

-В - предел кратковременной прочности , [кГ/];
- T
-
предел пропорциональности (предел
текучести для остаточной деформации),
[кГ/ ];
];
- 5 - относительное удлинение при разрыве, [%];
- - относительное сужение, [%];
- HB - твердость по Бринеллю.
1.2 Анализ служебного назначения детали
Подушка является деталью типа-плиты. Детали типа-плиты в значительной степени определяют работоспособность машин по критериям виброустойчивости, точности работы под нагрузкой, долговечности (при наличии направляющих и других изнашиваемых поверхностей). В стационарных машинах они составляют до 70-85 % массы машин.
Деталь подушка, выбранная в качестве объекта курсового проекта, является деталью штампа. Данный штамп применяют для изготовления из фанеры дверных решеток.
Штамп состоит из 3 узлов, которые собирают отдельно, а потом из них собирают сам штамп. Подушка собирается в первый узел. На ее выступ устанавливают матрицу, при этом прямоугольные вырезы размером 24 мм в подушке и на матрице должны совпадать.
1.3 Определение такта выпуска, типа производства
При
курсовом проектировании можно считать,
что тип производства зависит от двух
факторов, а именно: заданной программы
и трудоемкости изготовления изделия.
На основании заданной программы
рассчитывается такт выпуска изделия
 ,
а трудоемкость определяется средним
штучным временем
,
а трудоемкость определяется средним
штучным временем по операциям действующего на производстве
или аналогичного технологического
процесса.
по операциям действующего на производстве
или аналогичного технологического
процесса.
Объем
подушки равен

 .
Плотность материала детали (сталь
углеродистая обыкновенного качества
марки Ст3) равна
.
Плотность материала детали (сталь
углеродистая обыкновенного качества
марки Ст3) равна .
Следовательно, масса подушки равна –
3,6кг. Так как масса детали входит в
интервал от 2 кг до 5кг, то годовую
программу выпуска принимаемN=20000
штук.
.
Следовательно, масса подушки равна –
3,6кг. Так как масса детали входит в
интервал от 2 кг до 5кг, то годовую
программу выпуска принимаемN=20000
штук.
Годовой
фонд времени работы оборудования равен
 =1992
ч.
=1992
ч.
Величина такта выпуска рассчитывается по формуле 1[1]:
 ,
(1)
,
(1)
где
 - коэффициент полезного действия.
- коэффициент полезного действия.
В итоге
получаем, подставляя в формулу 1 значения
годового фонда времени работы оборудования
 =1992
ч и годовой программы выпускаN=20000
штук:
=1992
ч и годовой программы выпускаN=20000
штук:

Далее определяем основное технологическое время на изготовление одной детали.
Чертеж подушки с пронумерованными обрабатываемыми поверхностями указан на рисунке 1:
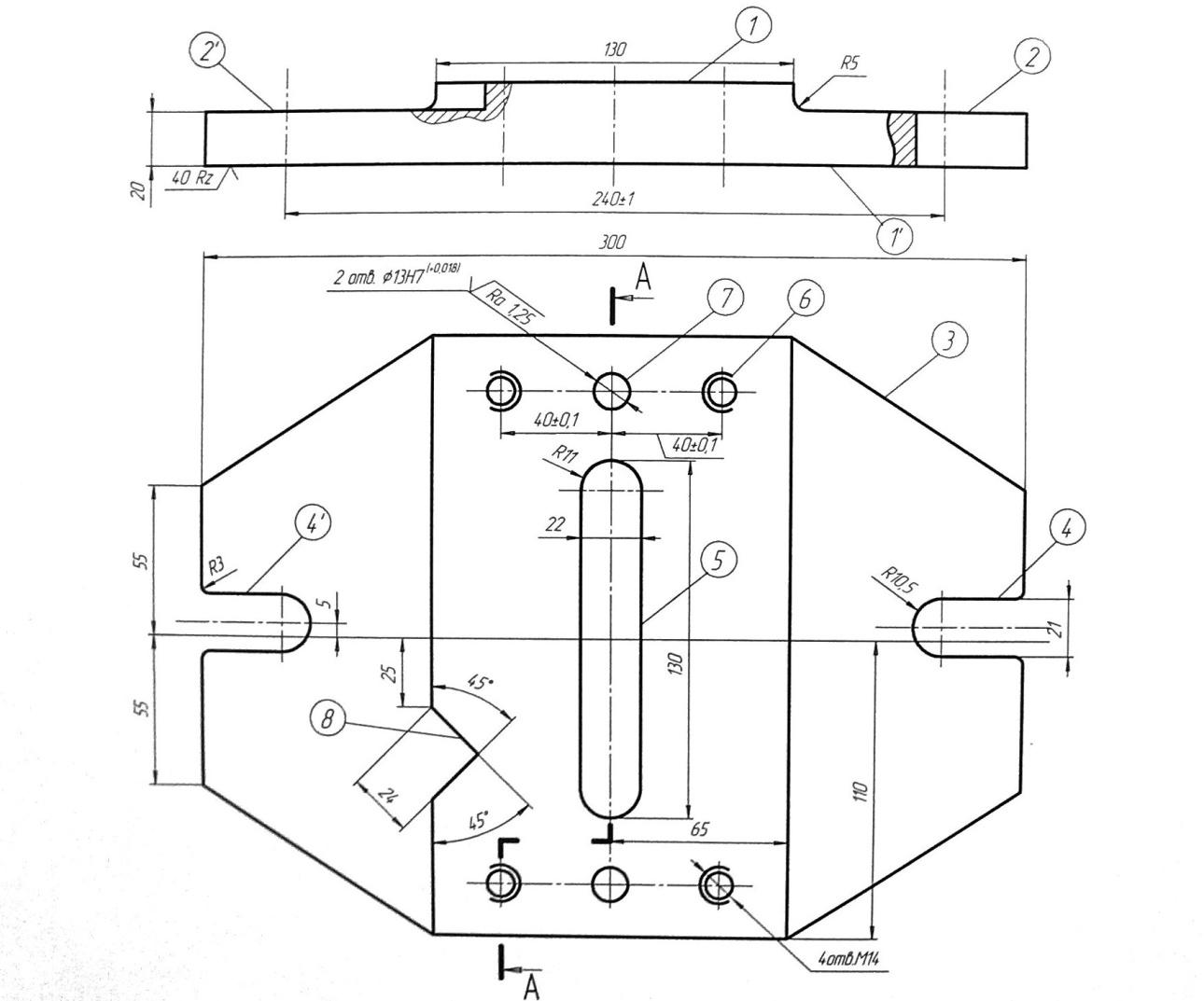

Рисунок 1 – Подушка
Определяем какие виды операций будут проводить с определенными поверхностями:
1,1′ – фрезерование черновой торцевой фрезой;
2,2′ - фрезерование черновой торцевой фрезой
3 - контурное фрезерование;
4,4′ – фрезерование пальчиковой фрезой;
5 – сверление диаметром 10мм, потом диаметром 11мм. Фрезерование поверхности пальчиковой фрезой;
6 – сверление диаметром 12,5мм. Нарезание резьбы метчиком
7 – сверление диаметром 12,6. Развертывание до 13 мм;
8 - фрезерование выступа дисковой фрезой.
Основное технологическое время (фрезерование плоскости 1) определяется по формуле 2 [1]:
 (2)
(2)
Основное
технологическое время
 (фрезерование плоскости 1′)
определяется по формуле 3:
(фрезерование плоскости 1′)
определяется по формуле 3:
 (3)
(3)
Основное
технологическое время
 (фрезерование плоскости 2, 2′)
по формуле 4.
(фрезерование плоскости 2, 2′)
по формуле 4.
 (4)
(4)
Основное
технологическое время
 (контурное фрезерование 3) по формуле
5:
(контурное фрезерование 3) по формуле
5:
Т.к. Р=842 мм
 (5)
(5)
Основное
технологическое время
 (фрезерование пальчиковой фрезой 4, 4′)
по формуле 6:
(фрезерование пальчиковой фрезой 4, 4′)
по формуле 6:
 (6)
(6)
Основное
технологическое время
 (сверление диаметром 10мм, потом диаметром
11мм. Фрезерование поверхности пальчиковой
фрезой 5) определяется по формуле 7,8:
(сверление диаметром 10мм, потом диаметром
11мм. Фрезерование поверхности пальчиковой
фрезой 5) определяется по формуле 7,8:
T0= 0,52dl (7)
a) d= 10мм, l= 30мм
T0=
1030 0,52
0,52 10-3=156
10-3=156 10-3=0,156
мин
10-3=0,156
мин
б) d= 11мм, l= 30мм
T0=
11 30
30 0,52
0,52 10-3=172
10-3=172 10-3=0,172
мин
10-3=0,172
мин
T0= 6l (8)
a) l= 108мм
T0=
6 108
108 10-3=648
10-3=648 10-3=0,648
мин
10-3=0,648
мин
Основное
технологическое время
 (сверление отверстий диаметром 12,5 мм.
Нарезание резьбы метчиком6, 6′)
определяется по формуле 9, 10:
(сверление отверстий диаметром 12,5 мм.
Нарезание резьбы метчиком6, 6′)
определяется по формуле 9, 10:
T0= 0,52dl (9)
a) d= 12,5мм, l= 30мм
T0=
12,5 30
30 0,52
0,52 10-3=195
10-3=195 10-3=0,195
мин
10-3=0,195
мин
T0= 0,4dl (10)
б)d=14мм, l= 30мм
T0=
0,4 14
14 30
30 10-3=168
10-3=168 10-3=0,168
мин
10-3=0,168
мин
Основное
технологическое время
 (сверление
диаметром 12,6. Развертывание до 13 мм) по
формуле 11,12:
(сверление
диаметром 12,6. Развертывание до 13 мм) по
формуле 11,12:
T0= 0,52dl (11)
a) d= 12,6мм, l= 30мм
T0=
12,6 30
30 0,52
0,52 10-3=197
10-3=197 10-3=0,197
мин
10-3=0,197
мин
T0= 0,43dl (12)
б) d= 12,6мм, l= 30мм
T0=
13 30
30 0,43
0,43 10-3=168
10-3=168 10-3=0,168
мин
10-3=0,168
мин
Основное
технологическое время
 (фрезерование дисковой фрезой 8) по
формуле 13:
(фрезерование дисковой фрезой 8) по
формуле 13:
 (13)
(13)
Результаты расчетов приведены в таблице 4.
Таблица 4
Основные операции обработки поверхности детали - подушки
|
№ поверхности |
Выполняемые операции |
Основное
технологическое время
|
|
1 |
фрезерование черновой торцевой фрезой |
0,78 |
|
1′ |
фрезерование черновой торцевой фрезой |
1,8 |
|
2, 2′ |
фрезерование черновой торцевой фрезой |
1,02 |
|
3 |
фрезерование по контуру |
5,894 |
|
4, 4′ |
фрезерование пальчиковой фрезой (2) |
0,246 |
|
5 |
сверление диаметром 10мм, (2) сверление диаметром 11мм, (2) фрезерование пальчиковой фрезой |
0,156 0,172 0,648 |
|
6, 6′ |
сверление диаметром 12,5 мм, (4) нарезание резьбы метчиком (4) |
0,195 0,168 |
|
7 |
сверление диаметром 12,6 мм, (2) развертывание до 13 мм (2) |
0,197 0,168 |
|
8 |
фрезерование выступа дисковой фрезой |
0,21 |
|
|
|
|
 ,
мин
,
мин =14
мин
=14
мин