

N –количество деталей в партии (79 штук деталей). Норма штучного времени определяется по формуле 78:
 ;
(78)
;
(78)
где Т0 – основное технологическое время, (мин);
 –вспомогательное
время, (мин);
–вспомогательное
время, (мин);
 –время на обслуживание
рабочего места, составляет (7% от
–время на обслуживание
рабочего места, составляет (7% от
 ),
(мин);
),
(мин);
 –время перерывов
на отдых и личные надобности, (мин).
–время перерывов
на отдых и личные надобности, (мин).
Вспомогательное
время
 :
:
 ;
(79)
;
(79)
где
 -
время на установку и снятие детали,
(мин);
-
время на установку и снятие детали,
(мин);
 -
время на закрепление и открепление
детали, (мин);
-
время на закрепление и открепление
детали, (мин);
 - время на приемы
управления, (мин);
- время на приемы
управления, (мин);
Оперативное время определяется по следующей формуле:
 (80)
(80)
Приведенные выше
формулы для определения штучно-калькуляционного
времени
 можно представить в виде:
можно представить в виде:
 (81)
(81)
Результаты
определения
 и
и записаны
в таблице 6.1:
записаны
в таблице 6.1:
Таблица 8
|
Наименование операции |
Т0 |
Ту.с+Тз.о |
|
|
|
|
|
|
n |
|
|
Фрезерование (поверхности 1 ) |
7,45 |
0,16 |
0,09 |
0,25 |
7,7 |
0,52 |
8,22 |
0,1155 |
79 |
8,22 |
|
Фрезерование (поверхности 2 ) |
3 |
0,16 |
0,09 |
0,25 |
3,25 |
0,21 |
3,46 |
0,048 |
3,461 | |
|
Фрезерование по контуру поверхность 3 |
0,1 |
0,16 |
0,09 |
0,25 |
0,35 |
0,007 |
0,357 |
0,005 |
0,357 | |
|
Фрезерование (поверхности 4 ) |
0,4 |
0,16 |
0,09 |
0,25 |
0,65 |
0,03 |
0,68 |
0,01 |
0,68 | |
|
Сверление (поверхность 5) |
0,2 |
0,102 |
0,09 |
0,192 |
0,392 |
0,014 |
0,406 |
0,006 |
0,413 | |
|
Сверление (поверхность 5) |
0,3 |
0,102 |
0,09 |
0,192 |
0,492 |
0,021 |
0,513 |
0,0074 |
0,513 | |
|
Фрезерование (поверхности 5 ) |
0,6 |
0,16 |
0,09 |
0,25 |
0,85 |
0,042 |
0,892 |
0,0013 |
0,892 | |
|
Сверление Ø12,5 (поверхность 6) |
0,3 |
0,102 |
0,09 |
0,192 |
0,492 |
0,021 |
0,513 |
0,0074 |
0,513 | |
|
Сверление Ø12,2 (поверхность 7) |
0,3 |
0,102 |
0,09 |
0,192 |
0,492 |
0,021 |
0,513 |
0,0074 |
0,513 | |
|
Развертка Ø14 поверхности 9 H7 |
0,07 |
0,102 |
0,09 |
0,192 |
0,262 |
0,005 |
0,267 |
0,004 |
0,267 | |
|
Фрезерование (поверхности 8 ) |
0,45 |
0,16 |
0,09 |
0,292 |
0,7 |
0,03 |
0,73 |
0,011 |
0,73 | |
|
Итого: |
|
|
|
|
|
|
|
|
|
16,599 |







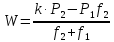
6 Расчет силы закрепления в тисках поворотных пневматически
Зажимающие губки тисков - сменные. Губки устанавливают на пальцах 3 и закрепляют болтами 4. Предварительную настройку на заданный размер осуществляют передвижением левой губки, винтом 1. Оканчательное крепление – правой губкой от пневматического привода. Тиски могут поворачиваться относительно плиты 2. Для закрепления их на плите служат гайки 5. При давлении воздуха Риз=4кгс/см2 усилие зажима достигает 2500кгс. Зажимающий ход подвижной губки 6мм [3].
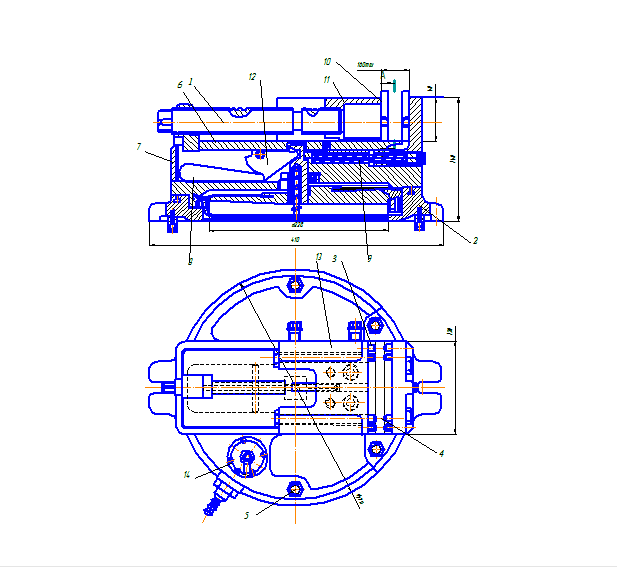
Рисунок 3 – Тиски поворотные пневматический
Усилие зажима, предупреждающее сдвиг заготовки, определяется по формуле 82 [4]:
 (82)
(82)
где k – коэффициент запаса;
f 1, f 2- коэффициенты трения между контактирующими поверхностями заготовки и элементов приспособления;
P1 – сила обработки
P2 – реакция опоры
Px – осевая сила, принимаем равной силе резанья при наибольшей глубине резанья (t) - 4178Н;
P1= Py (83)
Py – радиальная сила, равная 0,75Pz = 6267Н;
Pz – тангенсальная сила, равная 2Px = 8356Н [5].
P2= Px (84)

 (85)
(85)
W > P
Сравнив усилие зажима заготовки в тисках W с наибольшей силой резанья Р получили, что усилие зажима больше силы резанья, то есть W> P. Следовательно данную заготовку можно обрабатывать на этом приспособлении.
Заключение
В данном курсовом проекте была разработана технология процесса обработки детали – подушки штампа для изготовления фанерных решеток.
Для изготовления
детали подушка была выбрана заготовка,
полученная методом литья в песчаных
формах, доказана экономическая
эффективность данного выбора –
 тг. Тип производства был выбран
крупносерийный.
тг. Тип производства был выбран
крупносерийный.
Для всех этапов обработки детали был выбран сверлильно-фрезерно-расточной станок с ЧПУ 2204ВМФ4.
В качестве приспособления были выбраны тиски с пневмоприводом, для обработки использованы несколько видов фрез: торцевая, дисковая и концевая, а также сверла, метчики и развертки.
В результате были приобретены навыки работы с нормативно-технической литературой, сочетая справочные данные с теоретическими данными, оформления графической части и проявления творческой инициативы в выполнения данного курсового проекта.
Список использованной литературы
Горбацевич А. Ф., Чеботарев В.Н. Курсовое проектирование по технологии машиностроения. – Минск: Вышэйшая школа, 1975. – 287с.
Косилова А.Г., Мещеряков Р.К. Справочник технолога - машиностроителя в двух томах. Том II– М.: Машиностроение, 1985. – 687 с.
Горошкин А.К. Приспособление для металлорежущих станков. - М.: Машиностроение, 1971. – 257 с.
Горохов В.А. Проектирование и расчет приспособлений – Минск: Вышэйшая школа, 1986-237с.
Руденко П.А., Харламов Ю.А. Проектирование и производство заготовок в машиностроению – Киев: Выща школа, 1991. – 247с.
Ансеров М.А. Приспособления для металлорежущих станков. - Ленинград: Машиностроение, 1966. – 649с.
Косилова А.Г., Мещеряков Р.К. Справочник технолога - машиностроителя в двух томах. Том I– М.: Машиностроение, 1985. – 656 с.