

2.13 Калібрувальні зубці
Калібрувальні зубці забезпечують необхідний розмір протягувального отвору. Щоб одержати найбільшу розмірну стійкість протяжок діаметр калібрувальних зубців приймають
dk=dmax ,
де - величина розбивання (-) або усадки (+) отвору після протягування (визначається експериментально; для курсової роботи можна прийняти =0 при ширині фаски на задній поверхні зубців f= 0 або + = 0,0050,01 мм при f 0).
Допуск на діаметр калібрувальних зубців завжди приймають в "-".
Калібрувальні зубці однакові і мають різальну кромку по всьому периметру, що обробляється.
Крок і параметри стружкових канавок калібрувальних зубців приймають точно такими, як і для чистових зубців. Це забезпечує технологічність протяжки, а при зменшеному кроці призводить до скорочення загальної довжини протяжки і зменшення шорсткості обробленої поверхні за рахунок підвищення рівномірності протягування.
Кількість калібрувальних зубців визначають по таблиці 2.17.
2.14 Фасочні зубці
При розташуванні фасочних зубців останніми підйом на зубець Sф приймають 0,070,25 мм. Розміри стружкових канавок фасочних зубців приймають однаковими з розмірами попередніх зубців, а припуск (по діаметру) на фасочні зубці
Аф= dф – d+ 0,5.
Таблиця 2.17 - Число калібрувальних зубців [3]
|
Схема протягування |
Тип протяжок і характеристика обробленої поверхні |
Число калібруючих зубців ZK | ||
|
Одинарна |
Кругла протяжка для отворів точності |
нижче квалітету 8 |
78 | |
|
вище квалітету 8 |
67 | |||
|
Шліцьова протяжка |
56 | |||
|
Групова |
Кругла і шліцьова протяжки для отворів |
Точність нижче квалітету 8 і параметр шорсткості Ra1,25 мкм |
6 | |
|
Точність квалітету 8 і параметр шорсткості Ra=1,252,5 мкм |
5 | |||
|
Точність вище квалітету 8 і параметр шорсткості Ra2,5 мкм |
4 | |||
Фасочні зубці працюють за одинарною схемою різання. Діаметр першого зубця приймають рівним внутрішньому діаметру шліцьового отвору d, діаметр кожного подальшого отвору dіф збільшують на 2Sф, а діаметр останнього фасочного зубця
dоф = dф + 0,5.
Для виготовлення і контролю фасочних зубців на кресленні протяжки в торцевому перерізі фасочного зубця (рис. 2.5) вказують розмір [3]
Н = 0,707(C+f+0.5b). (2.20)
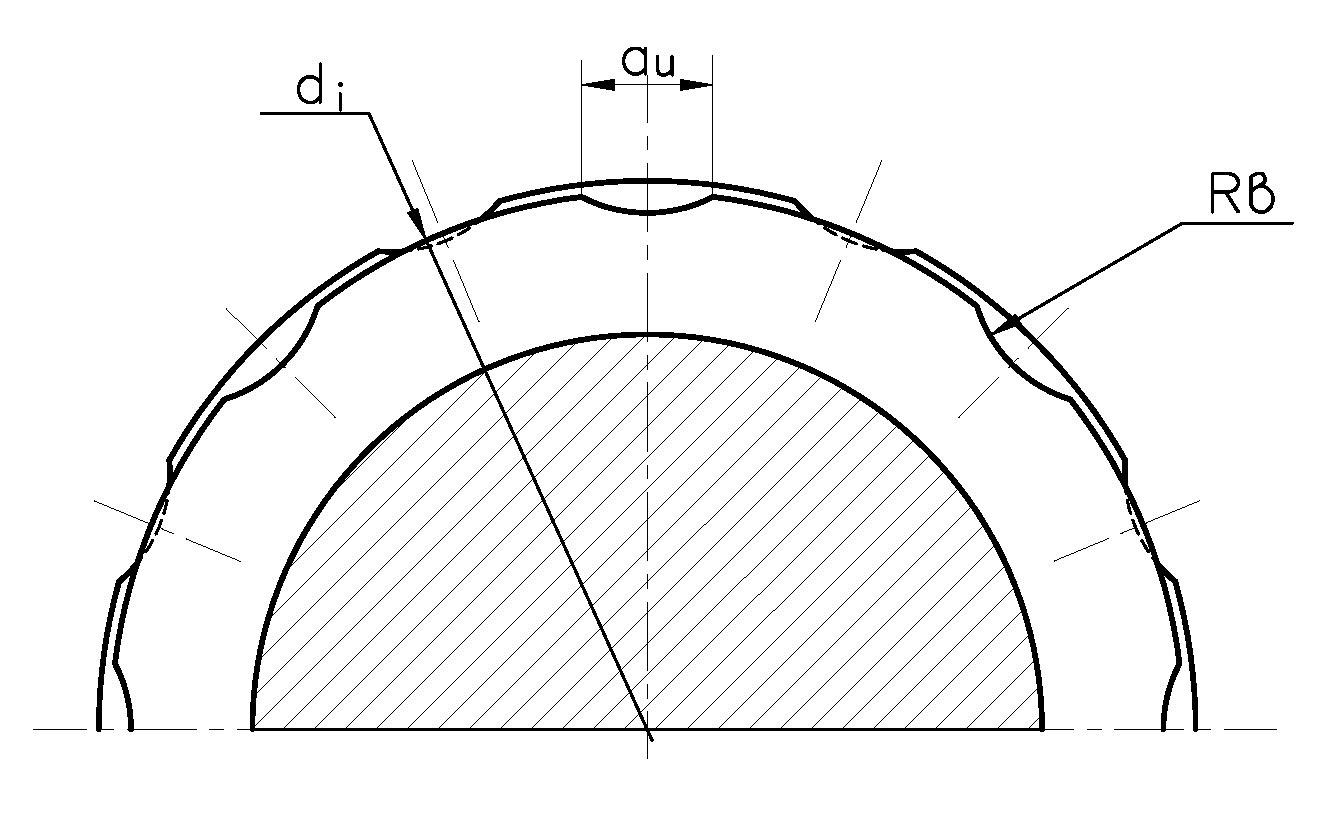
Рисунок 2.4 - Торцевий переріз (по западині) круглих чистових зубців протяжок.
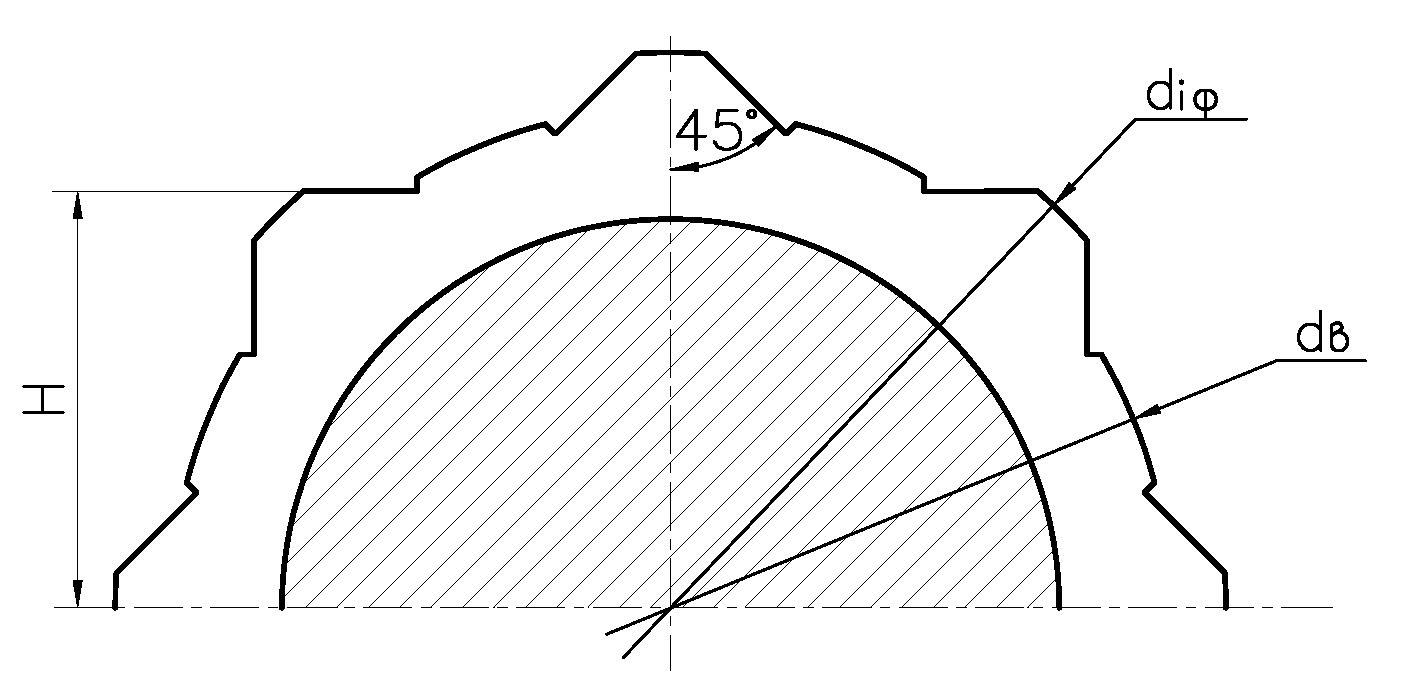
Рисунок 2.5 - Торцевий переріз (по западині) фасочних зубців протяжок.
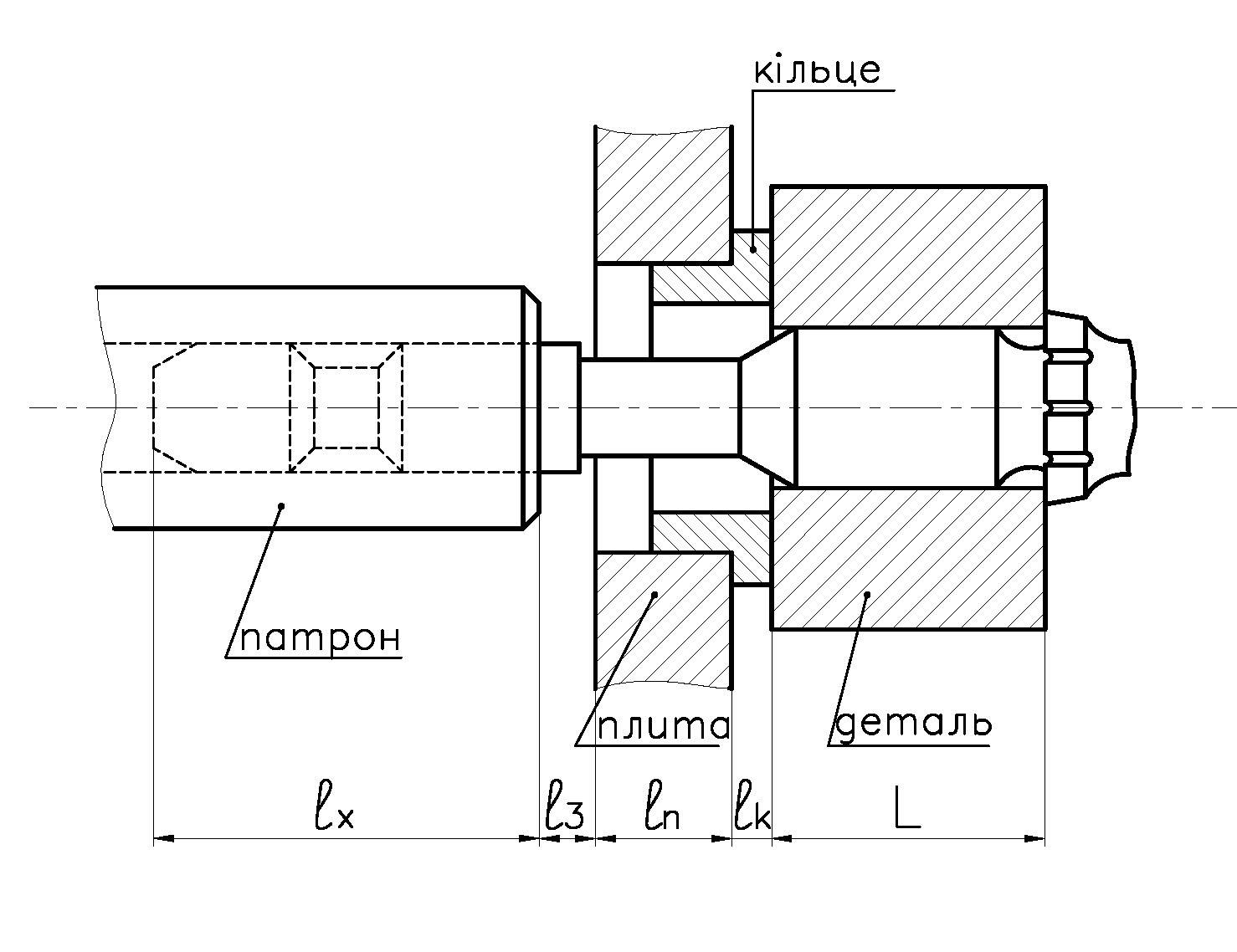
Рисунок 2.6 - Схема визначення відстані до першого зубця
Вся решта розмірів фасочних зубців в торцевому перерізі (dв, розміри канавки для виходу шліфувального круга) однакова з аналогічними розмірами шліцьових зубців.
Для створення задніх кутів на бічних сторонах фасочних зубців (особливо необхідно при розташуванні фасочних зубців перед шліцьовими) рекомендується шліфування бічних сторін фасочних зубців виконувати з підйомом заднього центру. Величина підйому 0,150,2 мм на 100 мм довжини протяжки. Розмір останнього фасочного зубця
Нп = Н – (0,00150,002)ℓф.
де
![]() -
довжина фасочной частини.
-
довжина фасочной частини.
Величину підйому і розмір Нп задають в технічних вимогах.