

1.2.Рішення по інженерному забезпеченню
Водопостачання
Водопостачання призначено для задоволення господарсько-питних потреб житлового будинку, зовнішнього пожежогасіння і поливу території.
Потреби складають:
Господарсько питні -35 м3/добу;
Зовнішнє пожежогасіння -20,0 л/с;
Полив території - 5м3/добу;
Потрібний тиск на вводі водопроводу -3,6 атм.
Джерело водопостачання - існуючий водопровід 0 300 мм. В будинок запроектовано один ввід 0 40мм.
Побутова каналізація
Відведення господарсько-побутових стоків від житлового будинку передбачається в існуючу каналізаційну мережу 0300мм. Каналізаційні мережі запроектовано із азбестоцементних безнапірних труб 0150 мм за Г0СТ1839-80*. Колодязі прийняті зі збірних з/б елементів витрата стічних вод становить 35 м3/добу. Проектом передбачається герметизація випусків каналізації 0100 мм. Проектом передбачене відведення атмосферних вод з випуском на рельєф місцевості.
Метеорологічні дані
Метеорологічні умови району розташування об'єкта характеризуються такими параметрами [1.дод.14,]:
тривалість опалювального періоду (періоду із середньодобовою температурою повітря не вище 8 °С) - 191 доба;
кількість градусо-діб опалювального періоду - 3534;
температурна зона - І.
2. Технологія виконання монтажних робіт внутрішніх санітарно-технічних систем
В даному розділі необхідно проаналізувати отриману запроектовану систему. На основі чого, необхідно описати технологію монтажних робіт системи опалення, каналізації або водопостачання(в залежності від отриманого завдання) з певного матеріалу труб, матеріали та інструменти, які необхідні для монтажу. Пояснити як монтується основне обладнання заданої санітарно-технічної системи.
Приклад
Розглядаємо випадок монтажу системи опалення з металопластикових труб.
Правила прокладання металопластикових труб
Металопластикові труби чутливі до механічних і термічних пошкоджень, а також до ультрафіолетових променів. Їх відкрите прокладання допускається лише там, де виключені дані впливи.
При прихованому прокладанню трубопроводів для доступу до гвинтових фітингів і арматури слід передбачати люки або знімні щити. Потрібно, щоб ці елементи також не мали гострих виступів.
Прокладати труби через будівельні конструкції необхідно із застосуванням гільз, внутрішній діаметр яких на 5-10 мм більше зовнішнього самої труби. Зазор закладається м'яким негорючим матеріалом, що допускає поздовжнє переміщення труби.
На всіх етапах монтажу металопластикового трубопроводу слід пам'ятати про неприпустимість нанесення подряпин і надрізів на поверхні труби. Фірми-виробники категорично забороняють використовувати при розпакуванні бухт гострі предмети. Під час розмітки труби риски на ній можна наносити тільки олівцем або маркером.
Технології монтажу металопластикових труб дуже прості і включають розрізання (воно проводиться під кутом 90 °), калібрування труби, зняття фаски, монтаж фітинга. Всі операції слід здійснювати із застосуванням професійного інструменту: труборізів, втулок для калібрування, фрез. Для монтажу прес-фітингів існують надійні апарати, практично виключають можливість неякісного з'єднання.
Для кріплення металопластикових трубопроводів слід використовувати опори або підвіски, пропоновані виробниками труб. Металеві кріплення повинні передбачати прокладки, виконані з м'якого матеріалу. Необхідно, щоб закріплена труба мала можливість вільно переміщатися в осьовому напрямку. Не допускається нерухоме кріплення трубопроводу шляхом стиснення.
Підготовка труби
Всі операції по підготовці і монтажу мелалопластикових труб проводити при температурі не нижче +10 оС. Якщо на об'єкт монтажу труби транспортувались при температурі повітря нижче 0 оС то їх перед розкатуваням потрібно витримати впродовж 24 год. при температурі не нижче 10 оС. Не допускати зберігання труб під прямими сонячними променями. Інструмент використовувати лише призначений для даних робіт.
Трубу звільнити з бухти і випрямити. Особливу увагу звернути на вирівнювання труб 16-20, 20-25, оскільки вони жорсткіші і мають тенденцію до повернення в попередню форму. У місці різання і монтажу комплектного
з'єднувача труба обов'язково має бути пряма. При попередньому визначенні довжини труб треба зробити припуски для подальшого обрізання недостатньо прямих кінців. Не слід обрізувати шматки завдовжки менше 10 мм, оскільки при цьому не удається уникнути деформації кінця труби. Труба відрізується спеціальними ножицями з храповим механізмом або роликовими труборізами. Такий ріжучий інструмент вбереже від рис.1 Відрізання труби зім'ятгя труби і задирок в місщ обрізу.
труборізом
Лезо повинне розташовуватися перпендикулярно до осі відрізуваної труби.
Ножиці дозволяють різати труби діаметром до 40 мм. Використання довгих безперервних відрізань труби не вимагає точної підгонки лінійних розмірів, що істотно спрощує монтаж розводки з поворотами і обходом перешкод. Для раціональнішого витрачання труби не рекомендується (по можливості) робити заготівки ділянок системи. Як показала практика оптимально розмотувати трубу з бухти від місця одного з'єднання до наступного. Це дозволить уникнути непотрібних обрізків або обрізання при підгонці будуть мінімальними.
Гнуття труби

труби, а зовнішню на протяжних ділянках трубопроводів пересуваючи пружину від однієї ділянки згину до іншої.
?
рис.2. Гнуття труби: а) - внутрішня кондукторна
пружина; б) - зовнішня кондукторна пружина.
Для згинання труб діаметром 32мм. і більше застосовують рейковий
рис.
3. Рейковий трубогин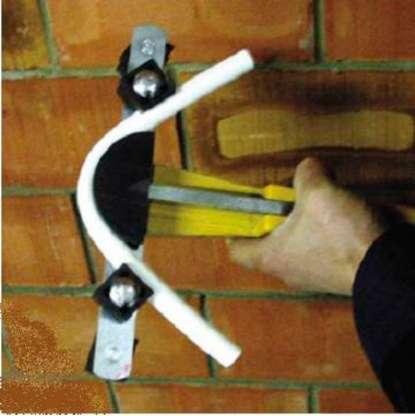
Обробка торця труби
При використанні з'єднувачів до 25 мм. необхідно використовувати калібратор.
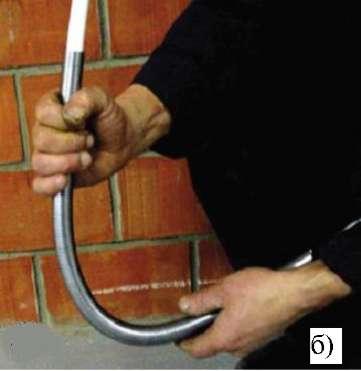
рис.4.
Калібрування труби
Для полегшення одягання труби на штуцер з'єднувача і запобігання пошкодження гумових ущільнюючих кілець, з внутрішнього шару труби знімається фаска. При зніманні фаски трубу бажано тримати до низу, щоб різані частки не потрапляли в середину труби. Фаска знімається під кутом 30о до осі труби. Якщо використовуються комбіновані калібратори то зняття фаски поєднується з процесом калібрування, для чого в основі калібрувальних штирів розміщені фасоні ножі.
Монтаж з'єднань
Підготовлена труба одягається на штуцер фітинга так щоб ущільнюючі кільця не втратили свого проектного положення.
Труба одягається до тих пір поки вона не стане видна в контрольному віконці гільзи.
Далі в прес для фітингів вставляємо вкладиші потрібного діаметру. Після чого інструмент заводиться на фітинг таким чином щоб буртик гільзи ввійшов в відповідне заглиблення прес-насадки.
рис.5.
Комбінований калібратор

рис. 7. Робота з інструментом
а) - вставка вкладишів в прес; б) – опресування фітинга
При первинному опресуванню на гільзі з'являється два паралельних заглиблення і «защипи» в місцях стику прес-насадок. Які є потенційними місцями протікань.
Для виправлення «защипів» , інструмент обертають навколо осі труби 15 - 90о і опресування повторюється, після цього опресована гільза не провинна мати чітко виражених «защипів».
Для того щоб зняти інструмент з фітингу його ручки потрібно розвести в сторони до упору.
Якість опресування легко перевіряється накладанням на прес- з'єднання вкладишів. Якщо зазор між вкладишами не перевищує 2 мм. (пружна реакція гільзи) - з'єднання виконано якісно, якщо перевищує опресування потрібно повторити.
рис. 6. Гільза з контрольним віконцем
Кріплення трубопроводів

При горизонтальній прокладці труб діаметром 16 - 20 мм правила рекомендують встановлювати ковзаючі кріплення на відстані 500 мм. Також необхідно передбачати підвіски або опори на поворотах і відгалуженнях трубопроводів.
Розподільні колектори і запірно-регулюючу апаратуру слід закріплювати за допомогою самостійних нерухомих кріплень для усунення передачі зусиль на трубопровід при експлуатації.
При всіх видах установки, труба повинна знаходитися на відстані не менше 5 см від стіни. Ланцюги опалювання повинні бути розташовані так, щоб довжина труби в кожній петлі не перевищувала 120 м. Гідравлічний опір петлі повинен бути в межах 20 кПа.
Теплоізоляція опалювальних систем.
Необхідність в тепловій ізоляції трубопроводів із метало пластикових труб визначається розрахунком на втрати тепла трубами чи на випадання конденсату.
Як правило теплова ізоляція передбачається в таких випадках:
При прокладанні трубопроводів в підлозі першого поверху по грунту чи над неопалювальними підпіллями;
При проходженні трубопроводів через неопалювальні приміщення;
При проходженні трубопроводів біля зовнішніх дверних прорізей, де можливе промерзання;
Теплову ізоляцію слід передбачати для трубопроводів систем опалення, що прокладаються в неопалювальних приміщеннях, в місцях, де можливе замерзання теплоносія, в штучно охолоджуваних приміщеннях, а також в цілях попередження опіків і конденсації вологи на них.
Спінений ізоляційний поліетиленовий матеріал, який застосовується спеціально для ізоляції систем водо-і теплопостачання з температурою носія в них від -45 до +105° С. Оболонки (трубки) 2-метрової довжини, сірого кольору. Внутрішні діаметри ізоляційних трубок від 12 до 114 мм. Можуть бути встановлені як на існуючий трубопровід, так і в процесі монтажу.
Основні характеристики:
коефіцієнт теплопровідності при 40 ° С X = 0,038 Вт / м2;
група горючості Г2.
Монтаж проводиться за допомогою контактного клею і (або) монтажних клейких стрічок.
Опалювальні прилади
RADIK- це сталеві панельні опалювальні прилади, з природною циркуляцією повітря навколо їх навколо їх тепло передаючих поверхонь. Вони виготовляються в одно-, дво- чи трьох панельному виконанні. Основною нагрівальною поверхнею опалювального приладу являється профільована панель, яка складається з двох опресованих панелей із листової сталі, які в місцях вертикального заглиблення з'єднані точковими а по периметру лінійними зварними швами. Таким чином в середині панелі утворюються вертикально і горизонтально розташовані канали по яким протікає теплоносій. Панельні опалювальні прилади RADIK призначений для монтажу в опалювальних системах з максимальним надлишковим тиском 1,0 Мпа, в яких у якості теплоносія використовується вода чи водні розчини з максимально допустимою робочою температурою 110 оС. Невеликий об'єм води в опалювальному приладі дозволяє системі опалення гнучко реагувати на необхідність тепла в опалювальному приміщені і дає