

2) Мм2;
3)
![]() мм2;
мм2;
4)
![]() мм2;
мм2;
5)
![]() мм2;
мм2;
6)
![]() мм2;
мм2;
7)
![]() мм2;
мм2;
8)
![]() мм2.
мм2.
Розраховуємо коефіцієнти витяжок при прокатці:
![]() ;
(1.86)
;
(1.86)
2)
![]() ;
;
3)
![]() ;
;
4)
![]() ;
;
5)
![]() ;
;
6)
![]() ;
;
7)
![]() ;
;
8)
![]() .
.
Розраховуємо довжину розкату
Приймаємо
довжину заготовки:
![]() мм.
мм.
![]() (1.87)
(1.87)
2)
![]() мм;
мм;
3)
![]() мм;
мм;
4)
![]() мм;
мм;
5)
![]() мм;
мм;
6)
![]() мм;
мм;
7)
![]() мм;
мм;
8)
![]() мм.
мм.
Швидкість прокатки у останній кліті приймаємо:
![]() м/c.
м/c.
Восьма кліть:
![]() м/c;
м/c;
![]() м;
м;
![]() с. (1.88)
с. (1.88)
Сьома кліть:
![]() м;
м;
![]() м/c;
м/c;
![]() с.
с.
Шоста кліть:
![]() м;
м;
![]() м/c;
м/c;
![]() с.
с.
П’ята кліть:
![]() м;
м;
![]() м/c;
м/c;
![]() с.
с.
Четверта кліть:
![]() м;
м;
![]() м/c;
м/c;
![]() с.
с.
Третя кліть:
![]() м;
м;
![]() м/c;
м/c;
![]() с.
с.
Друга кліть:
![]() м;
м;
![]() м/c;
(1.89)
м/c;
(1.89)
![]() с.
с.
Результати розрахунків швидкісного режиму заносимо в таблицю 1.6
|
Таблиця 1.6 – Швидкісний режим деформації | |||||
|
№ кліті |
F, мм2 |
|
|
|
|
|
--- |
22050 |
--- |
--- |
--- |
--- |
|
2 |
7938 |
2.78 |
6950 |
4.1 |
1.7 |
|
3 |
5659.5 |
1.4 |
9730 |
4.25 |
2.3 |
|
4 |
5478 |
1.03 |
10021.9 |
4.97 |
2 |
|
5 |
3503 |
1.56 |
15634.16 |
5.86 |
2.7 |
|
6 |
2206 |
1.59 |
24858.32 |
6.04 |
4 |
|
7 |
1332 |
1.66 |
41264.8 |
6.89 |
6 |
|
8 |
961.202 |
1.39 |
57358.09 |
6.73 |
8.53 |
1.5.Розрахунок технологічного устаткування на міцність та пружну деформацію
1.5.1 Розрахунок валків
1.5.1.1 Методика розрахунку
Напруга вигину в бочку валка визначають по формулі [7]:
![]() (1.90)
(1.90)
де Миз —момент вигину, що діє в розглянутому перетині;
Wб — момент опору поперечного переріза бочки валка на вигин.
Напруга
крутіння в бочку валка не підраховують
через його незначну величину в порівнянні
з напругою вигину
![]()
Для каліброваних валків у цю формулу треба підставляти значення максимального моменту вигину, для чого необхідно визначити моменти вигину, що діють при прокатці в різних калібрах по формулі:
![]() (1.91)
(1.91)
де Р - повне зусилля прокатки в даному калібрі.
Для двовалкових клітей листових станів максимальний згинальний момент буде в середині бочки валка:
![]() (1.92)
(1.92)
Шейку
валка розраховують на вигин у перетині
1—1 і крутіння по формулах (приймаючи
![]() ):
):
 (1.93)
(1.93)
де l й d — довжина й діаметр шийки;
Мкр.ш — крутний момент, який прикладається до валка (шийці) з боку привода.
Результуючу
напругу визначають по формулах: для
сталевих валків - по 4-й теорії міцності:
![]() (1.94)
(1.94)
для чавунних валків - на підставі теорії Мору [7]:
![]()
1.5.1.2 Розрахунок валків на міцність двохвалкової кліті стана 550 м.к. імені Петровського
Дано:
Максимальне зусилля прокатки: P=1553 кН;
Катаючий діаметр валка Dв=645 мм;
Довжина шийки валка: lш=500 мм;
Діаметр шийки валка: Dш=305 мм;
Момент прокатки: Мпр=64 МН.м
Відстань між реакціями опор а=770 мм
Відстань від реакції опори до вершини калібру x=266 мм
Коефіцієнт тертя в підшипниках: fш=0.005
Розміри
валка зазначені після максимально
припустимого переточування. Валок
виготовлений зі сталі марки 60ХН, що має
межу міцності матеріалу на вигин
![]() .
При цьому допустиме напруження:
.
При цьому допустиме напруження:![]() .
.
Розрахунок бочки валка:
1. Визначаємо опорні реакції на шейках валка:
![]() (1.95)
(1.95)
![]() (1.96)
(1.96)
2.
Момент вигину у середньому перетині
(приймаємо більше значення реакції
![]() ):
):
![]() (1.97)
(1.97)
3. Момент опору:
![]() (1.98)
(1.98)
4. Напруга вигину в цьому перетині:
![]() (1.99)
(1.99)
Розрахунок шийки валка:
1. Згинальний момент для шийки:
![]() (1.100)
(1.100)
2. Напруга вигину:
![]() (1.101)
(1.101)
3. Крутний момент для приводної шийки:
![]() (1.102)
(1.102)
4. Напруга крутіння:
![]() (1.103)
(1.103)
5. Наведені напруги в шейку, з урахуванням спільної дії згинаючого й крутного моментів (для інших валків):
![]() (1.104)
(1.104)
Отримані значення напруги, як для бочки, так і для шийки не перевищують припустимих:
![]()
1.6 Розрахунок продуктивності стану
Початкові
розміри заготовки: ![]()
Довжина
розкату:
![]()
Такт
прокатки:
![]()
Продуктивність прокатного стану (агрегату) визначається кількістю металу, що прокатується в одиницю часу .
Технічно можлива годинна продуктивність визначається по формулі:
![]() (2.105)
(2.105)
Де: 3600 – кількість секунд в годині;
m – маса заготівки ;
r – такт прокатки.
Визначаємо масу заготівки:
![]() ;
(1.106)
;
(1.106)
![]() м3; (1.107)
м3; (1.107)
![]() ;
;
Визначаємо технічно можливу годинну продуктивність стану
![]()
1.7 Аналіз калькуляції собівартості 1 т продукції
1.7.1 Структура калькуляції собівартості продукції
Типова структура калькуляції:
01. Сировина і матеріали;
02. Напівфабрикат власного виробництва
03. Оборотні відходи;
04. Покупні комплектуючі вироби, напівфабрикат, роботи і послуги виробничого характеру від інших підприємств і організацій;
05. Паливо, енергія на технологічні цілі;
06. Основна зарплата робітників;
07. Додаткова зарплата виробничих робітників;
08. Відрахування на соціальне страхування від 06 і 07;
09. Витрати пов’язані з підготовкою та освоєнням виробництва продукції;
10. Відшкодування зносу спеціальних інструментів і пристроїв конкретного призначення та інші спеціальні витрати;
11. Витрати на утримання і експлуатацію устаткування;
12. Загальновиробничі витрати;
13. Загальногосподарські витрати;
14. Витрати в результаті браку;
16. Попутна продукція;
17. Виробнича собівартість;
18. Невиробничі витрати;
19. Повна собівартість;
У чорній металургіЇ прийнята наступна типова номенклатура статей калькуляції.
У складі витрат декілька розділів, які нумеруються:
Задано переділ:
витрати на сировину і основні матеріали;
Напівфабрикати власного виробництва;
напівфабрикати, придбані на інших підприємствах ;
Додаткові або допоміжні матеріали на технологічні потреби;
витрати, які віднімаються зі складу заданого: відходи, угар і брак;
Разом задано за вирахуванням відходів, угару та браку.
Витрати по переділу:
Паливо, яке використовується в процесі технологічного переділу
(нагрівання заготовки, термообробка напівфабрикатів);
енергетичні витрати на технологічні цілі;
основна зарплата виробничих робітників;
відрахування на соціальні потреби від суми основної та додаткової зарплати виробничих робітників;
витрати пов’язані з придбанням змінного обладнання (валки) і малоцінний швидкозношуваний інвентар;
поточний ремонт та утримання основних фондів;
силова енергія, пов’язана з роботою машин і механізмів;
робота транспортних цехів, які обслуговують основне виробництво;
амортизація основних цехів;
інші витрати по цеху, пов’язані з оплатою праці цехового персоналу;
Разом витрат по переділу
У сумі Ι-ий та ΙΙ-ий утворюють цехову собівартість.
Витрати на підготовку та освоєння виробництва;
Інші виробничі витрати;
Загальновиробничі (загальнозаводські) витрати;
Втрати від браку, виявленого у споживачів;
Побічна продукція.
Позавиробничі витрати.
На підприємствах чорної металургії складають калькуляції на всі види продукції:
готові вироби (прокат, труби);
напівфабрикати(злитки, заготівки, штрипс);
підсобних цехів(агломерат, кокс, вогнетриви);
допоміжних цехів (пар, кисень, електроенергія, захисні середовища).
В калькуляції всі види сировини, палива, напівфабрикатів, енергії, одержувані з боку (покупні), приймаються за цінами підприємства-виробника з урахуванням транспортних витрат.
Сировина, напівфабрикати, енергія власного виробництва враховуються за виробничою собівартістю.
За обсягом обліку витрат калькуляції розрізняють 3 види собівартості:
Цехова.
Виробнича.
Повна.
Цехова собівартість - відображає витрати на виробництво продукції в межах конкретного.
Виробнича собівартість - загальновиробничі витрати включають:
оплату праці працівників заводоуправління; витрати на утримання і ремонт загальнозаводських будівель і споруд; витрати на відрядження.
Повна собівартість - включає витрати, пов’язані з реалізацією продукції.
У чорній металургії складають калькуляцію в цілому по цеху, а також за окремими агрегатами та видами продукції, що випускаються. В результаті отримуємо агрегатні і сортові калькуляції.
Агрегатна калькуляція - включає витрати на виготовлення всіх видів продукції на даному агрегаті.
Сортова калькуляція - включає витрати на продукцію окремого виду або сорту, який відрізняється особливостями виробничого процесу та вихідними матеріалами.
1.7.2 Приклад калькуляції за темою роботи
Калькуляція прокатки 1 тонни кутового профілю №9x5,6 приведено на таблиці 1.7
Таблиця 1.7 – Калькуляція прокатки 1 тонни кутового профілю №9x5,6
|
Найменування статей витрат |
Одиниці виміру |
По звіту | ||
|
Кільк. |
Ціна, грн.. |
Сума, грн.. | ||
|
1 |
2 |
3 |
4 |
5 |
|
|
|
|
|
|
Квадратна заготівка |
т/т |
1,248 |
1555,80 |
1941,6384 |
|
Відходи(-): |
т/т |
0,042 |
381,00 |
16,002 |
|
Кінці й обрізь габаритна |
т/т |
0,006 |
220,0 |
1,32 |
|
Окалина |
т/т |
0,017 |
18,0 |
0,306 |
|
Чад |
т/т |
0,015 |
|
|
Продовження таблиці 1.7
|
Разом відходів: |
т/т |
0,080 |
|
17,628 |
|
Разом за винятком відходів і браку |
т/т |
1,1 |
|
1924,0104 |
|
|
|
|
|
|
м3 |
0,42 |
|
33,25 |
|
|
|
|
|
|
Електроенергія |
КВт/год |
0,172 |
|
25,778 |
|
Вода |
м3 |
0,032 |
|
1,939 |
|
Кисень |
м3 |
0,006 |
|
0,92 |
|
Стиснене повітря |
1000 м3 |
0,056 |
|
1,8 |
|
Разом енерговитрат |
|
|
|
27,74 |
|
Грн. |
|
|
12,13 |
|
Грн. |
|
|
4,44 |
|
Грн. |
|
|
13,799 |
|
Грн. |
|
|
22,45 |
|
Грн. |
|
|
63,34 |
|
Грн. |
|
|
0,45 |
|
Грн. |
|
|
14,77 |
Продовження таблиці 1.7
|
1 |
2 |
3 |
4 |
5 |
|
Разом витрат по переділу |
Грн. |
|
|
189,556 |
|
Загальнозаводські витрати |
Грн. |
|
|
13,45 |
|
Усього витрат |
Грн. |
|
|
203,006 |
|
Виробнича собівартість |
Грн. |
|
|
2144,6444 |
1.7.3 Аналіз Собівартості продукції
Згідно калькуляції наведеної на таблиці 1.7 найбільший вплив на цехову собівартість продукції має розділ задано в переділ, а саме вартість напівфабрикату (у даному випадку кутового профілю рис 1.4. Одним з можливих шляхів зниження витрат за даною статтею калькуляції є використання напівфабрикату з меншою вартістю чи виробництво напівфабрикату в умовах цеху.
Серед статей наведенх у розділі «ІІ. Витрати по переділу» (рис.1.5) найбільший вплив має стаття амортизація основних фондів. Можливим шляхом зниження витрат по переділу є використання низькотемпературного нагріву заготовок, що призведе до зниження витрат за статтею «Паливо технологічне» приблизно на 20% та незначному підвищення витрат за статтею «Енерговитрати» згідно розрахунків співробітників технологічного відділу цеху[8].

Рисунок 1.4 – Діаграма розподілу витрат за статтями калькуляції при виробництві кутового профілю №9х5,6.
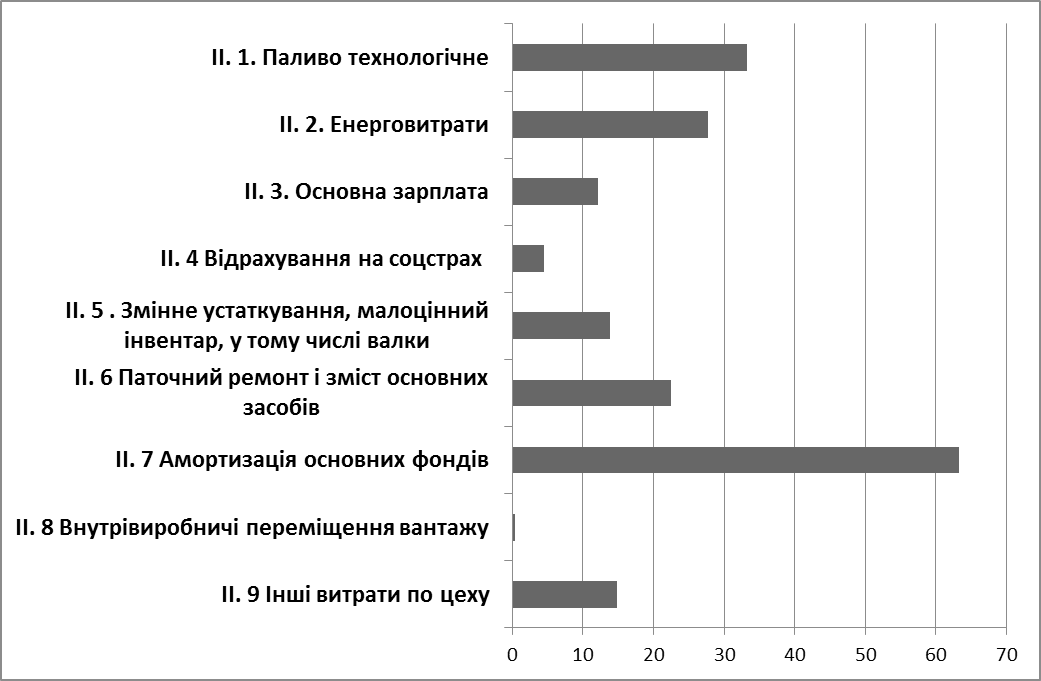
Рисунок 1.5 – Діаграма розподілу витрат за статтями розподілу «ІІ. Витрати по переділу» при виробництві кутового профілю №9х5,6.