

17.5. Изготовление отливок в разовых литейных формах
17.5.1. Общие сведения о модельном комплекте
Под модельным комплектом понимают набор приспособлений, предназначенных для изготовления рабочих полостей в литейной форме и стержней. Он обычно включает литейную модель, стержневые ящики, модели элементов литниково-питающей системы, формовочные и стержневые шаблоны, а также подмодельные или модельные плиты. Материал для модельного комплекта выбирают в зависимости от типа производства и серийности заказа на изготовление отливок.
Литейная модель (рис.17.2) служит для образования в литейной форме отпечатка, соответствующего конфигурации и размерам отливки.
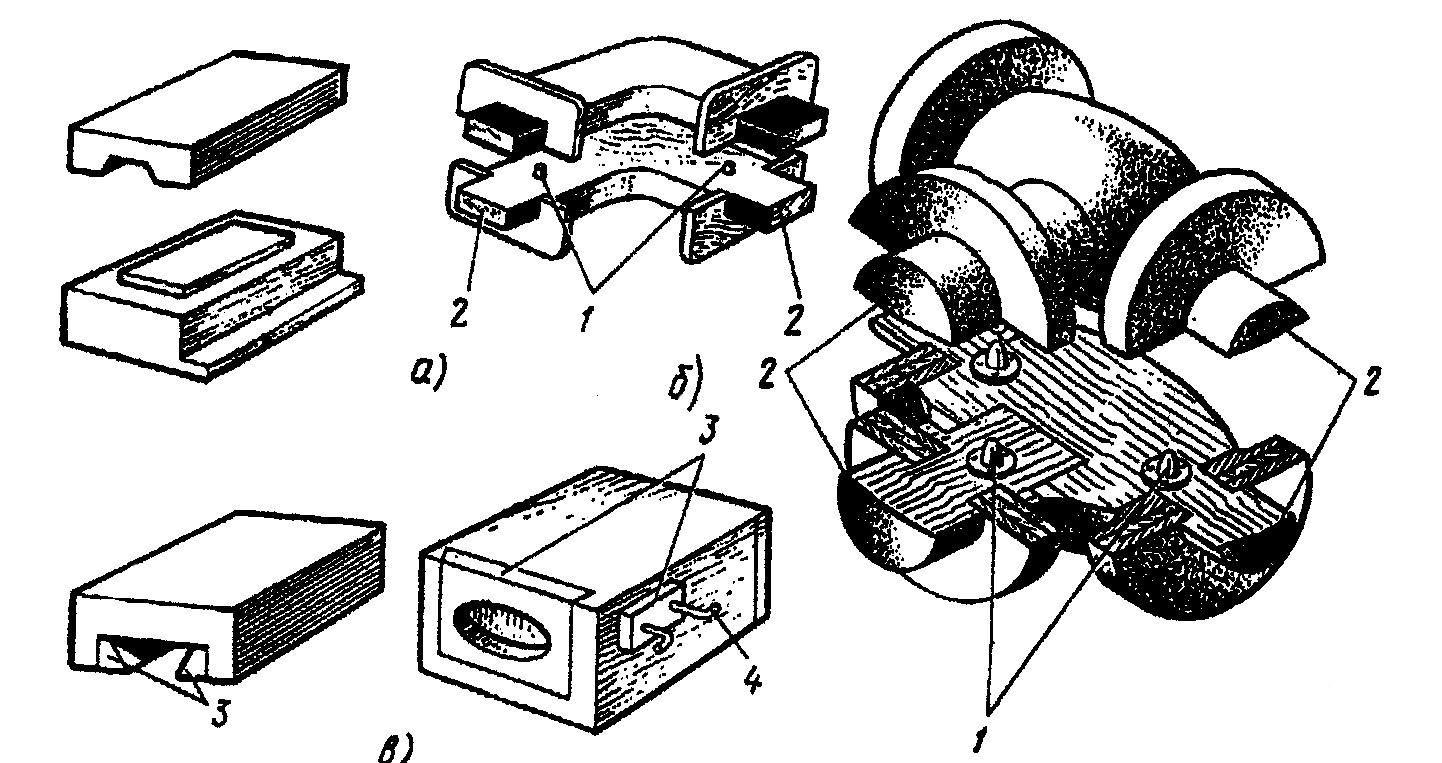
Рис.17.2. Типы моделей: а – неразъемные; б – разъемные; в – с отъемными частями; (1 – шипы; 2 – стержневые знаки; 3 – отъемные части; 4 – крепежные элементы)
В большинстве моделей предусматриваются дополнительные (по отношению к конфигурации отливки) части, называемые знаками, которые образуют в литейной форме базы (гнезда) для установки стержней. Стержень – это элемент литейной формы для образования отверстия, полости или иного сложного контура в отливке. По конструкции, которая обуславливается удобством формовки, литейные модели подразделяют на неразъемные и разъемные. При этом разъемные модели широко используются при производстве отливок более сложной и разнообразной конфигурации, когда рабочая полость формуется в двух опоках. В единичном и мелкосерийном производстве, когда оформлять выступающие элементы отливок стержнями экономически нецелесообразно, в моделях могут быть предусмотрены отъемные части (рис.17.2 в), которые остаются на рабочей поверхности формы после извлечения из нее модели, а затем извлекаются также. Точное соединение разъемных моделей осуществляется с помощью деревянных шипов или металлических дюбелей. Удобство извлечения модели из полуформы при ручной формовке достигается с помощью металлических приспособлений, закрепляемых на модели, которые называются подъемами.
Стержневые ящики (рис.17.3) служат для изготовления стержней ручной и машинной формовкой на встряхивающих, пескодувных и пескострельных машинах.
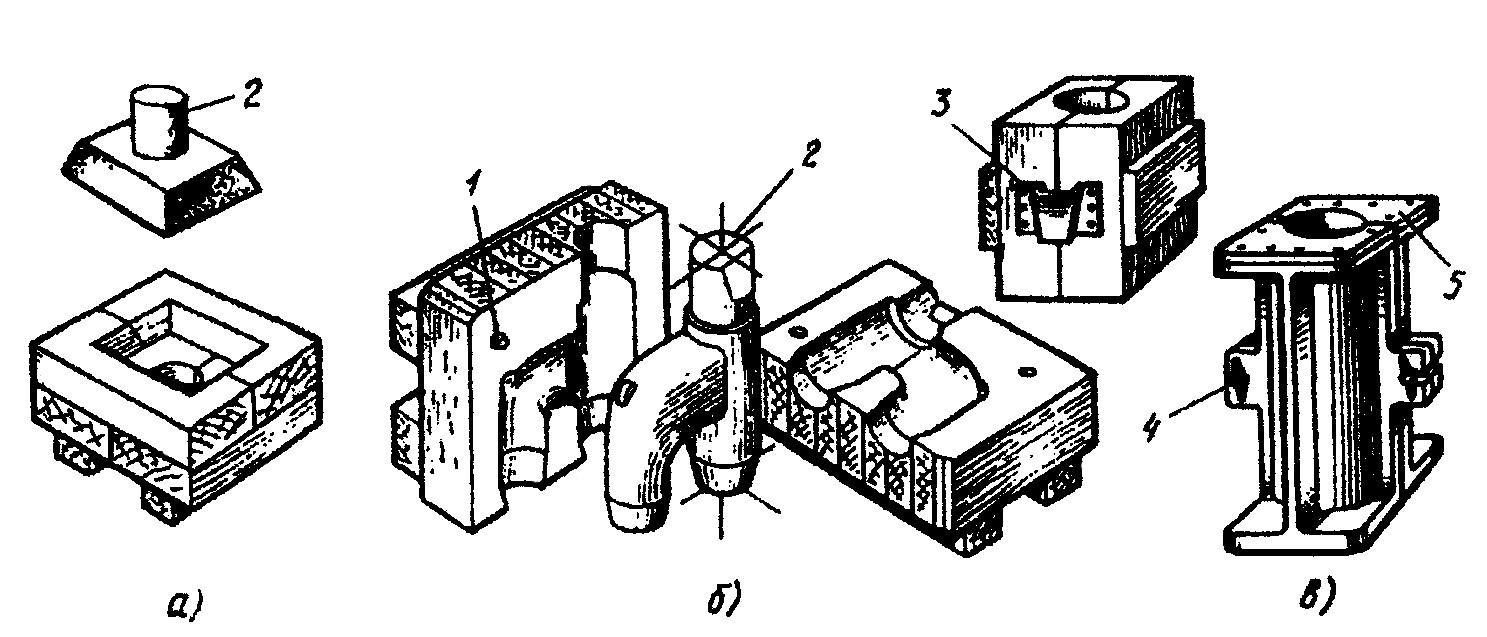
Рис.17.3. Ящики для ручной формовки стержней: а – цельный; б – разъемный деревянный; в – разъемный металлический; (1 – шипы; 2 – стержни; 3 – скобы; 4 – барашковая гайка; 5 –стальные накладки)
По конструктивным особенностям их подразделяют на три типа: цельные, разъемные и вытряхные. Цельные применяют для изготовления стержней простой конфигурации с большими уклонами на боковых стенках, что обеспечивает их легкое извлечение из ящика. Разъемные ящики наиболее распространены, так как их применяют для изготовления стержней самой разнообразной конфигурации и размеров. Вытряхные деревянные ящики имеют корпус коробчатого типа, в который вставляют четыре специальных вклыдыша, оформляющих рабочую поверхность получаемых стержней. При этом тыловые стенки вкладышей исполняются с большими уклонами, что обеспечивает легкость их извлечения из корпуса при его подъеме.
Модели литниковых систем включают в себя все необходимые для подвода металла элементы: питатели, шлакоуловители, стояки, выпоры, литниковую чашу, а также специальные элементы питания отливок (прибыли, питающие бобышки и т.п.).
Формовочные литейные шаблоны используются при безмодельном изготовлении форм для получения крупных единичных отливок, имеющих форму тел вращения. Они выполняются в виде плоских скребков с прямолинейной или фасонной режущей кромкой.
Подмодельные (подопочные) плиты служат для образования в форме плоскости разъема. При ручной формовке применяют деревянные подмодельные плиты. При машинной формовке используются металлические плиты, на которых жестко закреплены элементы модели и литниковой системы. Эти плиты называются модельными.
Контрольные сборочные шаблоны используются для контроля взаимного расположения стержней, а также конфигурации внутренней полости литейной формы. Обычно используются для качественных отливок сложной геометрической формы.
Как было показано выше, основной удельный вес в литейном производстве занимает литье в разовые литейные формы из песчано-глинистых смесей. Поэтому, этот способ производства будем анализировать более подробно.