми кромками основного металла и охлаж-
дающими стенками формирующих внешних ползунов. Здесь верхняя часть ванны все время находится в жидком состоянии в процессе перемещения, что создает наиболее благоприятные условия для удаления из металла шлаковых включений и газов. Пара-
метры ванны – глубина Н и ширина В.
Металл сварного шва претерпевает значительные температурные воздействия: на-
грев, плавление, затвердевание и остывание. Нагреву и остыванию подвергается также и околошовная зона основного металла.
32
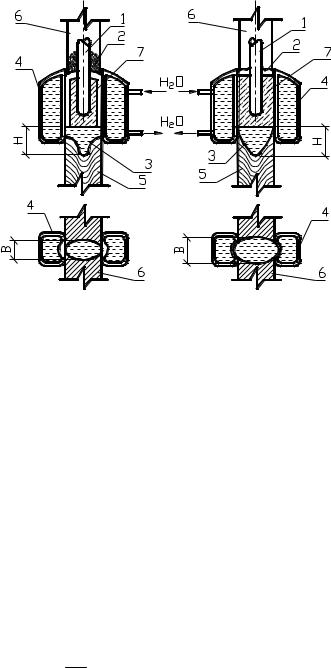
а) б)
Рис. 3.2. Сварочная ванна второго типа:
а – автоматическая сварка под флюсом в вертикальном положении; б – электрошлаковая сварка; 1 – электрод; 2 – флюс; 3 – жидкий металл; 4 – охлаждающие формирующие ползуны;
5 – наплавленный металл (сварной шов); 6 – основной металл; 7 – жидкий шлак
Изменение температуры во время сварки в данной точке сварного шва или около-
шовной зоны называется термическим циклом.
Термический цикл зависит от принятого способа сварки и режима сварки. Путем ре-
гулировки времени нагрева и остывания и при правильном подборе режима сварки можно повлиять на формирование структуры шва и околошовной зоны, получая тре-
буемое качество сварки.
Основные параметры режима, регулирующего термический цикл сварки, является
величина погонной энергии дуги q и начальная температура металла. С увеличением
vсв
первой или второй величины уменьшается скорость охлаждения, что благоприятно ска-
зывается на структуре шва и околошовной зоны.
В результате соприкосновения металла ванны с твердым основным металлом проис-
ходит быстрый отвод тепла, металл шва кристаллизуется и застывает. В задней части ванны def происходит процесс кристаллизации. На характер кристаллизации расплав-
ленного металла и структуру околошовной зоны влияет быстрота приложения и отвода тепла.
В сварочной ванне происходят следующие процессы на различных этапах ее сущест-
вования:
33
а) перемешивание шлака с расплавленным основным и электродным металлом;
б) газовая и шлаковая защита ванны;
в) окисление, раскисление и легирование металла ванны;
г) растворение газов в металле ванны;
д) образование пор и шлаковых включений;
е) кристаллизация металла и формирование шва.
Металл шва представляет собой сплав основного и электродного металла, иногда сильно различающихся по химсоставу. На химический состав металла влияет это, а так-
же реакции в процессе сварки. На ход и интенсивность последних влияют окружающая среда, степень защиты ванны от воздуха, состав окружающих газов и шлака, режим сварки.
3.2. Физико-химические процессы при сварке плавлением
3.2.1. Особенности металлургических процессов при сварке
При высокой температуре в дуге происходят химические реакции, не имеющие места при обычном металлургическом процессе, например диссоциация (разложение сложных молекул) газов:
О2 О + О ± Q1;
N2 N + N ± Q2;
H2 H + H ± Q3;
Q1, Q2, Q3 – количество тепла, поглощаемое или выделяемое реакцией.
Атомарный азот и кислород интенсивно соединяются с железом и другими элемен-
тами в стали, насыщая шов. Атомарный водород легко растворяется в жидкой стали и при ее затвердевании не успевает весь выделиться, оставаясь частично в шве.
При высокой температуре происходит интенсивное испарение и выгорание (окисле-
ние) элементов из стали.
Взаимодействие жидкого металла ванны с газами.
КИСЛОРОД, поступая в ванну из воздуха или покрытия и флюсов. интенсивно окисляет железо и другие элементы расплавленного металла. При этом железо окисля-
ется атомарным кислородом:
Fe + O = FeO + Q4;
или молекулярным:
2Fe + O2 = 2FeO + Q5.
Образующаяся в результате реакций закись железа хорошо растворяется в стали до
34
полного насыщения. Ввиду быстроты процесса затвердевания металла шва значительная часть закиси железа не успевает выпасть в осадок и перейти в шлак и остается в шве.
Если в стали ВСтЗкп содержание O2 =(0,01-0,02) %, то в металле шва, выполненного ме-
таллическим электродом незащищенной дугой его 0,25-0,3 %. Кислород интенсивно окисляет в стали углерод, кремний, марганец и другие элементы. При указанном спосо-
бе сварки окисляется и переходит в шлак и газы в среднем (10-12) % Fe, (50-60)% С, (4050)% Mn.
Длина дуги оказывает влияние на степень окисления: чем больше дуга, тем интен-
сивнее окисление; при меньшей дуге окисление менее интенсивно.
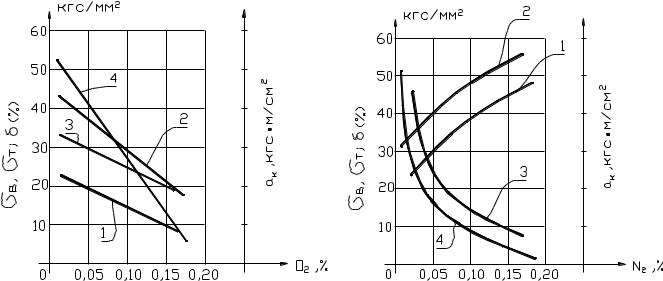
Находясь в виде закиси FеО, кислород является вредной примесью резко снижая ме-
ханические свойства стали (рис. 3.3).
Рис. 3.3 Влияние кислорода на механические |
свойства стали
Рис. 3.4 Влияние азота на механические |
свойства стали
1 – Т ; 2 – В ; 3 – ; 4 – ак
ВОДОРОД, попадая в сварочную ванну из влаги воздуха, электродных покрытий,
ржавчины, органических веществ покрытий, растворяясь в ванне при высокой темпера-
туре в атомарном виде, при остывании ванны переходит в молекулярное состояние. Бу-
дучи в таком состоянии нерастворимым в стали, водород при кристаллизации ванны выделяется из шва. Выделяясь не полностью, молекулярный водород остается в шве в виде газовых включений и является вредной примесью, образуя пористость и трещины в шве и околошовной зоне.
АЗОТ поступает в ванну из воздуха и при взаимодействии с металлом образует нит-
риды железа Fe4N, Fe2N, марганца и др. элементов. Нитриды, выделившись из твердого раствора -железа, насыщают шов в виде тонких включений – игл (в ВСт3 N2 ≤0,001÷0,0008 , а в шве – 0,12÷18%).
35
Азот является вредной примесью, влияя на механические свойства стали (рис.3.4).
Нитриды выделяются из твердого раствора -железа не только при затвердевании, но и с течением времени, вызывая процесс старения.
Понижение растворимости азота и водорода при понижении температуры затверде-
вающего металла приводит к выделению их из жидкого металла. Не успев всплыть на поверхность, пузырьки этих газов остаются в шве, образуя пористость. Необходимо стремиться к снижению содержания N и H в атмосфере дуги.
УГЛЕРОД, содержащийся в основном и электродном металле, при окислении в СО
(окись) обычно успевает выделиться из жидкого металла до остывания. Однако, при по-
вышенном его содержании в ванне, при недостатке раскислителей, большой скорости сварки, часть окиси углерода не успевает выделиться и остается в шве в виде пор.
Металл шва, выполненного незащищенной дугой, имеет пониженные механические свойства: σв =34-38 кг/мм2; =3÷8%, ак =0,5÷1,5кгс/мм2, угол загиба – 30÷50 °.
3.2.2 Взаимодействие металла сварочной ванны с электродными покрытиями и флюсом
Кроме защиты расплавленного металла от воздуха покрытия и флюсы должны обеспе-
чить раскисление, легирование и рафинирование.
Раскисление – процесс освобождения стали от кислорода -осуществляется несколь-
кими путями :
1)Восстановлением железа из закиси за счет окисления других элементов;
2)Связыванием кислорода элементами-раскислителями;
3)Связыванием закиси железа в нерастворимые в железе силикаты, переходящие в
шлак.
Процессы окисления и восстановления происходят при сварке беспрерывно. Первое происходит в передней части ванны (высокая температура), второе – в задней.
Восстанавливается железо за счет окисления других элементов, имеющихся в основ-
ном и электродном металле или ванне – C, Si, Mn, Al;
FeО + C = Fe + CО - практически не растворима в стали, всплывает в виде пузырь-
ков; возможно образование пор при этом способе раскисления.
2FeO + Si =2Fe + SiO2 - кремний очень активный раскислитель, SiO2 не растворимо,
уходит в шлак.
FeO + Mn = Fe + MnO - мало растворима в железе, но растворяет в себе до 60% заки-
си FeO, унося его в шлак.
3FeO + 2Al = 3Fe + Al2O3- могут появиться трещины в горячем состоянии (при рас-
кислении алюминием).
36
В задней части ванны из жидкого металла интенсивно выделяется ранее растворив-
шийся кислород, который взаимодействует с раскислителями
O2 Si SiO2 переходят в шлак
O Mn MnO
Таким образом, видно, что в ванну требуется введение раскислителей – Si, Mn, Al, C
идр.
Впередней части ванны при наличии в шлаке MnO и SiO2 необходимой концентра-
ции происходит процесс восстановления железом Mn и Si. MnO + Fe = FeO+ Mn; SiO2 +2Fe = 2FeO +Si.
При этом Mn и Si переходят в металл, а FeО распределяется между металлом и шла-
ком.
Удаление закиси FeО из стали производят также с использованием шлака, макси-
мально лишенного FeО. При этом получаются стойкие силикаты, уходящие в шлак
FeО + SiО2 = FeО·SiO2
2FeO + SiO2 =(FeО)2·SiO2
При наличии марганца - раскислителя силикаты могут реагировать с ним, восстанав-
ливая железо
FeО·SiO2 + Mn = MnO·SiO2 + Fe
Силикат марганца остается в шлаке.
Легирование металла шва происходит при сварке наряду с процессом раскисления.
Легирование осуществляется для компенсации выгорания некоторых элементов в ме-
талле ванны или для ввода в металл элементов, не содержащихся в основном металле.
Обычно легирующие элементы вводят в электродную проволоку или в покрытия и флю-
сы для получения металла шва требуемого химсостава.
При сварке малоуглеродистых и низколегированных сталей раскислители Мn и Si ,
имеющиеся в покрытиях и флюсах, являются и легирующими элементами.
В плавленых флюсах для автоматической сварки раскислители и легирующие эле-
менты находятся в виде окислов Mn и Si, которые восстанавливаются из шлака при сварке. Обычно при автоматической сварке кол-во восстановленного Mn и Si достаточ-
но для выполнения указанных функций, хотя легирование этим путем ограничено. Хо-
рошо обеспечивают легирование керамические флюсы, в состав которых вводят и леги-
рующие элементы.
Легирующими элементами при сварке служат : Mn, Si, Ti, Al, C, Cr, Ni, Mo и др.
Рафинирование. Параллельно с раскислением и легированием при сварке происхо-
дит рафинирование металла шва, заключающееся в освобождении шва от шлаковых включений и вредных примесей, например FeS, P2O5 и др.
Ввиду наличия слоя расплавленного шлака на поверхности ванны процесс охлажде-
ния металла шва происходит довольно медленно, поэтому из него успевают выделиться
37
шлаковые и газовые включения.
Защита расплавленного металла при помощи электродных покрытий или флюса обеспечивает получение высококачественного сварного шва с небольшим содержанием кислорода и азота. Так, при сварке малоуглеродистой стали электродами с толстым по-
крытием (УОНИ -13/45) содержание в шве кислорода составляет 0,02-0,03%, азота - 0,02-0,05%.При автоматической сварке под флюсом марки 0СЦ-45 кислорода содержит-
ся в шве 0,03-0,05%, азота - 0.002-0,003%.
3.3. Структура и свойства металла сварных соединений
Так как качество сварного соединения зависит не только от химического состава метал-
ла шва, но и от его структуры, то следует проследить процесс кристаллизации металла.
Кристаллизация - это процесс образования кристаллов в металле при его затвердева-
нии. Кристаллизация металла в сварочной ванне протекает в таких специфических усло-
виях:
1)при быстром концентрированном воздействии источника тепла и охлаждающих стенок ванны; при этом фронт кристаллизации связан с перемещением источника тепла;
2)распределение температуры по малому объему ванны неравномерно;
3)кристаллизация металла осуществляется с большими средними скоростями роста кристаллов.
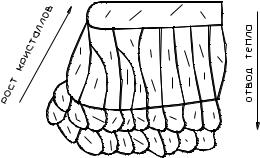
Процесс первичной кристаллизации начинается после прекращения действия дуги на сварочную ванну, в зоне def. Зародышевыми центрами кристаллизации являются под-
плавленные зерна основного металла - стенки ванны. На них как на своеобразной под-
кладке начинают свой рост первичные кристаллы, количество которых ограничено.
Кристаллы развиваются нормально к поверхности охлаждения в направлении, обратном отводу тепла, т.е. от стенок вглубь жидкого металла ванны. Однако они мешают росту друг друга в поперечном направлении и приобретают так называемую столбчатую фор-
му (рис.3.5)
Рис. 3.5 Схема роста кристаллов
38