

Штучное время на операцию можно определить по формуле 14 [1]:
 (14)
(14)
где
 - коэффициент для типов станков
(сверлильно-фрезерно-расточной)
- коэффициент для типов станков
(сверлильно-фрезерно-расточной)
Получаем
значение
 :
:
 мин
мин
Коэффициент серийности рассчитываем по формуле 15:
 ,
(15)
,
(15)
где
 - такт выпуска изделия,
- такт выпуска изделия, ;
;
 - среднее штучное
время,
- среднее штучное
время,
 рассчитывается по формуле 16:
рассчитывается по формуле 16:
 (16)
(16)

Следовательно, тип производства – крупносерийное производство.
1.4 Расчет количества деталей в партии
Данные, необходимые для определения расчетного количества деталей партии n :
- годовая программа выпуска N=20000 штук;
-
среднее штучное время
 мин;
мин;
- периодичность запуска-выпуска изделий а=1 смена;
- число рабочих дней году F=254 дней.
Расчетное количество деталей в партии определяется по формуле 17:
 (17)
(17)
Расчетное число смен на обработку партии деталей на участке по формуле 18:
 (18)
(18)
2 Сопоставление и выбор варианта технологического процесса при различных способах получения заготовки
2.1 Расчет себестоимости объемной заготовки полученной литьем
Для детали подушка направляющими выбираем два типа заготовок – литье и прокат.
Для того, чтобы рассчитать припуски на механическую обработку, по рисунку 5.21 [2] определяем исходный индекс – 12, а также определяем по каким линейным размерам и шероховатости поверхности детали будем выбирать припуски (таблица 5.8 [2]). Основной припуск на сторону – 2,8 мм.
Теперь
уточняем допуски и допускаемые предельные
отклонения размеров поковки по таблице
5.9 [2] – 
 мм.
мм.
Далее назначаем уклоны. Уклоны служат для облегчения заполнения полости заготовки и удаления из нее поковки.
Литейные уклоны делятся на внешние α, относящиеся к поверхностям, по которым между поковкой и стенкой заготовки образуются зазоры вследствие тепловой усадки при остывании поковки, и внутренние β. Значения уклонов выбираем по таблице 5.10 [2], исходя из выбранного литейного оборудования – песчаная форма. Наружные уклоны - 1°42’
После этого на все пересечения поверхностей назначаем радиусы закруглений, который улучшают заполнение полости штампа и уменьшают износ острых углов. По таблице 5.11 радиусы закруглений углов поковки выбираем равными 2,5мм.
Исходя из вышеперечисленных расчетов, делаем заготовку для детали подушки, размеры и форма которой показаны на рисунке 2.
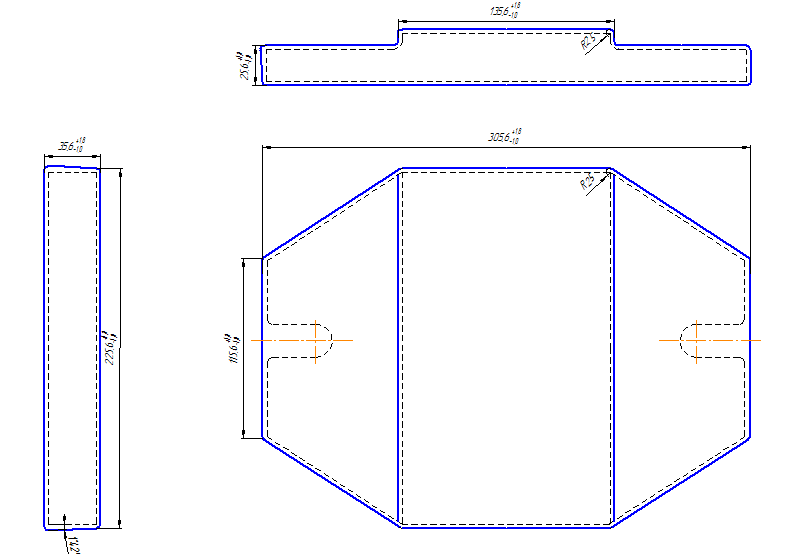
Рисунок 2– Чертеж заготовки полученной литьем
2.2 Расчет себестоимости заготовки из проката и выбор варианта заготовки
Данные для сравнения двух вариантов производства заготовок приведены в таблице 5.
Таблица 5
Данные для расчетов стоимости заготовок при различных способах получения
|
Наименование показателя |
Варианты | |
|
Первый |
Второй | |
|
Вид заготовки |
Литье |
Прокат |
|
Масса заготовки Q ; кг |
4,32 |
12,5 |
|
Стоимость
1 т заготовок, принятых за базу
|
45000 |
25500 |
|
Стоимость
1 т стружки
|
10500 |
4500 |
 ;
тг
;
тг ;
тг
;
тг
Стоимость заготовки, полученной литьем, можно определить по следующей формуле 20 [1]:
 ;
(20)
;
(20)
где
 - коэффициент, зависящий от класса
точности и равный 1;
- коэффициент, зависящий от класса
точности и равный 1;
 -
коэффициент, зависящий от группы
сложности и равный 1;
-
коэффициент, зависящий от группы
сложности и равный 1;
 -
коэффициент, зависящий от массы
заготовки и равный 1;
-
коэффициент, зависящий от массы
заготовки и равный 1;
 -
коэффициент, зависящий от марки материала
заготовки и равный 1;
-
коэффициент, зависящий от марки материала
заготовки и равный 1;
 -
коэффициент, зависящий от объема
производства заготовок и
-
коэффициент, зависящий от объема
производства заготовок и
равный 1.
Следовательно, стоимость заготовки, полученной литьем, равна:
 тг.
тг.
Стоимость заготовки, полученной из проката, можно определить по следующей формулам 21, 22:
 (21)
(21)
 ,
(22)
,
(22)
 тг.
тг.
Стоимость заготовки проката, равна:
 тг.
тг.
Экономический эффект для сопоставления способов получения заготовок, при которых технологический процесс механической обработки не меняется, может быть рассчитан по формуле 23:
 (23)
(23)
Экономический эффект для сопоставления способов получения заготовок равен:
 тг
тг
 (24)
(24)
где
 основная
и дополнительная зарплата с начислениями,
(тг/ч);
основная
и дополнительная зарплата с начислениями,
(тг/ч);
 -
часовые затраты по эксплуатации рабочего
места, (тг/ч);
-
часовые затраты по эксплуатации рабочего
места, (тг/ч);
 - нормативный
коэффициент экономической эффективности
- нормативный
коэффициент экономической эффективности
капитальных вложений (в машиностроении равный 0,15);
 - удельные часовые
капитальные вложения соответственно
станок и в здание, (тг/ч).
- удельные часовые
капитальные вложения соответственно
станок и в здание, (тг/ч).
Основная и дополнительная зарплата с начислениями и учетом многостаночного обслуживания рассчитывается по формуле 25:
 ;
(25)
;
(25)
где
 - часовая тарифная ставка станочника-сдельщика
третьего разряда;
- часовая тарифная ставка станочника-сдельщика
третьего разряда;
 -
коэффициент, учитывающий зарплату
наладчика и в условиях крупносерийного
производства равный 1;
-
коэффициент, учитывающий зарплату
наладчика и в условиях крупносерийного
производства равный 1;
у – коэффициент, учитывающий оплату рабочего при многостаночном обслуживании и равный 0,65.
Тогда основная и дополнительная зарплата с начислениями и учетом многостаночного обслуживания равна:
 тг/ч
тг/ч
Часовые затраты по эксплуатации рабочего места определяются по формуле 26:
 ;
(26)
;
(26)
где
 - практические часовые затраты на
базовом рабочем месте, тг/ч.
- практические часовые затраты на
базовом рабочем месте, тг/ч.
Часовые затраты
на базовом рабочем месте
 в условия двухсменной работы для
крупносерийного производства можно
принять равными 36,3 тг/ч.
в условия двухсменной работы для
крупносерийного производства можно
принять равными 36,3 тг/ч.
Тогда часовые затраты по эксплуатации рабочего места равны:
 тг/ч
тг/ч
Капитальные вложения в станок 2204ВМФ4 определяются по следующей формуле 27:
 (27)
(27)
Тогда капитальные вложения в станок 2204ВМФ4равны:
 тг/ч
тг/ч
Капитальные вложения в здание:
 =0,8тг/ч;
=0,8тг/ч;
Часовые приведенные затраты можно определить по формуле 24:
 тг/ч
тг/ч
Технологическая себестоимость операции механической обработки можно определить по следующей формуле:
 ,
(28)
,
(28)
где
 - коэффициент выполнения норм, равный
1,3 [1].
- коэффициент выполнения норм, равный
1,3 [1].
Тогда технологическая себестоимость операции механической обработки равна:
 тг.
тг.
Следовательно,
технологическая себестоимость операции
механической обработки на
сверлильно-фрезерно-расточном станке
2204ВМФ4
 равна 529 тг.
равна 529 тг.
2.4 Расчет технологической себестоимости обработки заготовки, полученной из проката
Обработка на сверлильно-фрезерно-расточном станке 2204ВМФ4
Штучное время на
операцию
 =
80 мин.
=
80 мин.
В итоге, технологическая себестоимость операции механической обработки определяется по формуле 20:
 тг.
тг.
Технологическая
себестоимость операции механической
обработки
 на сверлильно-фрезерно-расточном станке
2204ВМФ4 равна 445 тг.
на сверлильно-фрезерно-расточном станке
2204ВМФ4 равна 445 тг.
Таблица 6
Результаты определения технологической себестоимости обработки по вариантам
|
Наименование показателя |
Варианты | |
|
Первый |
Второй | |
|
Литье |
Прокат | |
|
Стоимость заготовки, тг. |
187 |
365 |
|
Технологическая
себестоимость операции механической
обработки
|
445 |
529 |
 ,
тг.
,
тг.
Годовой экономический эффект можно определить по следующей формуле 29 [1]:
 (29)
(29)
Годовой экономический эффект равен:
 тг.
тг.
Таким образом, предпочтение следует отдать заготовке, полученной литьем. Применение первого варианта обработки подущки обеспечивает годовой экономический эффект в 1680000 тг.
3 Расчет элементов режимов резания и основного времени
Обработка детали подушки состоит из 15 операций:
1,1′,2,2′) фрезерование поверхности Ø 200 [2]
а) скорость резания:
 (30)
(30)
Cv= 332
z= 20
q= 0,2
x= 0,1
y= 0,4
u= 0,2
p= 0
m= 0,2
Kv= 0,7
T=240
B= 45

(31)

б) число оборотов торцевой фрезы
 об/мин
(32)
об/мин
(32)
в) подача при черновом фрезеровании торцевой фрезой
Sz=0,2
г) сила резания :
 (33)
(33)
Cp= 82,5
x= 0,95
t= 2,8
y= 0,8
u= 1,1
q= 1,1
w= 0
B= 45
Kмр= 0,7

д) мощность резания
 (34)
(34)

Так как мощность
станка
 и
и ,
то данная операция выполнима на данном
виде станка.
,
то данная операция выполнима на данном
виде станка.
3) фрезерование по контуру:
а) скорость резания:
 (35)
(35)
Cv= 700
z= 4
q= 0,17
x= 0,38
y= 0,28
u= 0,08
p= 0,1
m= 0,33
Kv= 0,7
T=80
B= 22

б) число оборотов фрезы
 об/мин
(36)
об/мин
(36)
в) подача при черновом фрезеровании.
Sz= 0,2
г) сила резания :
 (37)
(37)
Cp= 101
x= 0,88
t= 2,8
y= 0,75
u= 1,0
q= 0,87
w= 0
B= 22
Kмр= 0,7
z=4

д) мощность резания:
(38)
 Так
как мощность станка
Так
как мощность станка
 и
и ,
то данная операция выполнима на данном
виде станка
,
то данная операция выполнима на данном
виде станка
4,4) фрезерование поверхности пальчиковой фрезой Ø21:
а) скорость резания:
 (39)
(39)
Cv= 145
z= 4
q= 0,44
x= 0,24
y= 0,26
u= 0,1
p= 0,13
m= 0,37
Kv= 0,7
T=80
B= 22

б) число оборотов фрезы:
 об/мин
(40)
об/мин
(40)
в) подача при черновом фрезеровании пальчиковой фрезой:
Sz= 0,2
г) сила резания :
 (41)
(41)
Cp= 68,2
x= 0,86
t= 2,8
y= 0,72
u= 1,0
q= 0,86
w= 0
B= 22
Kмр= 0,7
z=4

д) мощность резания
 (42)
(42)

Так как мощность
станка
 и
и ,
то данная операция выполнима на данном
виде станка
,
то данная операция выполнима на данном
виде станка
5) сверление отверстия диаметром 10 мм:
(43)

а) скорость резания:
(44)









б) крутящий момент:
(45)





в) число оборотов фрезы:
n=
 =685
(46)
=685
(46)
г) подача при резании:
Sz=0,2
д) мощность резания:
(47)
 Так
как мощность станка
Так
как мощность станка
 и
и ,
то данная операция выполнима на данном
виде станка
,
то данная операция выполнима на данном
виде станка
5.1) сверление отверстия диаметром 11 мм:
 (48)
(48)
а) скорость сверления:
(49)









б) крутящий момент:
(50)






в) число оборотов сверла:
n=
 =534
(51)
=534
(51)
г) подача при сверлении:
s=0,2
д) мощность рассверливания:
(52)


Так как мощность
станка
 и
и ,
то данная операция выполнима на данном
виде станка
,
то данная операция выполнима на данном
виде станка
5.2) фрезерование поверхности пальчиковой фрезой Ø22:
а) скорость резания:
 (53)
(53)
Cv= 145
z= 4
q= 0,44
x= 0,24
y= 0,26
u= 0,1
p= 0,13
m= 0,37
Kv= 0,7
T=80
B= 22

б) число оборотов фрезы:
 об/мин
(54)
об/мин
(54)
в) подача при черновом фрезеровании пальчиковой фрезой:
Sz= 0,2
г) сила резания :
 (55)
(55)
Cp= 68,2
x= 0,86
t= 2,8
y= 0,72
u= 1,0
q= 0,86
w= 0
B= 22
Kмр= 0,7
z=4

д) мощность резания
 (56)
(56)

Так как мощность
станка
 и
и ,
то данная операция выполнима на данном
виде станка
,
то данная операция выполнима на данном
виде станка
6) сверление отверстия диаметром 12,5 мм:

а) скорость рассверливания:
(57)









б) крутящий момент:
(58)






в) число оборотов сверла:
n=
 =532
(59)
=532
(59)
г) подача при сверлении:
Sz=0,2
д) мощность сверления:
(60)


Так как мощность
станка
 и
и ,
то данная операция выполнима на данном
виде станка
,
то данная операция выполнима на данном
виде станка
7) сверление отверстия диаметром 12,6 мм:
 (61)
(61)
а) скорость рассверливания:
(62)









б) крутящий момент:
 (63)
(63)





в) число оборотов сверла:
n=
 =532
(64)
=532
(64)
г) подача при сверлении:
Sz=0,2
д) мощность рассверливания:
(65)

Так как мощность
станка
 и
и
 ,
то данная операция выполнима на данном
виде станка
,
то данная операция выполнима на данном
виде станка
7.1) развертывание отверстия диаметром 13 мм:
 (66)
(66)
а) скорость развертки:
(67)









б) крутящий момент:
(68)








в) число оборотов развертки:
n=
 =2155
(69)
=2155
(69)
(70)


Так как мощность
станка
 и
и
 ,
то данная операция выполнима на данном
виде станка
,
то данная операция выполнима на данном
виде станка
8) фрезерование выступа дисковой фрезой Ø125:
а) скорость резания:
 (71)
(71)
Cv= 48,5
z= 22
q= 0,25
x= 0,3
y= 0,4
u= 0,1
p= 0,1
m= 0,2
Kv= 0,7
T=150
B= 8
t= 2,8

б) число оборотов фрезы:
 об/мин
(72)
об/мин
(72)
в) подача при черновом фрезеровании дисковой фрезой:
Sz= 0,2
г) сила резания :
(73)
Cp= 68,2
x= 0,86
t= 2,8
y= 0,72
u= 1,0
q= 0,86
w= 0
B= 8
Kмр= 0,7
z=22

д) мощность резания


Так как мощность
станка
 и
и ,
то данная операция выполнима на данном
виде станка
,
то данная операция выполнима на данном
виде станка
4 Расчет припусков и предельных размеров на обработку подушки
Расчет припусков и предельных размеров по технологическим переходам на обработку отверстия подушки Ø13Н7 [1].
Заготовка- литье. Масса заготовки- 4,32 кг. Результаты расчетов припусков приведены в таблице 1.
Таблица 7
Расчет припусков на обработку
|
Технологические переходы обработки поверхности Ø13Н7 |
Элементы припуска, мкм |
2zmin, мкм |
dp, мм |
|
Предельные размеры |
|
| ||||||||||
|
Rz |
T |
|
ᶓ |
dmin, мм
|
dmax, мм |
|
| ||||||||||
|
Заготовка |
600 |
744 |
|
|
15,6 |
2800 |
16 |
18,4 |
|
| |||||||
|
Сверление |
40 |
60 |
65 |
307 |
2*702 |
14,4 |
400 |
12,318 |
14,8 |
1600 |
4000 | ||||||
|
Развертывание |
10 |
25 |
|
15 |
2*600 |
13 |
18 |
13,018 |
13,018 |
1400 |
1782 | ||||||
|
итого |
|
|
|
|
|
|
|
|
|
3000 |
5782 | ||||||
 ,
мкм
,
мкм


Технологический маршрут обработки отверстия размером Ø13Н7 состоит из сверления и развертывания.
Элементы припуска
Rz
и Т находим по соответствующим таблицам
 .
.
Значение отклонения
 для заготовки находим по таблице, а
значения
для заготовки находим по таблице, а
значения для сверления и развертки находим
соответственно, умножая на значения
коэффициента уточнения для видов
заготовки.
для сверления и развертки находим
соответственно, умножая на значения
коэффициента уточнения для видов
заготовки.
Расчет минимальных значений припусков производим, пользуясь основной формулой 1и 2 :

 (74)
(74)
2zmini (75)
(75)
2zmin=2( )
(76)
)
(76)
Минимальный припуск:
Под сверление и развертывание:

Расчетный размер
для переходов получаем, начиная с
конечного (чертежного) размера
 ,
путем последовательного прибавления
расчетного минимального припуска
каждого технологического перехода:
,
путем последовательного прибавления
расчетного минимального припуска
каждого технологического перехода:

Записав в соответствующей графе расчетной таблицы значения допусков на каждый технологический переход и заготовку, в графе «наибольший предельный размер dmax» определим их значения для каждого технологического перехода, округляя расчетные размеры увеличением их значений.
Наименьшие предельные размеры вычисляем вычитанием допуска от округленного наибольшего предельного размера:

Предельные значения
припусков
 определяем как разность наибольших
предельных размеров и
определяем как разность наибольших
предельных размеров и - как разность наименьших предельных
размеров предшествующего и выполняемого
переходов:
- как разность наименьших предельных
размеров предшествующего и выполняемого
переходов:




Производим проверку правильности выполнения расчетов:
Составляем схему графического расположения припусков на обработку поверхности Ø13Н7. (Рисунок 1)
dmax
развертывания 13,018мм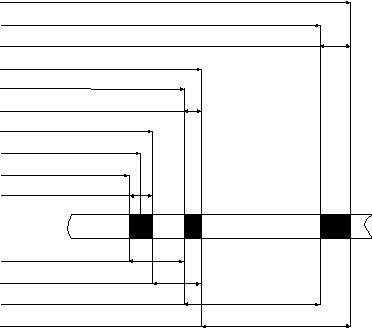
dmin развертывания 13мм
δ развертывания 18мкм
dmaxсверления 14,8мм
dmin сверления 14,4мм
δ сверления 400мкм
dmax заготовки 18,8мм
dном заготовки 14,8мм
dmin заготовки 16мм
δ заготовки 2800мкм
2z прmax на развертывание 1782мкм
2z прmin на развертывание 1400мкм
2z прmax на сверление 4000мкм
2z прmin на сверление 1600мкм
Рисунок 3 - Схема графического расположения припусков на обработку поверхности Ø13Н7
5 Расчет технических норм времени
В серийном
производстве определяется норма
штучно-калькуляционного времени
 по следующей формуле 77 [1]:
по следующей формуле 77 [1]:
 ;
(77)
;
(77)
где
 -
подготовительно-заключительное время,
1,5 % от (Т0
+
-
подготовительно-заключительное время,
1,5 % от (Т0
+ )
, (мин);
)
, (мин);